輪郭仕上げ加工 ページでは、複数のサーフェスを選択し、これらのサーフェスの外側を輪郭加工します。
ここで使用されている全サンプルは、モデルの下に不可視ベース平面を持ちます。ベース平面がない場合、ツールパスは異なります。また、場合によっては、ツールパスの作成ができなくなります。
ドライブカーブ - 加工動作の作成に使用するカーブ、または、カーブセットを指定します。
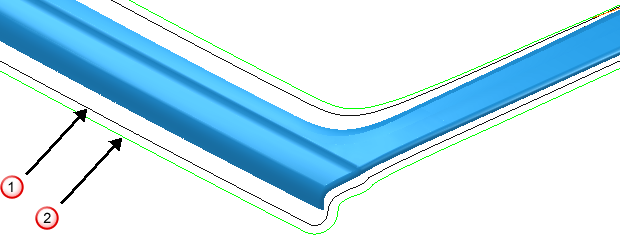
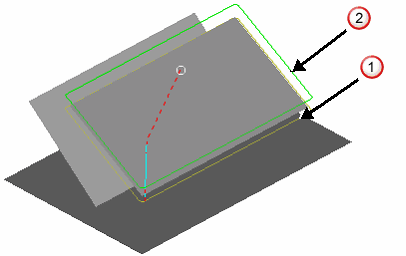
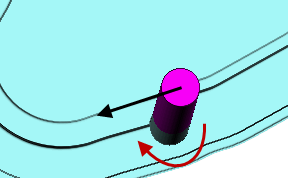
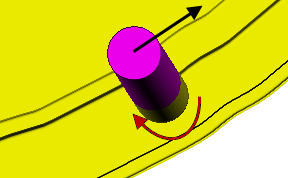
サイド - 輪郭加工を行うサーフェスのエッジを選択します。
サイド - 内側エッジ
サイド - 外側エッジ
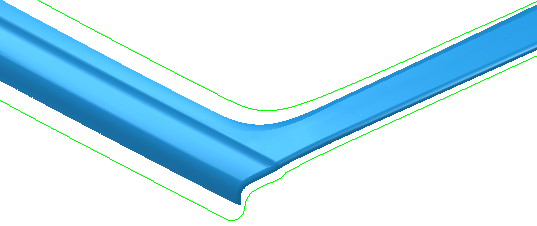
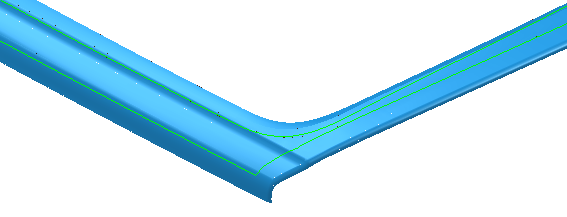
径方向オフセット - 工具とサーフェスのエッジカーブ間のギャップを入力します。
 - 径方向オフセット 0
- 径方向オフセット 0
 - 径方向オフセット 5
- 径方向オフセット 5
基準ポジション - 輪郭パスの下限ポジションの指定方法を選択します。
選択したサーフェス
自動 - パーツ上に工具を投影します。
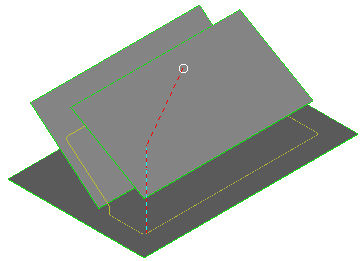
工具がパーツから外れると、ツールパスは生成されません。この場合、基準平面がないと、ツールパスの半分が「表示されません」。
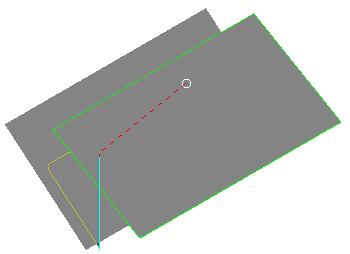
ドライブ カーブ - 選択したサーフェスのエッジを使用します。
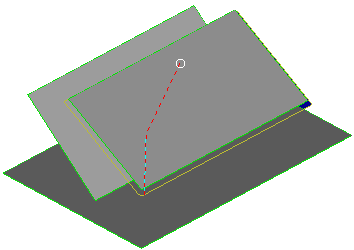
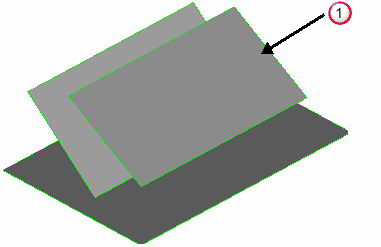
軸方向オフセット - 選択サーフェスに相対し、ツールパスの深さを入力します。ツールパスを選択サーフェス上に配置する場合、正の値を入力します。値 0 の深さは、工具がサーフェスに接触する箇所になります。このオプションは、下限値 から ドライブカーブ を選択した場合のみ有効になります。 基準平面がある場合に 2 つの四角形が選択されると、以下のようなツールパスが作成されます。
基準平面を選択すると、次のように生成されます。
- 軸オフセット 0
- 軸オフセット 20
サーフェス連結トレランス - サーフェス間のギャップの定義に使用するトレランスと加工トレランスとの関連付けを解除する値を入力します。サーフェス間のギャップが加工トレランスよりも大きな場合、PowerMill は 2 つのツールパス セグメントを作成します。サーフェス連結トレランス に、より大きな値を設定して、連続した 1 つのツールパスを作成します。
ガウジ チェック - このオプションを選択すると、PowerMill はパーツのガウジを確認するためにツールパスをチェックします。選択解除すると、ガウジ チェックが無効になります。
ガウジなしトレランス - サーフェスに垂直な最大距離を入力します。これにより、ツールパスは安全ポジションに移動することができます。この値よりも大きなガウジが検出されると、工具はガウジを回避するために軸方向にリフトされます。
トレランス - トレランスを入力し、ツールパスがモデルの輪郭をたどる精度を指定します。
加工方向 - 加工手法を選択します。
次から 加工方向 を選択します。
- ダウンカット - 可能な場合はダウンカットを使用し、ツールパスを作成します。工具進行方向から見て、工具は加工済みエッジの左側になります。
- アップカット - 可能な場合、アップカットを使用し、ツールパスを作成します。工具進行方向から見て、工具は加工済みエッジの右側になります。
- 任意方向 - ダウンカット、および、アップカットを使用し、ツールパスを作成します。これにより、工具リフト数、および、工具移動数が最少になります。
残し代 - パーツに残す素材量を入力します。 残し代  ボタンをクリックして、残し代 ボックスを 径方向残し代
ボタンをクリックして、残し代 ボックスを 径方向残し代  軸方向残し代
軸方向残し代  に分割します。これらを使用して、径方向残し代 および 軸方向残し代 に個別の独立した値を指定します。直交パーツには 径方向残し代 と 軸方向残し代 の個別の値が役立ちます。結果を予測するのは難しくなりますが、傾斜側面パーツに個別の残し代を使用できます。
に分割します。これらを使用して、径方向残し代 および 軸方向残し代 に個別の独立した値を指定します。直交パーツには 径方向残し代 と 軸方向残し代 の個別の値が役立ちます。結果を予測するのは難しくなりますが、傾斜側面パーツに個別の残し代を使用できます。
径方向残し代 - 工具への径方向オフセットを入力します。 2.5 軸、または、3 軸加工時には、正の値により垂直側面に素材が残されます。
軸方向残し代 - 工具軸方向のみで、工具へのオフセットを入力します。 2.5 軸、または、3 軸加工時には、正の値により水平面に素材が残されます。

 コンポーネント残し代 - コンポーネント残し代 ダイアログを表示します。ここでは異なるサーフェスの残し代を指定できます。
コンポーネント残し代 - コンポーネント残し代 ダイアログを表示します。ここでは異なるサーフェスの残し代を指定できます。
 工具から Z 方向削り込み量コピー - 工具ジオメトリから自動的に Z 方向削り込み量を定義します。
工具から Z 方向削り込み量コピー - 工具ジオメトリから自動的に Z 方向削り込み量を定義します。