钻孔参考
“制造”>“铣削”或“车削”>“钻孔”![]()
钻孔是用于在工件中创建孔的常用加工任务。此功能通常会触发 CNC 控制器固定循环。这些循环包含用于特定孔加工任务的常见运动。通常有用于基本钻孔、深孔钻孔、深镗孔、镗孔和攻螺纹的固定循环。最终代码中的固定循环输出取决于后处理器和机床的功能。
以下是您可以通过此刀具路径执行的钻孔运动的类型:
- 钻孔 - 通过快速退刀进行 G81 样式钻孔。
- 深镗孔 - 停留在底部并快速退刀进行 G82 样式钻孔。
- 断屑 - 在啄钻之间使用啄钻和部分退刀来断屑。
- 深钻孔 - 在啄钻之间使用啄钻和完整退刀进行深钻孔。
- 导引深钻孔 - 深钻孔 - 进行深钻孔,利用精确直径生成一个的圆形孔。适合于加工各种材料的深直孔。
- 攻螺纹 - 攻螺纹 (G84/G74)。同步主轴速度和进给。
- **攻螺纹同时断屑 - 攻螺纹同时断屑。
- 穿透 - 可以在穿透孔之前减少进给量并降低速度。
- 铰削 - 铰削同时退刀。
- 镗孔 - 镗孔切削,并在底部停留,然后退刀。
- 停止镗孔 - 镗孔切削(G86 样式),并且主轴停在底部,然后快速退刀。
- 精镗孔 - 转移离开孔侧,进行精镗孔切削。
- 后部镗孔 - 从后部进行镗孔加工。
- 圆形挖槽铣削 - 圆形挖槽铣削。
- 镗铣 - 镗铣。
- 螺纹铣削 - 螺纹铣削。
- 探头 - 用于使用探头刀具测量零件上的要素,或者使用机床中的宏定义 WCS。需要在后处理器中进行特殊处理,具体取决于使用的机床。
需要有关这些固定循环的更多信息?
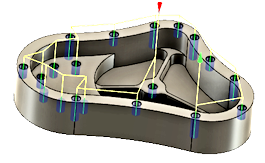
可以直接从零件形状的特征选择这些圆的输入形状,并且与其他 2D 操作一样,也可以从草图(例如:圆弧的圆心)选择输入形状。
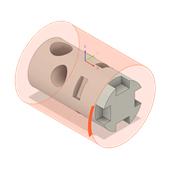
当使用实体模型时,使用钻孔的最简单的方式是选择孔的圆柱面。此操作会为每个孔自动设置正确的毛坯高度和深度。钻孔会识别具有不同起始高度和深度的孔,以创建单一钻孔操作。请注意,在圆柱面中时,提供“选择相同直径”选项。这样可让您轻松、自动选择任何相似孔。
有关详细信息,请观看点钻孔视频。
 “刀具”选项卡设置
“刀具”选项卡设置
刀具
按“选择”可访问刀具库。
进给量和速度
主轴和进给速率切削参数。
预设
填充自定义刀具的切削数据。
主轴速度
主轴的旋转速度,以每分钟转数 (RPM) 表示。
表面速度
材料移过刀具切削边的速度(SFM 或米/分钟)。
使用每转进给量
将进给速率的输入单位更改为主轴每转进给量,而非单位时间内的距离。
下刀进给速率
下刀进入毛坯时的钻孔进给速率。
每转下刀进给量
以每转进给量表示的下刀进给速率。
退刀进给速率
退刀但未使用快速移动 (G0) 时使用的进给量。
每转退刀进给量
以每转进给量表示的退刀进给速率。
冷却液
选择用于机床的冷却液的类型。并非所有类型均适用于所有机床后处理器。
刀刃、轴和夹头
指定如何使用刀具的刀刃、轴和夹头以避免与工件发生碰撞。
轴和夹头模式
指定在执行切削移动时如何处理轴或夹头与零件之间的碰撞。
- 检测刀具长度 - 刀具自动从夹头中进一步向外延伸,以保持指定的间隙。刀具路径日志中会出现一条消息,指出刀具延伸了多远的距离。
- 碰撞时失败 - 检测到碰撞时中止刀具路径计算。
- 跳过碰撞孔 - 跳过任何检测到碰撞的孔。刀具将移动到下一个可安全切削的孔上。
使用轴和夹头
启用该选项可在刀具路径计算中包含选定刀具的轴和夹头,以避免碰撞。
轴间隙
刀具轴始终与工件保持此距离。
夹头间隙
刀具夹头始终与工件保持此距离。
使用刀刃
仅在切削移动期间使用刀具的刀刃长度检查过切。
 “多轴”选项卡设置
“多轴”选项卡设置
加工类型
3 轴 - Z 轴固定的标准钻孔。对与 Z 轴对齐的垂直孔使用此选项。
4 轴 - 定义一个旋转轴,用来钻取不与 Z 轴对齐的孔。对斜孔或倾斜曲面上的孔使用此选项。有关详细信息,请查看 5 轴加工页面。
5 轴 - 全 5 轴钻孔移动,适用于复杂的孔形状。当刀具需要倾斜才能进入某些区域时,使用此选项。您可以定义轴限制并应用相对于刀具轴的最小和最大倾斜角度。有关详细信息,请查看 5 轴加工页面。
刀具朝向
刀具朝向用于定义零件上的剖切平面。默认情况下,在设置中定义的工件坐标系 (WCS) 的 Z 轴用于设置刀具朝向。您可以使用“刀具朝向”设置组来覆盖 WCS 设置的刀具朝向。
有关详细信息,请查看设置刀具朝向页面。
 “形状”选项卡设置
“形状”选项卡设置
几何图元
可让您按模型面、孔边、草图点、草图圆或直径尺寸范围选择钻孔位置。您还可以从先前的操作继承位置,以完成在原始操作中无法完成的孔。
选择模式
指定哪些选择类型将用于查找钻孔位置。
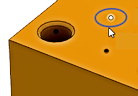
- 面 - 基于模型的特征选择,如圆柱体或孔倒角。选择该选项后,将提供其他信息,如起始高度和孔深度。“选定的面”是用于拾取钻孔位置的首选方法,因为它会保持与模型特征的关联性,并且在模型更改时会更新钻孔操作。
- 点 - 基于几何图元的孔选择,如孔边或草图几何图元。它仅返回孔的 XY 位置和 Z 起始高度。
- 直径范围 - 基于孔的最小/最大尺寸范围,自动地进行选择。
- 操作中的剩余孔 - 这是基于操作的选择。创建回退操作,以自动选择由于碰撞避让而无法完成主钻孔操作的孔。使用此选项可创建次要操作,这些操作通常使用较长的刀具到达主要操作遇到碰撞的区域。
| 面选择 - 圆柱体 | 面选择 - 倒角 | |
 |
 |
|
| 点选择 - 孔边 | 点选择 - 草图点 | 点选择 - 草图圆 |
 |
 |
 |
孔面
包含选择用于钻孔的面的数量。用于基于模型的特征选择。使用“X”清除当前选择的所有项目。
孔点
包含选择用于钻孔的点或边曲线的数量。用于基于形状的孔选择。使用“X”清除当前选择的所有项目。
操作
包含为回退钻孔选择的操作次数。这是基于操作的选择,使用的是“操作中的剩余孔”模式。使用“X”清除当前选择的所有项目。
最小直径和最大直径
打开用于创建最小和最大范围选择的参数集。不再需要从模型中实际选择特征。系统将基于指定的最小直径和最大直径值评估模型。使用该范围来包含或排除孔尺寸。如果零件使用表示不同加工工艺的尺寸进行造型,则该功能很有用。
示例:选择所有直径为 0.250 - 0.2501 的孔来执行钻孔,选择所有直径为 0.2505 - 0.2506 的孔来执行铰孔。
选择相同直径
选择与当前选定特征具有相同直径的所有孔。
单项选择将查找所有匹配的孔。使用该选项将与模型相关联。如果稍后添加具有相同直径的其他孔,则重新生成操作会在钻孔循环中自动包含添加的孔。
示例:如果您激活此选项,选择一个 6 毫米的孔和一个 12 毫米的孔,系统会自动选择零件上的每个 6 毫米和 12 毫米的孔。
检查遮挡
取消选中由于当前刀具朝向而无法钻取的具有相同直径的任何孔。
例如,如果孔位于零件的下侧并且钻头无法到达,则将不会钻该孔。
 |
 |
| 已取消选中 | 已选中 |
加工范围边界
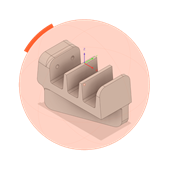
将此选项与“选择相同直径”和“直径范围”结合使用以包含加工范围区域内的类似项目。选择任何边或草图边界以包含钻孔位置。使用多个边界或嵌套边界以包含或排除孔组。刀具路径将位于选定边界内,除非嵌套了边界。您可以相互嵌套几个边界。
在下面的示例中,选定的边界将以蓝色显示。
 |
1) 草图边界 2) 包含内部的孔 3) 嵌套的边界 4) 排除内部区域 |
5) 草图边界 (2) 6) 仅选择边缘区域 7) 草图边界 (3) 8) 排除边缘区域 |
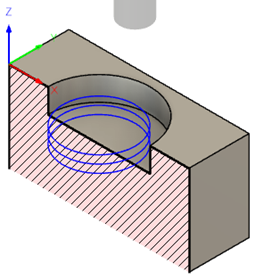
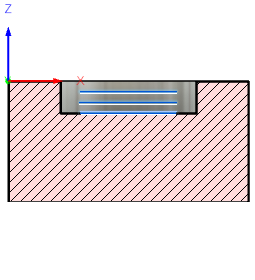
自动合并孔段
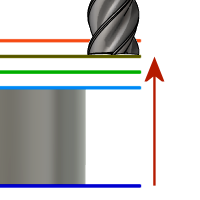
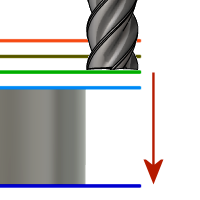
选中该选项可合并多个孔段。当启用该选项时,将包含所有孔段以确定钻孔的起始高度。所选的钻孔有深镗孔时,使用此选项。这将强制起始高度位于深镗孔顶部,而不是钻孔顶部。
示例:如果一个孔先进行了点钻或埋头加工,您可能希望从该加工区域上方的一个间隙处开始钻孔。启用“自动合并”将从高于最高孔段的位置开始钻孔。
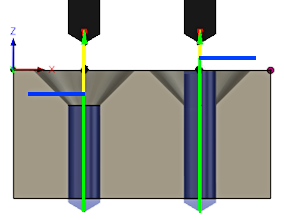 |
左侧孔:“自动合并”已禁用 右侧孔:“自动合并”已启用 蓝线表示钻孔的起始高度。 |
按深度排序
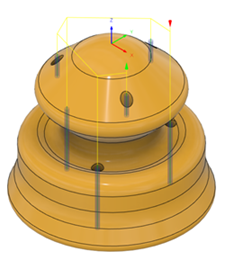
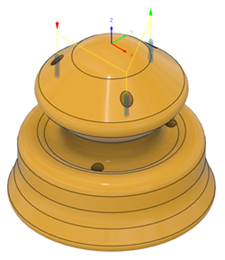
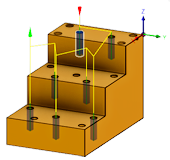
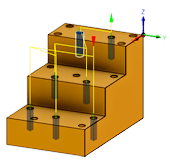
将顺序从最高更改为最低,或者从最低更改为最高。取消选中该选项后,顺序将从最高 Z 层处的孔开始,然后逐渐下移。选中该选项将反转顺序。
| 禁用。 第一个孔位于最高 Z 层 |
已启用。 第一个孔位于最低 Z 层 |
 |
 |
排序
指定排序用于加工的孔的方式。
 |
1) 对选定内容排序 2) 优化顺序 3) 由内到外 4) 按 X 运动排序 5) 按 Y 运动排序 |
反转顺序
选中该选项可更改已排序刀具路径的顺序。
| 禁用 | 启用 |
 |
 |
避开/加工曲面
可让您指定要在刀具路径计算期间加工、避开、忽略或标记为要避开的夹具的曲面。有关详细信息,请查看避开/加工曲面页面。
 “高度”选项卡设置
“高度”选项卡设置
间隙几何形状
指定间隙区域类型和起始位置。
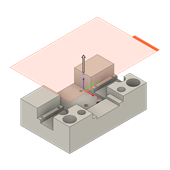
间隙几何形状类型
完成切削移动后,刀具先移动到此安全间隙区域,然后再为下一次切削定位自身。
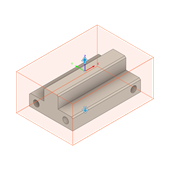
平面 - 标准 Z 平面间隙区域。刀具在钻孔位置之间移动到固定的 Z 高度。对 3 轴钻孔操作使用此选项。
圆柱体 - 绕定义的轴形成的圆柱形间隙区域。刀具在钻孔位置之间沿圆柱体的曲面移动。对于圆柱形零件上的 4 轴和 5 轴钻孔操作,或者当您需要绕旋转轴的间隙时,使用此选项。
球体 - 在各个方向上提供间隙的球形间隙区域。刀具在钻孔位置之间在球形边界内移动。当您需要最大的间隙灵活性或处理复杂的零件几何形状时,对 4 轴和 5 轴钻孔操作使用此选项。
长方体 - 由边界框定义的矩形间隙区域。刀具在方形边界内绕工件周界生成连接移动。当您需要在定义的矩形区域内控制刀具移动时,对 5 轴加工使用此选项。
| 平面间隙区域 | 圆柱体间隙区域 |
 |
 |
| 球体间隙区域 | 长方体间隙区域 |
 |
 |
间隙几何形状方向
指定安全间隙几何体在三维中的朝向。不会改变刀具的朝向。
旋转轴 - 将旋转轴用作圆柱体间隙区域的中心线。
自动 - 根据当前刀具朝向和模型几何图元来选择最合适的方向。当刀具朝向发生变化时自动更新。
选定对象 - 可让您从模型几何图元(如面或边)中选择方向。
设置 X 轴 - 将当前设置的 X 轴用作间隙方向。
设置 Y 轴 - 将当前设置的 Y 轴用作间隙方向。
设置 Z 轴 - 将当前设置的 Z 轴用作间隙方向。
刀具朝向 X 轴 - 使用由“刀具朝向”设置定义的 X 轴。当间隙应与刀具的倾斜方向而非设置轴对齐时,此选项非常有用。
刀具朝向 Y 轴 - 使用由“刀具朝向”设置定义的 Y 轴。当相对于刀具的侧方向可提供更安全的连接移动时,此选项非常有用。
刀具朝向 Z 轴 - 使用由“刀具朝向”设置定义的 Z 轴。当“向上”与刀具朝向一致时(例如,对于倾斜的 3+2 位置),此选项是理想之选。
方向选择
选择一条边以将其法线方向用作间隙方向。
翻转方向
反转间隙几何形状的当前方向矢量。
间隙几何形状原点
为球形和圆柱形间隙区域类型定义工件坐标系 (WCS) 原点的位置。
设置 WCS 原点 - 使用当前设置中定义的 WCS 原点。
模型原点 - 使用模型的 WCS 原点。
选定的点 - 使用选定的参考来定义 WCS 原点。
模型边界框点 - 使用模型边界框上的选定点来定义原点。
毛坯边界框点 - 使用毛坯边界框上的选定点来定义原点。
原点选择
选择顶点、边、圆弧或圆心来设置间隙的原点。
原点 - 模型点
指定模型边界区域上的关键点来设置间隙的 WCS 原点。您可以为每一侧的顶部、中心和底部选择 X、Y 和 Z 轴上的极限值。
原点 - 毛坯点
指定毛坯边界区域上的关键点来设置间隙的 WCS 原点。您可以为每一侧的顶部、中心和底部选择 X、Y 和 Z 轴上的极限值。
安全高度
“安全高度”是刀具沿其路径快速移动到刀具路径起点的第一高度。
间隙高度。
间隙高度来自
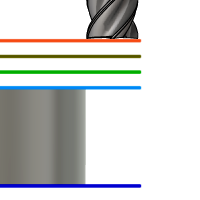
对于平面区域类型:
- 退刀高度:相对于“退刀高度”的增量偏移。
- 进给高度:相对于“进给高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。
- 选择:相对于模型中所选点(顶点)、边缘或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
对于圆柱体和球体区域类型:
- 退刀 - 将退刀高度用作间隙高度。
- 毛坯外径 - 将毛坯的外径用作间隙高度。
- 模型外径 - 将模型的外径用作间隙高度。
- 选定对象 - 使用选定的参考来定义间隙高度。
- 半径 - 将以 WCS 原点为基准的指定半径用作间隙高度。
- 直径 - 将以 WCS 原点为基准的指定直径用作间隙高度。
- ...的最外侧 - 使用选定的毛坯、模型或夹具直径选项,将最大值用作间隙高度。
间隙高度选择
选择一条边,将其用作间隙高度的参考。
间隙高度值
使用从间隙几何形状中定义的 WCS 原点开始测量的距离来设置间隙高度。
间隙高度 - 毛坯
控制在确定间隙高度时是否包括毛坯直径或高度。
间隙高度 - 模型
控制在确定间隙高度时是否包括模型直径或高度。
间隙高度 - 夹具
控制在确定退刀高度时是否包括当前设置和曲面组中的夹具高度。
间隙高度偏移
从在上面的下拉列表中选择的相对位置偏移间隙高度。您可以应用正偏移或负偏移。
退刀高度
“退刀高度”用于设置在进入下一个切削加工路径之前刀具向上移动的高度。“退刀高度”应设置为高于“进给高度”和“顶部高度”。“退刀高度”与后续偏移一起使用来确立高度。
退刀高度。
退刀高度来自
- 安全高度:相对于“安全高度”的增量偏移。
- 进给高度:相对于“进给高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。
- 选择:相对于模型中所选点(顶点)、边缘或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
退刀高度偏移
从在上面的下拉列表中选择的相对位置偏移退刀高度。您可以应用正偏移或负偏移。
进给高度
“进给高度”用于设置刀具在更改进给/下刀速率以进入零件之前快速移动的高度。应在“顶部”之上设置“进给高度”。钻孔操作将使用该高度作为初始进给高度和退刀啄钻高度。“进给高度”与后续偏移一起使用来确立高度。
进给高度。
进给高度来自
- 安全高度:相对于“安全高度”的增量偏移。
- 退刀高度:相对于“退刀高度”的增量偏移。
- 已禁用:禁用“进给高度”会导致刀具快速下降到导入位置。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。
- 选择:相对于模型中所选点(顶点)、边缘或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
进给高度偏移
从在上面的下拉列表中选择的相对位置偏移进给高度。您可以应用正偏移或负偏移。
顶部高度
“顶部高度”用于设置描述切削顶部的高度。应在“底部”之上设置“顶部高度”。“顶部高度”与后续偏移一起使用来确立高度。
顶部高度
顶部高度来自
- 安全高度:相对于“安全高度”的增量偏移。
- 退刀高度:相对于“退刀高度”的增量偏移。
- 进给高度:相对于“进给高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。
- 选择:相对于模型中所选点(顶点)、边缘或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
顶部偏移
“顶部偏移”将会应用,并且是相对于在上述下拉列表中选择的顶部高度。
底部高度
“底部高度”可确定刀具下降到毛坯的最终加工高度/深度和最低深度。需要在“顶部”之下设置“底部高度”。“底部高度”与后续偏移一起使用来确立高度。
 底部高度。
底部高度。
底部高度来自
- 安全高度:相对于“安全高度”的增量偏移。
- 退刀高度:相对于“退刀高度”的增量偏移。
- 进给高度:相对于“进给高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。
- 选择:相对于模型中所选点(顶点)、边缘或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
- 到倒角宽度:允许刀具充分钻孔,以使倒角与输入参数相匹配。输入参数不应超过刀具的倒角宽度。计算的高度偏移取决于刀具的参数(直径、刀尖直径和刀尖角度)以及孔的直径。可接受的选项包括圆柱面、圆或圆弧。
- 到倒角直径:新孔的直径应等于输入参数。因此,输入参数不应超过刀具的直径。计算的高度偏移取决于刀具的参数,而与选择的孔无关。可接受的选项包括圆柱面、圆或圆弧。
底部偏移
“底部偏移”将会应用,并且是相对于在上述下拉列表中选择的底部高度。
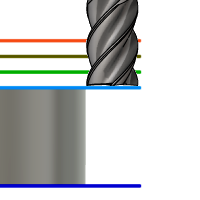
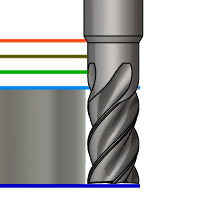
刀尖穿过底部钻孔
启用该选项时,刀尖将钻穿孔底。它会将钻口定位到孔底的完整直径。它还允许刀具使用“穿透深度”完全钻通底部或越过底部。
 |
左侧孔:深度为到刀尖(取消选中) 右侧孔:深度为到钻口(选中) |
 “循环”选项卡设置
“循环”选项卡设置
循环类型
循环类型是钻孔循环的类型。Fusion 提供了许多预定义(固定)钻孔循环。
选择钻孔循环决定了可为钻孔操作指定的参数。
- 钻孔 - 快速退刀 - 进给到编程深度并快速退刀。用于中心钻孔、点钻和深度在刀具直径三倍以下的孔。
- 深镗孔 - 停留并快速退刀 - 进给到编程深度、停留指定时间并快速退刀。用于为螺杆在浅平面间隙上创建平底。停留改进了孔底面上的精加工。
- 断屑 - 局部退刀 - 适用于深度超过刀具直径三倍或四倍的孔。使用多个啄钻,以定期退刀来断屑和/或让冷却液进入孔。这也称为啄钻。
- 深钻孔 - 完整退刀 - 与断屑类似,但刀具完全退出孔以清除切屑和/或用冷却液充满孔。这也称为啄钻。
- 穿透 - 可以在穿透孔之前减少进给量并降低速度。
- 导引深钻孔 - 深钻孔 - 标准枪钻具有一个有效的切削边。此独特的刀头形状不同于传统的麻花钻。在钻孔时,导向块会磨光孔,从而使孔保持笔直。该活动会生成一个具有精确直径且非常圆的孔,也可以通过多种材料生成深的直孔。
- 攻螺纹 - 攻螺纹是在孔中切削螺纹以拧上螺杆的过程。使用与螺杆类似的多点刀具,在圆孔中攻右侧或左侧螺纹。
- 左侧攻螺纹 - 为左侧螺杆创建螺纹孔。攻螺纹进入孔时按逆时针方向旋转,反转以退出孔。
- 右侧攻螺纹 - 为右侧螺杆创建螺纹孔。攻螺纹进入孔时按顺时针方向旋转,反转以退出孔。
- 攻螺纹 (断屑) - 通过多次进给和退刀,每次深一点,直到达到最终深度,来创建螺纹孔。
- 铰削 - 退刀 - 进给,并在到达最终深度后立即退刀。这是一个精确孔精加工操作。
- 镗孔 - 停留并退刀 - 与铰削类似,但包括底部深度处的停留。
- 停止镗孔 - 停止并快速退刀 - 向深处进给,停止主轴旋转并快速退刀。此操作在退刀期间沿壁拖动镗孔镶件。
- 精镗孔 - 偏移量 - 与停止镗孔类似,但它在执行退刀移动前,会定向镶件的刀尖,并进行移动,使其远离镗孔壁。
- 后部镗孔 - 向孔内部深处移动,然后停止,而反转深镗孔刀具则固定。然后,主轴启动,刀具进给,以对零件背面进行深镗孔加工。
- 圆形挖槽铣削 - 此选项可用于在控件上启动自定义固定循环,以进行圆形挖槽。
- 镗铣 - 此选项可用于在控件上启动自定义固定循环,以进行螺旋镗铣。
- 螺纹铣削 - 此选项可用于在控件上启动自定义固定循环,以进行螺纹铣削。
- 自定义 - 用于使用探头刀具测量零件上的要素,或者使用机床中的宏定义 WCS。需要在后处理器中进行特殊处理,具体取决于使用的机床。在“设置”下拉列表下,查看更高级的探测功能。
啄钻深度
设置第一次啄钻移动的深度,该次移动将从材料中切入和切出以清除和断开切屑。
啄钻深度减小
每次啄钻减小的啄钻深度。
最小啄钻深度
允许的最小啄钻深度。
累计啄钻深度
指定强制完整退刀的啄钻深度。
断屑距离
通过断屑操作,钻会在进入孔之后回退指定距离以防止切屑粘合。
退刀前停留
允许在啄钻退刀之前停留,以除去切屑。这样可大幅提高刀具的提升能力,具体取决于所加工的材料。
停留期
“停留期”是停留时间(以秒为单位)。通过指定停留时间,可让所有轴运动停止指定时间,同时让主轴继续以指定 rpm 旋转。这可用于确保在从孔中退刀之前清除切屑,并且通常会提高孔的精加工质量。
通常,1/4 秒到 1 秒的停留时间就足够了。例如,在该字段中指定 0.25 或 1/4 将会停留 1/4 秒。
当后处理钻孔循环时,可以将停留时间指定为钻孔循环参数之一(通常为 P),并且在大多数情况下是以毫秒 (ms) 为单位的输出。

G82 中 250 毫秒的停留时间
当使用扩展的周期发布时,停留时间将输出为常规停留命令 (G4)。
若要计算可确保至少完成一次完整旋转的最短停留时间,请使用 60 除以主轴速度得到的值。例如,在 RPM 为 350 时,最短停留时间应为 60/350 = 0.171s(可以四舍五入为 0.2s)。
穿透距离
指定孔深底部上方的距离,循环应在该距离处调整进给和速度,然后再穿透底部。此值从孔底部向上测量。
可用于在刀具穿透孔底部时可能出现切屑或裂缝的任何材料。
穿透进给速率
控制在达到“穿透距离”时要应用的进给速率。此值可增大或减小,具体取决于钻孔材料的特性。
每转穿透进给量
输入使用的单位为主轴每转进给量,而非单位时间内的距离。
穿透主轴速度
控制在达到“穿透距离”时要应用的主轴速度。此值可增大或减小,具体取决于钻孔材料的特性。
起始深度
由于枪钻的长度过长,通常会先钻一个导向孔,以防止刀具偏离正确的孔位。此值指定导向孔内的定位深度。此定位移动在进给模式下进行,并且在移动到此深度时可以指定独立的进给速率。
停留深度
指定要在毛坯下方停留的深度。这可用于在退刀前清除通孔的切屑。并非针对所有后处理器在所有循环中都实现此选项。
停止主轴
选择该选项可在操作前后停止主轴。一旦刀具达到导向孔的起始深度,主轴便会开始。
定位主轴速度
指定在定位到“起始深度”时要使用的主轴速度。
这可能与切削主轴速度不同。在定位到导向孔时,您可能希望使用较低的速度来确保安全,或者匹配切削速度以保持一致性。
定位进给速率
指定在定位到“起始深度”时要使用的进给速率。
此值可以大于切削进给速率以节省时间,也可以小于切削进给速率以确保安全。
每转定位进给量
输入使用的单位为主轴每转进给量,而非单位时间内的距离。
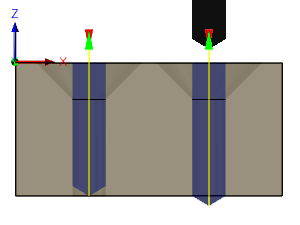
啄钻深度
指定钻孔增量,将完整深度分为多个增量。
设置第一次啄钻移动的深度,此次移动钻入孔内而后快速钻出,以移除并断开切屑。啄钻深度值
啄钻深度减少
指定对于后续每次啄钻,从啄钻深度减去的量。随着深度的增加,会减小钻孔上的载荷。显示了减少 2 毫米的多次啄钻
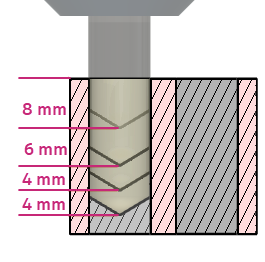
示例:“啄钻深度”为 8 毫米,“啄钻深度减少”为 2 毫米,且“最小啄钻深度”为 4 毫米。第一次啄钻为 8 毫米。第二次啄钻为 6 毫米。第三次啄钻为 4 毫米。
值为 0.0 时,所有移动保持相同的啄钻深度,直至达到完整深度。
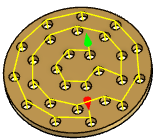
累计啄钻深度
指定刀具退回到“进给高度”之前要钻孔的总深度。这样会将切屑从孔中取出,使冷却液能够进入孔内。
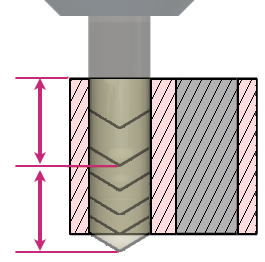
在进行完全退刀之前要啄钻的总距离。
示例:“啄钻深度”为 8 毫米,“累计啄钻深度”为 14 毫米,在退回到“进给高度”之前,循环将完成 2 次啄钻。
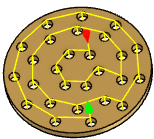
断屑距离
指定刀具在啄钻间退回的距离。此最小间隙退刀会断开切屑,并在啄钻间释放刀尖上的压力。以黄色显示。
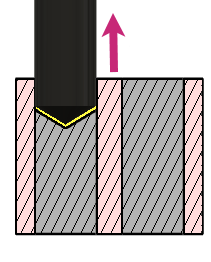
以黄色显示的断屑退刀。
示例:“啄钻深度”为 8 毫米,“累计啄钻深度”为 14 毫米,且“断屑距离”为 0.50 毫米。该循环将完成第一次啄钻,退回 0.50 毫米,然后继续进行下一次啄钻。
增量深度
指定每个 XY 圆形挖槽加工路径的 Z 深度。如果深度为 6 毫米的挖槽的增量深度为 2 毫米,将创建 3 个 Z 层加工路径。
| 挖槽深度为 6 毫米,增量深度为 2 毫米 | 3 层铣深切削 |
 |
 |
循环方向
将切削方向指定为顺铣或逆铣切削。
顺铣 - 刀具向前移动,使得切削刀刃在材料的最大厚度处与之啮合,然后逐渐减小到零。这种方法产生的切削压力和热量较少,不仅能保持更好的表面光洁度,还能延长刀具的使用寿命。通常建议将顺铣用于 CNC 机床。
逆铣 - 刀具以相反的方向切削,使其从零厚度开始,然后逐渐增加到最大值。这种方法会导致刀具与切削表面产生摩擦,这可能会使材料发生加工硬化、产生热量,并加剧刀具磨损。通常,仅当刀具制造商针对特定材料明确建议时,才使用逆铣。
使用孔直径
指定是钻到孔直径还是设定的值。
步距
指定 XY 平面中切削之间的距离。
步距不是在 XY 平面中以线性移动方式推动刀具,而是通过移动圆弧中心直至达到全直径尺寸创建的。
重复加工路径
选择该选项可在最终深度处创建额外的精加工路径。
这可以称为修光加工路径,可消除切削刀具的变形,并使底部的饰面更平滑。
加工余量
为后续粗加工或精加工操作留下的毛坯量。
径向加工余量
“径向加工余量”参数用于控制要在径向(垂直于刀具轴)方向(即刀具的侧面)上留下的材料量。
节距
指定在绕轮廓创建螺旋加工路径时在 Z 轴上步进的距离。
使用多步进
选择该选项可为切削创建多个 XY 步进。
螺纹加工
选择螺纹铣削循环的方向,以创建右旋螺纹或左旋螺纹。
循环直径
指定圆形镗孔的最终直径。