钻孔循环参考
“钻孔循环”也称为“固定循环”,因为单行代码可以合并孔加工任务所需的所有运动。这样可减小程序大小,并使更改机床的钻孔要求变得更容易。
并非所有 CNC 控制器都具有相同的固定循环。大多数机床都具有适用于常见孔功能(如中心/点钻、啄钻、沉头孔、镗孔、铰削和攻螺纹)的固定循环。某些机床将具有更专业的循环,如深钻孔和后部镗孔。Fusion 使用后处理器将参数传递给机床内置的固定循环。如果机床没有特定的固定循环,Fusion 将以普写代码格式输出轴定位移动。如果您要进行普写代码移动,实际上可能会获得固定循环中未提供的其他 Fusion 功能。如果您知道您的机床具有所选功能的固定循环,并且您得到的是普写代码,则可以联系市场中的某位人员,了解如何自定义后处理器。
下面列出了 Fusion 钻孔循环及其产生的运动类型。为简便起见,我们将使用用于定义循环的常用 G 代码和常用字母数字代码来引用这些循环。典型的固定钻孔循环使用 G80 系列代码。某些循环将使用 G70 系列代码。这些是一般性的描述,并不适用于所有 CNC 机床。
常规固定循环结构将如下所示:
G8# X(位置)Y(位置)Z(深度)R(退刀高度)Q(增量啄孔量)P(停留时间)F(进给速率)
钻孔 - G81 通常用于在孔深为直径三分之一的较软材料执行点钻和基本钻孔。
| G81 钻孔运动: 定位到退刀高度或“R 平面”(R) 进给 (F) 到深度 (Z) 快速退刀到退刀高度 (R) |
深镗孔 - G82 通常用于深镗孔,因为在最终深度处停留会对平面的孔底部进行抛光。
 |
G82 深镗孔运动: 定位到退刀高度或“R 平面”(R) 进给 (F) 到深度 (Z) 停留时间 (P) 快速退刀到退刀高度 (R) |
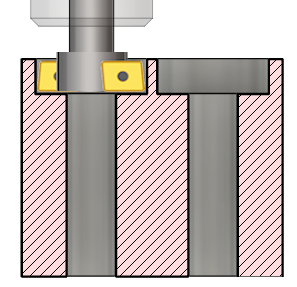
断屑 - G73 通常用于在刀具拉起一长串切屑时钻深孔。钻入孔后,刀具会退刀一小段距离,然后继续钻进下一个增量的深度。这将一直持续到达到完整深度。这些小距离退刀将打断钻孔创建的任何长切屑。
 |
G73 断屑运动: 定位到退刀高度或“R 平面”(R) 按增量距离 (Q) 进给 (F) 到孔 退刀一小段距离(以黄色显示) 继续增量啄孔 (Q) 并退刀,直到达到最终深度 (Z) 快速退刀到退刀高度 (R) |
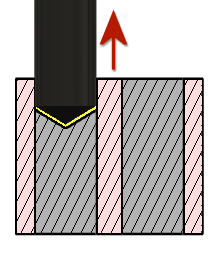
啄钻 - G83 通常用于在需要将切屑从孔中拉出时钻深孔。钻入孔后,刀具退刀到 R 平面,拉出切屑并允许冷却液进入孔。然后,钻头将返回到其停止的位置,并继续钻进下一个增量的深度。有时,当刀具更深入地钻入孔中时,会有一个参数来减少啄孔量。这将一直持续到达到完整深度。
 |
G83 啄钻运动: 定位到退刀高度或“R 平面”(R) 按增量距离 (Q) 进给 (F) 到孔 退刀到“R 平面”(R) 快速返回到它停止的位置 继续增量啄孔 (Q) 并退刀,直到达到最终深度 (Z) 快速退刀到退刀高度 (R) |
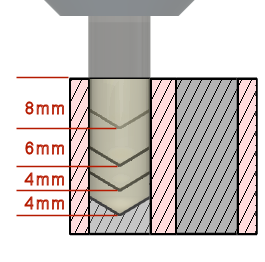
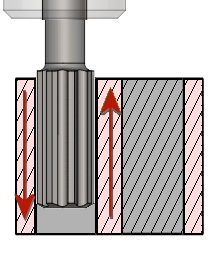
导引深钻孔/深钻孔 - 当深度大于孔直径的 20 倍时,用于钻深孔的专用循环。大多数 CNC 机床没有深钻孔固定循环。深钻孔通常需要钻入零件的短导孔,以防止极长的钻孔从该位置偏离。钻头本身可能还具有沿直径的导轨,这些导轨与切削刀尖直径相匹配。这样可使刀具在孔中保持刚性。枪钻通常使用直通刀具的受压冷却液来强制挤出切屑,并保持切削刀尖的润滑。在进给到导孔中后,枪钻将一直进给到最终深度,然后从孔中退刀到 R 平面。
 |
深钻孔运动: 定位到退刀高度或“R 平面” 进给到导孔(如图所示) 钻到最终深度 快速退刀到退刀高度 |
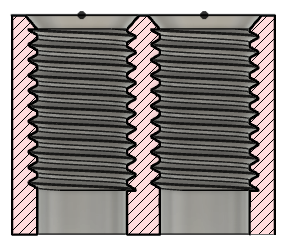
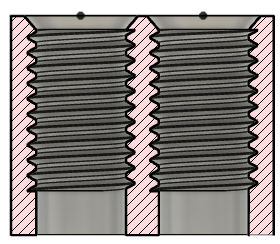
攻螺纹 - 攻螺纹的目的是在圆柱的内径中切削出螺旋槽。它通常使用 G84(右手型)和 G74(左手型)固定循环。丝锥是一种看起来非常像螺钉的刀具,但螺纹是非常锐利,可用于切削材料。攻螺纹按照与螺距匹配的速率进给到孔中,并需要同步的主轴 RPM。当达到最终深度时,主轴将反转方向并以相同的进给速率从孔中退刀。它本质上是将刀具拧入,反转主轴方向并将刀具拧出。
Fusion 有多个用于攻螺纹的选项。您应针对每个选项创建样例刀具路径操作,并将输出与机床编程手册中的样例进行比较。这是每个攻螺纹循环的基本描述,它们都需要同步主轴速度和进给速率。
- 攻螺纹 - 攻螺纹右旋或左旋螺纹 (G84/G74)。主轴方向由刀具库中的设置确定。
- 左手攻螺纹 - 专用于左手螺纹加工刀具的攻螺纹。
- 右手攻螺纹 - 专用于右手螺纹加工刀具的攻螺纹。
- **攻螺纹同时断屑 - 攻螺纹同时断屑。在局部距离内旋拧刀具,再反向旋拧以断屑,然后重复该过程,直到达到最终深度。
 |
 |
|
| 执行了右手攻螺纹的孔 | 执行了左手攻螺纹的孔 |
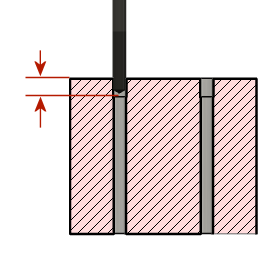
穿透 - 更专业的孔操作类型。“穿透”允许在穿透孔底之前降低进给和速度。这可能用于穿透力会切碎孔底的脆性材料。
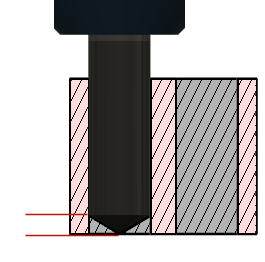 |
穿透运动: 定位到退刀高度或“R 平面”(R) 进给 (F) 到孔 在达到最终深度(以红色显示)之前,它会降低进给速率 钻孔操作继续到最终深度 快速退刀到退刀高度 |
铰削 - G85 通常用于将孔铰削到精确直径。
 |
G85 铰削运动: 定位到退刀高度或“R 平面”(R) 进给 (F) 到深度 (Z) 退刀到退刀高度 (R) |
镗孔 - G89 通常用于按精确直径镗平底孔。在最终深处停留会对孔底进行抛光,以便获得平坦的表面,然后刀具会进给到 R 平面。
 |
G89 镗孔运动: 定位到退刀高度或“R 平面”(R) 进给 (F) 到深度 (Z) 底部停留 (P) 退刀到退刀高度 (R) |
镗孔同时主轴停止 - G86 通常用于按精确直径镗平底孔。主轴将停止在孔的最终深度,然后刀具快速退刀到 R 平面。
 |
G86 镗孔同时主轴停止运动: 定位到退刀高度或“R 平面”(R) 进给 (F) 到深度 (Z) 主轴停止在底部 快速退刀到退刀高度 (R) |
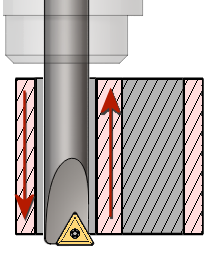
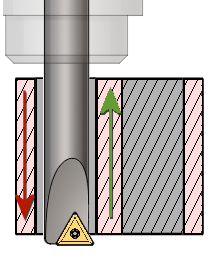
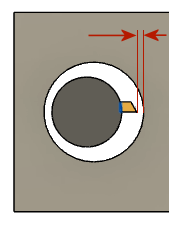
精镗孔(偏移)- G76 通常仅在一个方向上加工,用于按精确直径镗孔。主轴停止在孔的最终深度,在某些情况下,刀尖可能定向到特定位置,刀具会远离镗孔的面,然后刀具会快速退刀到 R 平面。
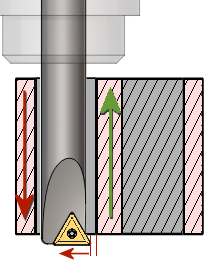 |
G76 精镗孔运动: 定位到退刀高度或“R 平面”(R) 进给 (F) 到深度 (Z) 主轴停止在底部 主轴方向可能会移动 将刀具从镗孔壁移开 (Q) 快速退刀到退刀高度 (R) |
 |
后部镗孔(偏移)- G87 通常用于从零件的后侧对孔执行倒角加工、镗孔或深镗孔加工。此循环可能以几种不同的方式工作。
使用反向倒角刀具(类似于镗杆)处理其底座上侧的切削曲面。当主轴旋转时,这些刀具上的镶件有时会随着离心力而延伸。停止主轴会使镶件退刀。
使用主轴中放置的 L 型刀具处理底座上侧上的切削曲面。当刀具不旋转时,将其仔细地穿过孔,调整方向,以便刀具正好穿过孔,然后根据孔的中心线定位刀具的中心线,启动主轴并向上进给刀具以加工深镗孔。完成后,停止刀具,从中心线偏移,然后将其从孔中退刀。
使用空刀轴,刀具会快速进入其停止的孔的完整深度,因此可以安装具有快速断开功能的反向深镗孔刀具。刀具向上进给以加工深镗孔,再向下移离曲面,然后停止主轴,以便在轴从孔退刀之前可以移除深镗孔。
由于运动的复杂性以及需要的手动干预量,这种类型的操作很少使用。
 |
G87 后部镗孔运动: 定位到退刀高度或“R 平面”(R) 快速进到到深度 底部停留 (P) 反向深镗孔刀具连接到刀轴 刀具进给到深镗孔深度 刀具从表面移开 移除深镗孔 刀具快速退刀到退刀高度 (R) |
圆形挖槽铣削 - Fusion使用此循环将参数传递到机床控制器上的挖槽铣削循环。从视觉上看,Fusion 中没有显示任何挖槽铣削。2D 自适应或 2D 圆形铣削刀具路径在加工挖槽方面肯定比 CNC 控制器中的固定挖槽循环更出色。但固定循环的优点在于程序大小减小。使用“2D 自适应”或“2D 圆形”加工策略时,单行固定循环代码可以清除可能为 40 行代码的相同挖槽。另一个优势是,能够在机床上调整圆形挖槽的尺寸或切削步数。
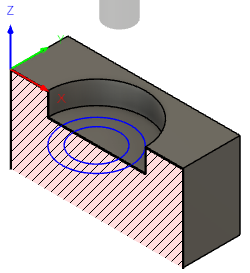 |
**圆形挖槽铣削运动: 定位到退刀高度或“R 平面”(R) 调用固定循环 Fusion 中不显示刀具路径 |
镗铣 - Fusion使用此循环将参数传递到机床控制器上的镗铣循环。从视觉上看,Fusion 中没有显示任何镗铣。2D 自适应或 2D 镗铣刀具路径在加工镗孔方面确实比 CNC 控制器中的固定镗孔循环更出色。但固定循环的优势在于较小的程序大小。使用“2D 自适应”或“2D 镗孔”加工策略时,单行固定循环代码可以清除可能为 40 行代码的相同镗孔。另一个优势是,能够在机床上调整镗孔的尺寸或切削步数。
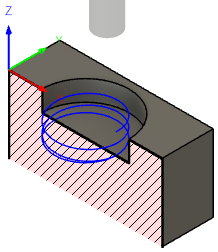 |
镗铣运动: 定位到退刀高度或“R 平面”(R) 调用固定循环 Fusion 中不显示刀具路径 |
螺纹铣销 - Fusion使用此循环将参数传递到机床控制器上的螺纹铣销循环。从视觉上看,Fusion 中没有显示任何镗铣。2D 铣销刀具路径在加工螺纹方面肯定比 CNC 控制器中的固定螺纹加工循环更出色。但固定循环的优势在于较小的程序大小。单行固定循环代码可以使用 2D 螺纹加工来加工可能为 40 行代码的相同螺纹。另一个优势是,能够在机床上调整螺纹的尺寸或切削步数。
|
螺纹铣销运动: 定位到退刀高度或“R 平面”(R) 调用固定循环 Fusion 中不显示刀具路径 |
自定义 - Fusion 使用此循环将参数传递到机床控制器上的探测循环。从视觉上看,Fusion 中没有显示任何探测运动。Fusion 中的检验工具提供了更多用于探测以及提供探测过程视觉反馈的选项。如果需要探测,这些工具肯定会做得更好。
| 探测运动: 定位到退刀高度或“R 平面”(R) 调用固定循环 Fusion 中不显示运动 |