检查表面参考
此功能是扩展程序的一部分。扩展程序是在 Fusion 中访问更多功能的一种灵活方式。了解详情。
使用“检查”对话框可指定检查表面操作的详细信息。
“制造”>“检验”>“探测”>“检验曲面”![]()
此对话框包含以下设置:
工具
单击“选择”以打开“选择工具”对话框,从中可以查找和选择探测器。
连接进给速率
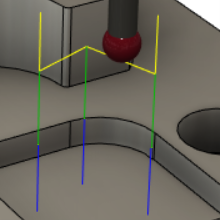
定义探头在连接移动期间(在探头导入而后接触零件之前和之后执行)的速度。连接移动在画布上以黄色显示。
导入进给速率
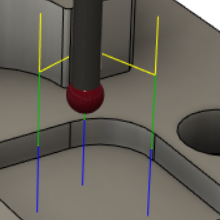
定义探头在引导移动期间(在探头接触零件之前和之后执行)的速度。引导移动在画布上以绿色显示。
测量进给速率
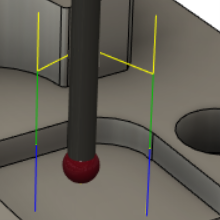
定义探头在测量移动期间(即探头接触零件时)的速度。测量移动在画布上以蓝色显示。
刀具朝向
选择一个选项以确定探测器的定向方式。
位置
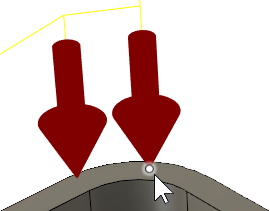
单击画布中 CAD 模型上的位置,以指定要探测的接触点。模型上会显示箭头,它们的位置可反映曲面法线。
若要重新定位接触点,请单击并拖动模型上相应的点。
若要删除某一接触点,请按住 Shift 键并单击模型上相应的点。
顺序
可让您选择探测指定接触点的顺序。
您可以按创建点的顺序来探测这些点。或者,也可以选择优化的顺序,使探测器沿 X 轴和 Y 轴行进的距离最小。如果您选择优化的顺序并创建、重新定位或删除某个点,则顺序会自动更新。
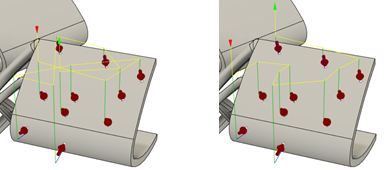
“按选择排序”(左)和“优化 XY 行程”(右)的示例。
反转顺序
交换探测指定接触点的顺序,以使最先探测的点改为最后探测。
曲面偏移
输入正值或负值,以补偿曲面厚度。此偏移垂直于曲面应用到接触点处,且在探测器方向上为正值。
值为 0 时会测量曲面上的接触点。
公差上限和公差下限
输入正值或负值,以指定测量的接触点自“曲面偏移”的可接受偏差范围。
导入检验结果时,在公差范围之外的任何测量的接触点被视为超出公差范围,而在该范围之内的任何点被视为在公差内。
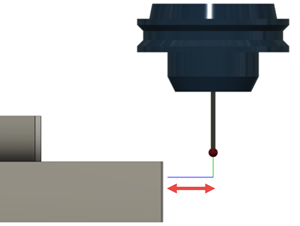
进刀
输入一个值,以指定与探测器开始以“测量进给率”向曲面进刀的曲面法线的距离。默认情况下,“进刀”为探测器直径的两倍。
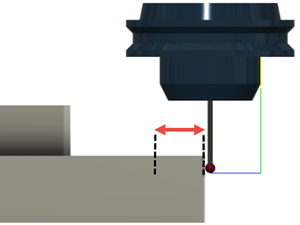
超程
输入一个值以指定探头可以移动超过预期接触点并且仍记录测量值的最大距离。
如果在此距离没有进行接触,则探测器会返回无效的测量值。
高度
探测器的不同高度。
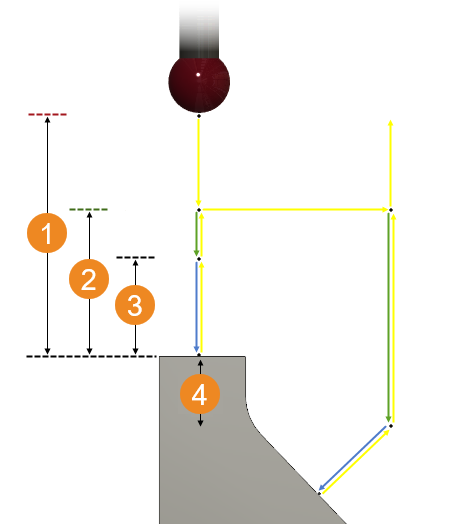
安全高度
刀具沿其路径移动到探测起点的第一个高度,在完成处理后,它将返回到该点。可以相对于毛坯、模型、其他参考或用户所选的位置定义该位置。高度显示为橙色。
“从”定义“安全高度”的参考:
- 退刀高度:相对于“退刀高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 选择:相对于模型中所选点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
“偏移”是相对于“从”选项的位移。输入一个值,或者在画布上拖动该橙色高度。
退刀高度
设置各个接触点探测之间使用的高度。高度显示为深绿色。
“从”定义“退刀高度”的参考:
- 安全高度:相对于“安全高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 选择:相对于模型中所选点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
“偏移”是相对于“从”选项的位移。输入一个值,或者在画布上拖动该深绿色高度。
离开位置
启用后,当测量的接触点超出公差时,将指示 CNC 机床停止探测并在控制器上显示一条消息。通过评估控制器上的曲面检验结果,可以实时进行验证。
如果取消选择该选项,则不会执行任何动作。
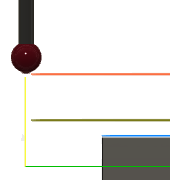
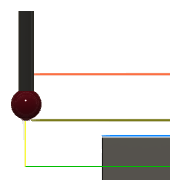
安全高度和退刀高度与进刀距离和超程距离
 安全高度
安全高度
 退刀高度
退刀高度
 进刀
进刀
 超程
超程