生成检查表面操作
Fusion Manufacturing Extension
此功能是扩展程序的一部分。扩展程序是在 Fusion 中访问更多功能的一种灵活方式。了解详情。
在“制造”工作空间工具栏上,单击“检查”>“探测”>“检查表面”
 。
。“检验”对话框即会打开。
提示:将指针放置在参数上可了解详细信息。在“刀具”选项卡上,单击“选择”以选取探头。如果尚未创建要使用的探头,请在对话框的左侧面板中,从“Fusion 库”的“探头”文件夹中选取探头。
指定探头的移动速度:
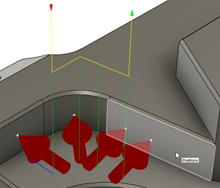
在“连接进给速率”中输入一个值,以定义探头在连接移动期间(在探头导入而后接触零件之前和之后执行)的速度。连接移动在画布上以黄色显示。
在“导入进给速率”中输入一个值,以定义探头在引导移动期间(在探头接触零件之前和之后执行)的速度。引导移动在画布上以绿色显示。
在“测量进给速率”中输入一个值,以定义探头在测量移动期间(即探头接触零件时)的速度。测量移动以蓝色显示。
注意:“测量进给速率”必须与 CNC 机床上的校准进给速率匹配,以确保达到最佳精度。
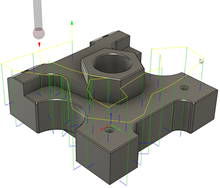
在“形状”选项卡上,确保“位置”处于活动状态,然后在画布上,单击模型以指定探头要检查的点。
在“顺序”中为指定的点选择一种顺序。
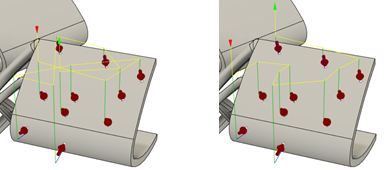
“按选择排序”(左)和“优化 XY 行程”(右)的示例。
提示:若要交换探测点的顺序,以使最先探测的点改为最后探测,请选中“反转顺序”复选框。为“公差上限”和“公差下限”输入值以指定公差带。
在“高度”选项卡上,设置探测器在探测的开始和结束时移动到的“安全高度”,并设置探测器在探测各个点之间移动到的“退刀高度”。
可选步骤:
- 若要补偿曲面厚度,请在“形状”选项卡上输入正或负的“曲面偏移”值。
- 若要更改探测器开始以“测量进给速率”向点进刀的距离,请在“形状”选项卡上更改“进刀”值。
- 若要更改探测器可以继续移动到超出预期点并仍记录测量的最大距离,请在“形状”选项卡上更改“超程”值。
- 若要在点超出公差时停止 CNC 机床并在控制器上显示相应消息,请在“操作”选项卡中选中“离开位置”复选框。
单击“确定”。
系统将生成操作。
现在,对检验表面操作进行后处理以创建 NC 代码,然后将其传输到机床控制器。如果 Fusion 与 CNC 机床之间存在实时连接,请在 NC 代码在 CNC 机床上运行时实时导入检查结果。或者,如果实时连接不可用,请从机床生成的结果文件导入检查结果。