Bohren - Referenz
Fertigen > Fräsen oder Drehen > Bohren ![]()
Bohren ist eine häufige Bearbeitungsaufgabe zum Erstellen von Aussparungen im Werkstück. Diese Funktion löst in der Regel die CNC-Steuerungen für feste Zyklen aus. Diese Zyklen umfassen die allgemeine Bewegung für eine bestimmte Bohrungsbearbeitungsaufgabe. In der Regel gibt es Festzyklen für grundlegendes Bohren, Tieflochbohren, Senken, Ausdrehen und Gewindebohren. Die Ausgabe der festen Zyklen im endgültigen Code hängt vom Postprozessor und den Funktionen Ihrer Maschine ab.
Mit diesem Werkzeugweg können Sie die folgenden Bohrbewegungen durchführen:
- Bohren - Bohren (G81) mit Eilgangausfahrt.
- Senken - Bohren (G82) mit Verweilzeit am Boden und Eilgangausfahrt.
- Spanbruch - Spanbruch mit Einstechen und teilweisem Rückzug zwischen Einstichen.
- Tiefbohren - Tiefbohren mit Einstechen und vollem Rückzug zwischen Einstichen.
- Geführtes Tieflochbohren - Einlippenbohren - Tiefbohren zum Erzeugen einer runden Bohrung mit Präzisionsdurchmesser; nützlich für tiefe, gerade Bohrungen in verschiedene Materialien.
- Gewindebohren - Gewindebohren (G84/G74). Spindeldrehzahl und Vorschub sind synchron.
- Gewindebohren mit Spanbruch - Gewindebohren mit Spanbruch.
- Durchbruch - Ermöglicht das Verringern von Vorschub und Geschwindigkeit vor dem Durchbrechen einer Bohrung.
- Reiben - Reiben (G85) mit Ausfahren.
- Ausdrehen - Bohren mit Verweilzeit am Boden und Ausfahren.
- Bohren mit Spindelhalt - Bohren (G86) mit Spindelhalt am Boden und Eilgangausfahrt.
- Feinbohren - Feinbohren mit bohrungsseitiger Verlagerung.
- Rückwärtssenken - Bohren von der Rückseite.
- Kreistaschenfräsen - Kreistaschenfräsen.
- Bohrfräsen - Fräsen von Bohrungen.
- Gewindefräsen - Fräsen von Gewinden.
- Taster - Dient zum Messen eines Elements am Bauteil mittels eines Prüfwerkzeugs. Alternativ können Makros von der Maschine zum Definieren des WKS verwendet werden. Je nach Maschine ist eine spezielle Handhabung in den Postprozessoren erforderlich.
Benötigen Sie weitere Informationen zu diesen Festzyklen?
Die Eingabegeometrie für diese Zyklen kann direkt von Elementen der Bauteilgeometrie und, konsistent mit anderen 2D-Vorgängen, von einer Skizze (z. B. Mittelpunkte von Bogen) gewählt werden.
Beim Arbeiten mit Volumenkörpermodellen verwenden Sie Bohren am einfachsten, indem Sie die zylindrischen Flächen der Bohrungen auswählen. Dadurch werden automatisch die korrekte Rohteilhöhe und -tiefe für jede Bohrung festgelegt. Bohren erkennt Bohrungen mit unterschiedlichen Starthöhen und -tiefen, um einen einzelnen Bohrvorgang zu erstellen. Hinweis: Bei Auswahl von zylindrischen Flächen ist die Option Gleichen Durchmesser auswählen verfügbar. Sie ermöglicht die einfache und automatische Auswahl aller ähnlichen Bohrungen.
Weitere Informationen erhalten Sie im Video Anbohren von Bohrungen.
 Einstellungen auf der Registerkarte Werkzeug
Einstellungen auf der Registerkarte Werkzeug
Werkzeug
Klicken Sie auf Auswählen, um auf die Werkzeugbibliothek zuzugreifen.
Vorschub und Drehzahl
Spindel- und Vorschub-Schnittparameter.
Voreinstellung
Füllt die Schnittdaten des benutzerdefinierten Werkzeugs aus.
Spindeldrehzahl
Drehzahl der Spindel in Umdrehungen pro Minute (RPM)
Schnittgeschwindigkeit
Geschwindigkeit, mit der das Material über die Schnittkante des Werkzeugs geführt wird (SFM oder m/min)
Vorschub pro Umdrehung verwenden
Ändert die Eingabe des Vorschubs in Einheiten pro Spindelumdrehung, anstatt den Abstand im Zeitverlauf zu verwenden.
Eintauchvorschub
Bohrvorschub beim Eintauchen in das Rohteil
Eintauchvorschub pro Umdrehung
Der Eintauchvorschub, ausgedrückt als Vorschub pro Umdrehung.
Rückzugsvorschub
Vorschub beim Rückzug ohne Eilgangbewegungen (G0)
Rückzugsvorschub pro Umdrehung
Eintauchvorschub, ausgedrückt als Vorschub pro Umdrehung
Kühlmittel
Wählen Sie die Art des Kühlmittels aus, das für die Werkzeugmaschine verwendet wird. Nicht alle Arten funktionieren mit allen Maschinen-Postprozessoren.
Schneide, Schaft und Halter
Gibt an, wie Schneide, Schaft und Halter des Werkzeugs verwendet werden, um Kollisionen mit dem Werkstück zu vermeiden.
Schaft- und Halter-Modi
Gibt an, wie eine Kollision zwischen dem Schaft oder Halter und dem Bauteil gehandhabt werden soll, wenn Schnittbewegungen durchgeführt werden.
- Werkzeuglänge ermitteln: Das Werkzeug wird automatisch weiter aus dem Halter ausgefahren, um die angegebenen Abstände einzuhalten. Eine Meldung, die angibt, wie weit das Werkzeug ausgefahren wird, wird im Werkzeugweg-Protokoll angezeigt.
- Abbruch bei Kollision: Bricht die Werkzeugwegberechnung ab, wenn eine Kollision erkannt wird.
- Kollidierende Bohrungen überspringen: Überspringt alle Bohrungen, bei denen Kollisionen erkannt werden. Das Werkzeug bewegt sich zur nächsten verfügbaren Bohrung, die sicher geschnitten werden kann.
Schaft und Halter verwenden
Aktivieren Sie diese Option, um den Schaft und Halter des ausgewählten Werkzeugs in die Werkzeugwegberechnung einzubeziehen und so Kollisionen zu vermeiden.
Sicherheitsabstand Schaft
Der Werkzeugschaft hält immer diesen Abstand zum Werkstück ein.
Sicherheitsabstand Halter
Der Werkzeughalter hält immer diesen Abstand zum Werkstück ein.
Schneide verwenden
Prüft auf Kollisionen, wobei die Schneidenlänge des Werkzeugs nur während Schnittbewegungen verwendet wird.
 Einstellungen auf der Registerkarte Multi-Achsen
Einstellungen auf der Registerkarte Multi-Achsen
Bearbeitungsart
3-Achsen: Standardbohrung mit fester Z-Achse. Verwenden Sie diese Option für vertikale Bohrungen, die an der Z-Achse ausgerichtet sind.
4-Achsen: Definieren Sie eine Rotationsachse für Bohrungen, die nicht an der Z-Achse ausgerichtet sind. Verwenden Sie diese Option für abgewinkelte Bohrungen oder Bohrungen auf geneigten Oberflächen. Weitere Informationen finden Sie auf der Seite 4-Achsen-Bearbeitung.
5-Achsen: Vollständige 5-Achsen-Bohrbewegungen für komplexe Bohrungsgeometrie. Verwenden Sie diese Option, wenn das Werkzeug geneigt werden muss, um auf bestimmte Bereiche zuzugreifen. Sie können Achsgrenzen definieren und minimale und maximale Neigungswinkel relativ zur Werkzeugachse anwenden. Weitere Informationen finden Sie auf der Seite 5-Achsen-Bearbeitung.
Werkzeugorientierung
Die Werkzeugausrichtung definiert die Schnittebene für ein Bauteil. Vorgabemäßig wird die Ausrichtung des Werkzeugs durch die Z-Achse des in einem Setup definierten Werkstück-Koordinatensystems (WKS) festgelegt. Sie können die durch das WKS festgelegte Werkzeugausrichtung mithilfe der Einstellungsgruppe für Werkzeugausrichtung überschreiben.
Weitere Informationen finden Sie auf der Seite Festlegen der Werkzeugausrichtung.
 Einstellungen auf der Registerkarte Geometrie
Einstellungen auf der Registerkarte Geometrie
Geometrie
Ermöglicht es Ihnen, die Bohrpositionen nach Modellfläche, Bohrungskante, Skizzenpunkt, Skizzierkreis oder Durchmesserbereich auszuwählen. Sie können auch Positionen aus einer vorherigen Operation übernehmen, um Bohrungen zu schlichten, die in der ursprünglichen Operation nicht abgeschlossen werden konnten.
Auswahlmodus
Gibt an, welche Art der Auswahl verwendet wird, um die Bohrposition zu suchen.
- Flächen: Wird für die modellbasierte Elementauswahl (z. B. Zylinder oder Bohrungsfasen) verwendet. Bei entsprechender Aktivierung werden zusätzliche Informationen wie Starthöhe und Bohrungstiefe bereitgestellt. Ausgewählte Flächen ist die bevorzugte Methode für die Auswahl von Bohrpositionen, da dadurch die Assoziativität mit dem Modellelement beibehalten wird. Zudem wird die Bohroperation bei Modelländerungen aktualisiert.
- Punkte: Wird für die geometriebasierte Bohrungsauswahl (z. B. Bohrungskanten oder Skizziergeometrie) verwendet. Dabei werden nur die XY-Position und die Z-Starthöhe der Bohrung zurückgegeben.
- Durchmesserbereich - Diese Option ist für eine automatische Auswahl anhand des minimalen bzw. maximalen Größenbereichs der Bohrungen gedacht.
- Verbleibende Bohrungen aus der Operation - Hierbei handelt es sich um eine operationsbasierte Auswahl. Es wird eine Fallback-Operation erstellt, bei der automatisch Bohrungen ausgewählt werden, die von einer primären Bohroperation aufgrund von Kollisionsvermeidung nicht abgeschlossen werden konnten. Nutzen Sie diese Option zum Generieren sekundärer Operationen, bei denen in der Regel längere Werkzeuge zum Einsatz kommen, um Bereiche zu erreichen, bei denen die primäre Operation Kollisionen aufwies.
| Flächenauswahl - Zylinder | Flächenauswahl - Fase | |
 |
 |
|
| Punktauswahl - Bohrungskante | Punktauswahl - Skizzenpunkt | Punktauswahl - Skizzierkreis |
 |
 |
 |
Bohrungsflächen
Enthält die Anzahl der für die Bohrung ausgewählten Flächen. Wird für die modellbasierte Elementauswahl verwendet. Verwenden Sie X, um die Auswahl aller aktuell ausgewählten Elemente aufzuheben.
Bohrungspunkte
Enthält die Anzahl der Punkte oder Kantenkurven, die für den Bohrvorgang ausgewählt wurden. Wird für die geometriebasierte Bohrungsauswahl verwendet. Verwenden Sie X, um die Auswahl aller aktuell ausgewählten Elemente aufzuheben.
Vorgang
Enthält die Anzahl der Operationen, die zum Fallback-Bohren ausgewählt wurden. Dies ist für die operationsbasierte Auswahl im Modus Verbleibende Bohrungen aus der Operation vorgesehen. Verwenden Sie X, um die Auswahl aller aktuell ausgewählten Elemente aufzuheben.
Minimaler Durchmesser und maximaler Durchmesser
Öffnet einen Parametersatz zur Erstellung einer minimalen und maximalen Bereichsauswahl. So müssen Elemente nicht mehr physisch am Modell ausgewählt werden. Das System prüft das Modell anhand der angegebenen minimalen und maximalen Durchmesserwerte. Verwenden Sie diesen Bereich, um Bohrungsgrößen ein- oder auszuschließen. Diese Funktion ist hilfreich, wenn das Bauteil mit Größen modelliert wird, die für verschiedene Bearbeitungsprozesse stehen.
Beispiel: Wählen Sie alle Bohrungen mit einem Durchmesser von 0.250 bis 0.2501 für Bohren und alle Bohrungen mit einem Durchmesser von 0.2505 bis 0.2506 für Reiben aus.
Gleichen Durchmesser auswählen
Wählt alle Bohrungen mit demselben Durchmesser wie das aktuell ausgewählte Element aus.
Eine einzelne Auswahl findet alle übereinstimmenden Bohrungen. Die Verwendung dieser Option ist assoziativ zum Modell. Wenn später weitere Bohrungen mit dem gleichen Durchmesser hinzugefügt werden, werden bei der erneuten Durchführung des Vorgangs die hinzugefügten Bohrungen automatisch in den Bohrzyklus einbezogen.
Beispiel: Aktivieren Sie diese Option, und wählen Sie eine einzelne 6-mm-Bohrung und eine einzelne 12-mm-Bohrung aus. Nun wird jede Bohrung mit einem Durchmesser von 6 mm bzw. 12 mm auf dem Bauteil automatisch ausgewählt.
Auf Okklusionen prüfen
Hebt die Auswahl aller Bohrungen mit demselben Durchmesser auf, die aufgrund der aktuellen Werkzeugausrichtung nicht erstellt werden können.
Wenn sich eine Bohrung beispielsweise auf der Unterseite eines Bauteils befindet und der Bohrer diese nicht erreichen kann, wird die Bohrung nicht erstellt.
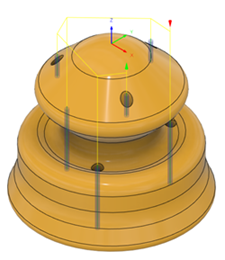 |
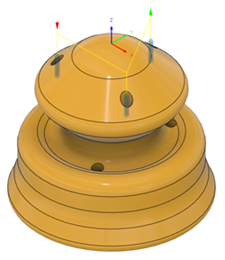 |
| Abgewählt | Aktiviert |
Werkzeugbegrenzung
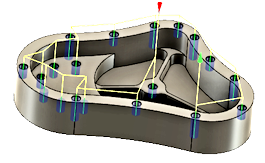
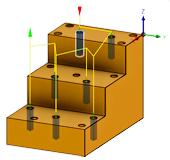
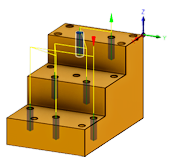
Verwenden Sie diese Option zusammen mit Gleichen Durchmesser auswählen und Durchmesserbereich, um ähnliche Elemente innerhalb der Containment-Bereiche einzuschließen. Wählen Sie eine beliebige Kanten- oder Skizzenbegrenzung, um die Bohrpositionen einzugrenzen. Verwenden Sie mehrere Begrenzungen oder verschachtelte Begrenzungen, um Gruppen von Bohrungen ein- oder auszuschließen. Der Werkzeugweg befindet sich innerhalb der ausgewählten Begrenzung, sofern die Begrenzungen nicht verschachtelt sind. Sie können mehrere Begrenzungen ineinander verschachteln.
In den folgenden Beispielen sind die ausgewählten Begrenzungen blau dargestellt.
 |
1) Skizzenbegrenzungen 2) Innenliegende Bohrungen sind eingeschlossen 3) Verschachtelte Begrenzungen 4) Innenliegende Bereiche sind ausgeschlossen |
5) Skizzenbegrenzungen (2) 6) Nur Randbereich wird ausgewählt 7) Skizzenbegrenzungen (3) 8) Randbereich wird ausgeschlossen |
Bohrungssegmente automatisch verbinden
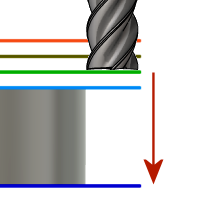
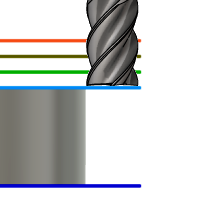
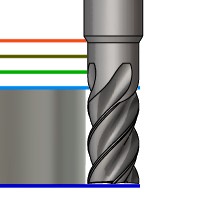
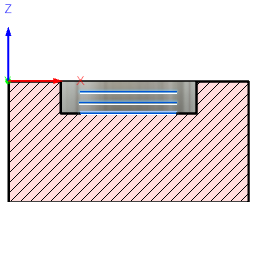
Aktivieren Sie das Kontrollkästchen, um mehrere Bohrungssegmente zu verbinden. Ist diese Option aktiviert, werden alle Bohrungssegmente bei der Festlegung der Bohrungsanfangshöhe berücksichtigt. Verwenden Sie diese Option, wenn die ausgewählte Bohrung über eine Senkung verfügt. Dadurch befindet sich die Starthöhe am oberen Ende der Senkung und nicht am oberen Ende der Bohrung.
Beispiel: Wurde für eine Bohrung zunächst ein NC-Anbohrer oder eine zylindrische Senkung verwendet, möchten Sie die Bohrung möglicherweise mit einem gewissen Abstand über dem bearbeiteten Bereich beginnen. Durch das Aktivieren der automatischen Verbindung beginnt die Bohrung über dem höchsten Bohrungssegment.
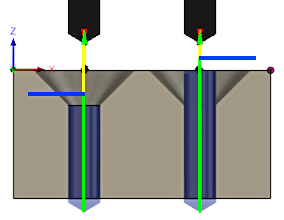 |
Linke Bohrung: automatisches Verbinden deaktiviert Rechte Bohrung: automatisches Verbinden aktiviert Die blaue Linie gibt die Anfangshöhe für die Bohrung an. |
Nach Tiefe sortieren
Ändert die Sortierung von der höchsten zur niedrigsten Ebene oder umgekehrt. Wird diese Option nicht aktiviert, beginnt die Sortierung bei der höchsten Z-Ebene und bewegt sich schrittweise nach unten. Aktivieren Sie die Option, um die Sortierung umzukehren.
| Deaktiviert Erste Bohrung beim höchsten Z-Wert |
Aktiviert Erste Bohrung beim niedrigsten Z-Wert |
 |
 |
Reihenfolge
Gibt an, wie die Bohrungen zur Bearbeitung angeordnet werden sollen.
 |
1) Ausgewählte Reihenfolge 2) Optimierte Reihenfolge 3) Von innen nach außen 4) Nach X-Bewegung anordnen 5) Nach Y-Bewegung anordnen |
Reihenfolge umkehren
Aktivieren Sie diese Option, um die Anordnungsreihenfolge des Werkzeugwegs zu ändern.
| Deaktiviert | Aktiviert |
 |
 |
Flächen vermeiden/bearbeiten
Ermöglicht die Angabe von Flächen, die bearbeitet, vermieden, ignoriert oder als Spannmittel markiert und während der Werkzeugwegberechnung vermieden werden sollen. Weitere Informationen finden Sie auf der Seite Flächen vermeiden/bearbeiten.
 Einstellungen auf der Registerkarte Höhen
Einstellungen auf der Registerkarte Höhen
Abstandsgeometrie
Gibt den Typ des Abstandsbereichs und die Startposition an.
Abstandsgeometrie - Typ
Nach Abschluss einer Schnittbewegung bewegt sich das Werkzeug in diesen sicheren Abstandsbereich, bevor es für den nächsten Schnitt positioniert wird.
Ebene: Standardmäßiger Z-Ebenen-Abstandsbereich. Das Werkzeug bewegt sich zwischen Bohrpositionen auf eine feste Z-Höhe. Verwenden Sie diese Option für 3-Achsen-Bohroperationen.
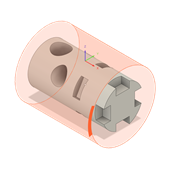
Zylinder: Zylindrischer Abstandsbereich um eine definierte Achse. Das Werkzeug bewegt sich zwischen Bohrpositionen entlang der Fläche eines Zylinders. Verwenden Sie diese Option für 4-Achsen- und 5-Achsen-Bohroperationen auf zylindrischen Bauteilen oder wenn Sie einen Abstand um eine Rotationsachse benötigen.
Kugel: Kugelförmiger Abstandsbereich, der einen Abstand in alle Richtungen bietet. Das Werkzeug bewegt sich zwischen Bohrpositionen innerhalb einer kugelförmigen Begrenzung. Verwenden Sie diese Option für 4-Achsen- und 5-Achsen-Bohroperationen, wenn maximale Flexibilität beim Abstand erforderlich ist oder wenn Sie mit komplexen Bauteilgeometrien arbeiten.
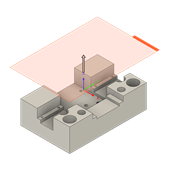
Quader: Rechteckiger Abstandsbereich, der durch einen Begrenzungsrahmen definiert wird. Das Werkzeug erstellt Verbindungsbewegungen um den Umfang des Werkstücks innerhalb des Begrenzungsrahmens. Verwenden Sie diese Option für die 5-Achsen-Bearbeitung, wenn Sie die Bewegung des Werkzeugs innerhalb eines definierten rechteckigen Bereichs steuern müssen.
| Ebenen-Abstandsbereich | Zylinder-Abstandsbereich |
 |
 |
| Kugelförmiger Abstandsbereich | Quader-Abstandsbereich |
 |
 |
Abstandsgeometrie - Richtung
Gibt die Richtung an, in die die Ausrichtung der Abstandsform im 3D-Raum festgelegt wird. Die Ausrichtung des Werkzeugs wird nicht geändert.
Rotationsachse: Verwendet die Rotationsachse als Mittellinie des Zylinder-Abstandsbereichs.
Automatisch: Wählt die geeignetste Richtung basierend auf der aktuellen Werkzeugausrichtung und Modellgeometrie aus. Wird automatisch aktualisiert, wenn sich die Werkzeugausrichtung ändert.
Auswahl: Ermöglicht die Auswahl einer Richtung aus der Modellgeometrie, z. B. einer Fläche oder einer Kante.
Setup-X-Achse: Verwendet die X-Achse des aktuellen Setups als Abstandsrichtung.
Setup-Y-Achse: Verwendet die Y-Achse des aktuellen Setups als Abstandsrichtung.
Setup-Z-Achse: Verwendet die Z-Achse des aktuellen Setups als Abstandsrichtung.
Werkzeugausrichtung X-Achse: Verwendet die X-Achse, die durch die Einstellung Werkzeugausrichtung definiert ist. Nützlich, wenn der Abstand an der Neigung des Werkzeugs und nicht an den Setup-Achsen ausgerichtet werden soll.
Werkzeugausrichtung Y-Achse: Verwendet die Y-Achse, die durch die Einstellung Werkzeugausrichtung definiert ist. Hilfreich, wenn eine seitliche Richtung relativ zum Werkzeug sicherere Verbindungsbewegungen bietet.
Werkzeugausrichtung Z-Achse: Verwendet die Z-Achse, die durch die Einstellung Werkzeugausrichtung definiert ist. Ideal, wenn nach der Werkzeugausrichtung Nach oben folgt, z. B. in abgewinkelten 3+2-Positionen.
Richtungsauswahl
Wählt eine Kante aus, deren Normalenrichtung als Richtung des Abstands verwendet werden soll.
Richtung umkehren
Kehrt den aktuellen Richtungsvektor der Abstandsgeometrie um.
Ursprung der Abstandsgeometrie
Definiert die Ursprungsposition des Werkstück-Koordinatensystems (WKS) für kugelförmige und zylindrische Abstandsbereichstypen.
Setup-WKS-Ursprung: Verwendet den WKS-Ursprung, der im aktuellen Setup definiert ist.
Modellursprung: Verwendet den WKS-Ursprung des Modells.
Ausgewählter Punkt: Verwendet eine ausgewählte Referenz zum Definieren des WKS-Ursprungs.
Punkt auf Modellrahmen: Verwendet einen ausgewählten Punkt auf dem Begrenzungsrahmen des Modells, um den Ursprung zu definieren.
Punkt auf Rohteilrahmen: Verwendet einen ausgewählten Punkt auf dem Begrenzungsrahmen des Rohteils, um den Ursprung zu definieren.
Ursprungsauswahl
Wählt einen Scheitelpunkt, eine Kante, einen Bogen oder Kreismittelpunkt aus, um den Ursprung für den Abstand festzulegen.
Ursprungsmodellpunkt
Gibt wichtige Punkte auf dem Begrenzungsbereich des Modells an, um den WKS-Ursprung für den Abstand festzulegen. Sie können Extremwerte in der X-, Y- und Z-Achse für jede Oberseite, Mitte und Unterseite wählen.
Ursprungsrohteilpunkt
Gibt wichtige Punkte auf dem Begrenzungsbereich des Rohteils an, um den WKS-Ursprung für den Abstand festzulegen. Sie können Extremwerte in der X-, Y- und Z-Achse für jede Oberseite, Mitte und Unterseite wählen.
Sicherheitshöhe
Die Sicherheitshöhe ist die erste Höhe, die das Werkzeug auf seinem Weg zum Anfang des Werkzeugwegs per Eilgang ansteuert.
Sicherheitshöhe
Sicherheitshöhe von
Für Ebenen-Flächentyp:
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Von Vorschubhöhe: Inkrementeller Versatz von der Vorschubhöhe
- Von Oberkante/Anfangshöhe der Bearbeitung: Inkrementeller Versatz gegenüber der Oberkante/Anfangshöhe der Bearbeitung.
- Von Endtiefe der Bearbeitung: Inkrementeller Versatz gegenüber der Endtiefe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Von Unterkante Rohteil: Inkrementeller Versatz gegenüber der Unterkante Rohteil.
- Von der Bohrungsoberfläche: Inkrementeller Versatz gegenüber der Bohrungsoberfläche.
- Von der Bohrungstiefe: Inkrementeller Versatz gegenüber der Bohrungstiefe.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Für den Flächentyp Zylinder und Kugel:
- Rückzug: Verwendet die Rückzugshöhe als Sicherheitshöhe.
- Rohteil-AD: Verwendet den äußeren Durchmesser des Rohteils als Sicherheitshöhe.
- Modell-AD: Verwendet den äußeren Durchmesser des Modells als Sicherheitshöhe.
- Auswahl: Verwendet eine ausgewählte Referenz zum Definieren der Sicherheitshöhe.
- Radius: Verwendet einen angegebenen Radius aus dem WKS-Ursprung als Sicherheitshöhe.
- Durchmesser: Verwendet einen bestimmten Durchmesser aus dem WKS-Ursprung als Sicherheitshöhe.
- Äußerste(r/s) von...: Verwendet die ausgewählten Rohteil-, Modell- oder Spannmittel-Durchmesseroptionen und wendet den größten Wert als Sicherheitshöhe an.
Sicherheitshöhe - Auswählen
Wählt eine Kante als Referenz für die Sicherheitshöhe aus.
Sicherheitshöhe - Wert
Legt die Sicherheitshöhe mithilfe eines Abstands fest, der vom WKS-Ursprung aus gemessen wird. Dieser ist in der Abstandsgeometrie definiert.
Sicherheitshöhe - Rohteil
Steuert, ob Rohteil-Durchmesser oder -Höhen bei der Bestimmung der Sicherheitshöhe berücksichtigt werden.
Sicherheitshöhe - Modell
Steuert, ob Modelldurchmesser oder -höhen bei der Bestimmung der Sicherheitshöhe berücksichtigt werden.
Sicherheitshöhe - Spannmittel
Steuert, ob Spannmittelhöhen aus aktuellen Setup- und Flächengruppen bei der Bestimmung der Rückzugshöhe berücksichtigt werden.
Sicherheitshöhen-Versatz
Verschiebt die Sicherheitshöhe von der in der Dropdown-Liste oben ausgewählten relativen Position. Sie können einen positiven oder negativen Versatz anwenden.
Rückzugshöhe
Mit der Rückzugshöhe wird die Höhe festgelegt, zu der das Werkzeug nach oben verschoben wird, bevor die nächste Schnittbewegung erfolgt. Der Wert für die Rückzugshöhe muss über dem Wert für Vorschubhöhe und Oberkante liegen. Die Rückzugshöhe wird zusammen mit dem nachfolgenden Versatz zum Festlegen der Höhe verwendet.
Rückzugshöhe
Rückzugshöhe von
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Von Vorschubhöhe: Inkrementeller Versatz von der Vorschubhöhe
- Von Oberkante/Anfangshöhe der Bearbeitung: Inkrementeller Versatz gegenüber der Oberkante/Anfangshöhe der Bearbeitung.
- Von Endtiefe der Bearbeitung: Inkrementeller Versatz gegenüber der Endtiefe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Von Unterkante Rohteil: Inkrementeller Versatz gegenüber der Unterkante Rohteil.
- Von der Bohrungsoberfläche: Inkrementeller Versatz gegenüber der Bohrungsoberfläche.
- Von der Bohrungstiefe: Inkrementeller Versatz gegenüber der Bohrungstiefe.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Rückzugshöhenversatz
Verschiebt die Rückzugshöhe von der in der Dropdown-Liste oben ausgewählten relativen Position. Sie können einen positiven oder negativen Versatz anwenden.
Vorschubhöhe
Die Vorschubhöhe legt die Höhe fest, zu der das Werkzeug vor dem Wechsel zum Vorschub, um in das Bauteil einzutauchen, im Eilgang verschoben wird. Der Wert für die Vorschubhöhe muss über dem Wert für Oberkante liegen. Bei einer Bohrung wird diese Höhe als die ursprüngliche Vorschubhöhe und Einstech-Rückzugshöhe verwendet. Die Vorschubhöhe wird zusammen mit dem nachfolgenden Versatz verwendet, um die Höhe festzulegen.
Vorschubhöhe
Vorschubhöhe von
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Deaktiviert: Deaktivieren Sie die Option Vorschubhöhe, um das Werkzeug im Eilgang auf die Einfahrt zu bewegen.
- Von Oberkante/Anfangshöhe der Bearbeitung: Inkrementeller Versatz gegenüber der Oberkante/Anfangshöhe der Bearbeitung.
- Von Endtiefe der Bearbeitung: Inkrementeller Versatz gegenüber der Endtiefe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Von Unterkante Rohteil: Inkrementeller Versatz gegenüber der Unterkante Rohteil.
- Von der Bohrungsoberfläche: Inkrementeller Versatz gegenüber der Bohrungsoberfläche.
- Von der Bohrungstiefe: Inkrementeller Versatz gegenüber der Bohrungstiefe.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Vorschubhöhenversatz
Verschiebt die Vorschubhöhe von der in der Dropdown-Liste oben ausgewählten relativen Position. Sie können einen positiven oder negativen Versatz anwenden.
Obere Höhe
Über Obere Höhe wird die Höhe festgelegt, die die Oberkante des Schnitts beschreibt. Der Wert für Obere Höhe muss über dem Wert für Unterkante liegen. Die obere Höhe wird zusammen mit dem nachfolgenden Versatz zum Festlegen der Höhe verwendet.
Obere Höhe
Obere Höhe von
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Von Vorschubhöhe: Inkrementeller Versatz von der Vorschubhöhe
- Von Endtiefe der Bearbeitung: Inkrementeller Versatz gegenüber der Endtiefe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Von Unterkante Rohteil: Inkrementeller Versatz gegenüber der Unterkante Rohteil.
- Von der Bohrungsoberfläche: Inkrementeller Versatz gegenüber der Bohrungsoberfläche.
- Von der Bohrungstiefe: Inkrementeller Versatz gegenüber der Bohrungstiefe.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Versatz Oben
Versatz Oben wird in Abhängigkeit von der in der obigen Dropdown-Liste ausgewählten oberen Höhe angewendet.
Endhöhe
Die Endhöhe bestimmt die Endhöhe/-tiefe der Bearbeitung und die niedrigste Tiefe, auf die das Werkzeug in das Rohteil abgesenkt wird. Der Wert für Endhöhe muss unter dem Wert für Oberkante liegen. Die Endhöhe wird zusammen mit dem nachfolgenden Versatz zum Festlegen der Höhe verwendet.
 Endhöhe
Endhöhe
Endhöhe von
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Von Vorschubhöhe: Inkrementeller Versatz von der Vorschubhöhe
- Von Oberkante/Anfangshöhe der Bearbeitung: Inkrementeller Versatz gegenüber der Oberkante/Anfangshöhe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Von Unterkante Rohteil: Inkrementeller Versatz gegenüber der Unterkante Rohteil.
- Von der Bohrungsoberfläche: Inkrementeller Versatz gegenüber der Bohrungsoberfläche.
- Von der Bohrungstiefe: Inkrementeller Versatz gegenüber der Bohrungstiefe.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
- Bis Fasenbreite: Erlaubt dem Werkzeug, gerade so weit zu bohren, bis die Fasenbreite dem Eingangsparameter entspricht. Der Eingangsparameter darf die Fasenbreite des Werkzeugs nicht überschreiten. Der berechnete Höhenversatz ist abhängig von den Parametern des Werkzeugs (Durchmesser, Spitzendurchmesser und Spitzenwinkel) sowie vom Durchmesser der Bohrung. Zu den zulässigen Auswahlmöglichkeiten gehören zylindrische Flächen, Kreise oder Bogen.
- Bis Fasendurchmesser: Der Durchmesser der neuen Bohrung entspricht dem Eingangsparameter. Daher darf der Eingangsparameter den Durchmesser des Werkzeugs nicht überschreiten. Der berechnete Höhenversatz ist abhängig von den Parametern des Werkzeugs und unabhängig von der Bohrungsauswahl. Zu den zulässigen Auswahlmöglichkeiten gehören zylindrische Flächen, Kreise oder Bogen.
Versatz Unten
Versatz Unten wird in Abhängigkeit von der in der obigen Dropdown-Liste ausgewählten Endhöhe angewendet.
Spitzenbohrung durch Boden
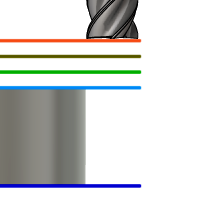
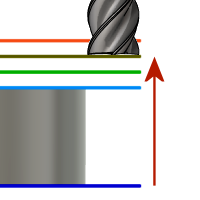
Wenn diese Option aktiviert ist, bohrt die Werkzeugspitze durch den Boden der Bohrung hindurch. Die Lippe des Bohrers wird am vollen Durchmesser am Boden der Bohrung positioniert. Mithilfe der Durchbruchtiefe können mit dem Werkzeug auch durch den Boden hindurch oder über den Boden hinaus bohren.
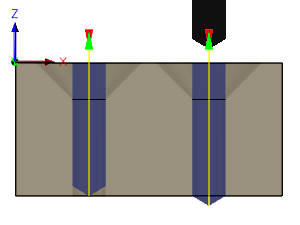 |
Linke Bohrung: Tiefe an der Spitze (deaktiviert) Rechte Bohrung: Tiefe an der Lippe (aktiviert) |
 Einstellungen auf der Registerkarte Zyklus
Einstellungen auf der Registerkarte Zyklus
Zyklusart
Die Zyklusart beschreibt die Art des Bohrzyklus. Fusion bietet eine Reihe von vordefinierten Bohrzyklen (Festzyklen).
Vom ausgewählten Bohrzyklus hängt ab, welche Parameter für den Bohrvorgang angegeben werden können.
- Bohren mit Eilgangausfahrt - Einfahrt bis zur programmierten Tiefe und Eilgangausfahrt. Wird für Zentrierbohrungen, Anbohrungen und Bohrungen mit Tiefen, die kleiner als der dreifache Werkzeugdurchmesser sind, verwendet.
- Senken - Verweilen und Eilgangausfahrt - Einfahrt bis zur programmierten Tiefe, Verweilen für eine festgelegte Zeit und Eilgangausfahrt. Wird zum Herstellen eines flachen Bodens bei einem flachen Abstand für Schrauben verwendet. Das Verweilen optimiert das Schlichten auf dem Boden der Bohrung.
- Spanbruch - Teilrückzug - Für Bohrungen mit Tiefen von mehr als dem drei- oder vierfachen Werkzeugdurchmesser. Verwendet mehrfaches Einstechen, wobei das Werkzeug in regelmäßigen Abständen zurückgezogen wird, um Späne zu brechen und/oder die Bohrung mit Kühlmittel zu füllen. Dies wird auch als Tieflochbohren mit Entspänen bezeichnet.
- Tiefbohren - Voller Rückzug - Vergleichbar mit Spanbruch, jedoch wird das Werkzeug vollständig aus der Bohrung zurückgezogen, um Späne zu entfernen und/oder die Bohrung mit Kühlmittel zu fluten. Dies wird auch als Tieflochbohren mit Entspänen bezeichnet.
- Durchbruch - Ermöglicht das Verringern von Vorschub und Geschwindigkeit vor dem Durchbrechen einer Bohrung.
- Geführtes Tieflochbohren - Einlippenbohren - Ein Standard-Tieflochbohrer verfügt über eine einzige effektive Schnittkante. Diese einzigartige Kopfgeometrie unterscheidet ihn von einem konventionellen Spiralbohrer. Beim Bohren wird die Bohrung durch Führungsleisten geglättet, wodurch die Bohrung ihre Geradheit behält. Dieses Verfahren führt zu einer sehr runden Bohrung mit einem Präzisionsdurchmesser, sodass damit auch tiefe, gerade Bohrungen in einer Vielzahl von Materialien erzeugt werden können.
- Gewindebohren - Beim Gewindebohren werden Gewinde in eine Bohrung geschnitten, damit Schrauben verwendet werden können. Schneidet mit einem Mehrpunktwerkzeug, das einer Schraube ähnelt, rechte oder linke Gewinde in eine runde Bohrung.
- Linksgewinde - Erstellt eine Gewindebohrung für Schrauben mit Linksgewinde. Das Gewindewerkzeug dreht beim Schneiden des Gewindes gegen den Uhrzeigersinn in die Bohrung. Beim Verlassen der Bohrung wird diese Richtung umgekehrt.
- Rechtsgewinde - Erstellt eine Gewindebohrung für Schrauben mit Rechtsgewinde. Das Gewindewerkzeug dreht beim Schneiden des Gewindes im Uhrzeigersinn in die Bohrung. Beim Verlassen der Bohrung wird diese Richtung umgekehrt.
- Gewindebohren mit Spanbruch - Erstellt eine Gewindebohrung, indem mehrmalige Ein- und Ausfahrten durchgeführt werden. Dabei wird jedes Mal tiefer gebohrt, bis die Endtiefe erreicht ist.
- Reiben mit Ausfahren - Nach der Einfahrt und dem Erreichen der Endtiefe erfolgt sofort die Ausfahrt. Dies ist ein Schlichtvorang für Präzisionsbohrungen.
- Ausdrehen - Verweilen und Ausfahren - Ähnlich wie Reiben, beim Erreichen der Endtiefe wird jedoch verweilt.
- Bohren mit Spindelhalt - Beenden und Eilgangausfahrt - Einfahrt in die Tiefe, Beenden der Spindelrotation und Eilgangausfahrt. Dabei wird der Bohreinsatz während des Rückzugs entlang der Wand gezogen.
- Feinbohren mit Abheben - Ähnlich wie Bohren mit Spindelhalt mit der Ausnahme, dass die Spitze des Einsatzes ausgerichtet und vor dem Rückzug von der Bohrungswand weg bewegt wird.
- Rückwärtssenken - Bewegung bis zu einer Tiefe innerhalb der Bohrung und dann Stopp, während ein umgekehrtes Senkwerkzeug befestigt wird. Dann wird die Spindel gestartet und das Werkzeug nach oben bewegt, um eine Senkung in die Rückseite des Bauteils zu bohren.
- Kreistaschenfräsen - Diese Option kann verwendet werden, um einen benutzerdefinierten Festzyklus für das Steuerelement für Kreistaschen zu initiieren.
- Bohrfräsen - Diese Option kann verwendet werden, um einen benutzerdefinierten Festzyklus für das Steuerelement für Helix-Bohrfräsen zu initiieren.
- Gewindefräsen - Diese Option kann verwendet werden, um einen benutzerdefinierten festen Zyklus für das Steuerelement für Gewindefräsen zu initiieren.
- Benutzerdefiniert: Dient zum Messen eines Elements am Bauteil mittels eines Antastwerkzeugs. Alternativ können Makros von der Maschine zum Definieren des WKS verwendet werden. Je nach Maschine ist eine spezielle Handhabung in den Postprozessoren erforderlich. Im Pulldown-Menü Setup finden Sie Informationen zu den erweiterten Antastfunktionen.
Einstechtiefe
Legt die Tiefe für die erste Einstechbewegung fest, mit der durch wiederholtes Eintauchen und Zurückziehen Späne aus dem Material entfernt und gebrochen werden.
Reduzierung der Einstechtiefe
Der Betrag, um den die Einstechtiefe bei jedem Einstechen verringert wird
Minimale Einstechtiefe
Die minimal zulässige Zustell-/Einstechtiefe
Aufaddierte Einstechtiefe
Gibt die Zustell-/Einstechtiefe an, die einen vollständigen Rückzug erzwingt.
Spanbruchabstand
Bei einer Spanbruchoperation wird der Bohrer nach dem Einstechen in die Bohrung um einen angegebenen Abstand zurückgezogen, um die Blockierung durch Späne zu verhindern.
Verweilen vor Rückzug
Ermöglicht ein Verweilen vor dem Rückzug, um Späne auszudünnen. Dies kann je nach bearbeitetem Material die Sicherheitshöhe erheblich vergrößern.
Verweilzeit
Die Verweilzeit ist die Verweilzeit in Sekunden. Bei Definition einer Verweilzeit werden alle Achsenbewegungen für den angegebenen Zeitraum angehalten, während sich die Spindel mit der vorgegebenen Drehzahl weiter dreht. Dieses Verfahren stellt sicher, dass vor dem Rückzug aus einer Bohrung Späne entfernt werden, und verbessert generell die Oberflächengüte einer Bohrung.
In der Regel ist eine Verweilzeit zwischen 1/4 Sekunde und 1 Sekunde ausreichend. Für eine Verweilzeit von 1/4 Sekunde geben Sie beispielsweise 0.25 oder 1/4 in dieses Feld ein.
Bei der Nachbearbeitung eines Bohrzyklus wird die Verweilzeit als einer der Bohrzyklusparameter (in der Regel P) angegeben. In den meisten Fällen erfolgt die Ausgabe in Millisekunden (ms).

250 ms Verweilzeit bei G82
Beim Nachbearbeiten mittels erweiterter Zyklen wird die Verweilzeit als regulärer Verweilbefehl (G4) ausgegeben.
Um die minimale Verweilzeit zu berechnen, die mindestens eine vollständige Umdrehung sicherstellt, verwenden Sie den Wert 60 geteilt durch die Spindeldrehzahl. Beispiel: Bei 350 U/min sollte die minimale Verweilzeit 60/350 = 0.171 s betragen (dieser Wert könnte auf 0.2 s gerundet werden).
Durchbruchabstand
Gibt den Abstand über der Tiefe des Bohrungsgrunds an, wo der Vorschub und die Geschwindigkeit vor dem Durchbruch durch die Unterseite im Zyklus angepasst werden sollen. Dieser Wert wird vom Bohrungsgrund nach oben gemessen.
Kann für jedes Material verwendet werden, das Späne oder Risse aufweisen kann, wenn das Werkzeug den Bohrungsgrund durchbricht.
Durchbruchvorschub
Steuert den anzuwendenden Vorschub, wenn der Durchbruchabstand erreicht ist. Dieser Wert kann je nach den Eigenschaften des gebohrten Materials erhöht oder verringert werden.
Durchbruchvorschub pro Umdrehung
Bei der Eingabe werden Einheiten pro Spindelumdrehung anstelle des Abstands im Zeitverlauf verwendet.
Durchbruch - Spindeldrehzahl
Steuert die anzuwendende Spindeldrehzahl, wenn der Durchbruchabstand erreicht ist. Dieser Wert kann je nach den Eigenschaften des gebohrten Materials erhöht oder verringert werden.
Starttiefe
Aufgrund der übermäßigen Länge eines Einlippenbohrers wird in der Regel eine Pilotbohrung erstellt, um zu verhindern, dass sich das Werkzeug von der tatsächlichen Bohrungsposition wegbewegt. Dieser Wert gibt die Positionierungstiefe innerhalb der Pilotbohrung an. Diese Positionierungsbewegung wird im Vorschub-Modus durchgeführt, und ein unabhängiger Vorschub kann angegeben werden, wenn sich zu dieser Tiefe hin bewegt wird.
Verweiltiefe
Gibt die Tiefe unterhalb des Rohteils zum Verweilen an. Dieser Wert kann verwendet werden, um Späne für Durchgangsbohrungen vor dem Rückzug zu entfernen. Dies wird nicht in allen Zyklen und für alle Postprozessoren implementiert.
Spindel anhalten
Wählen Sie diese Option aus, um die Spindel vor und nach der Operation anzuhalten. Die Spindel wird gestartet, sobald das Werkzeug die Starttiefe der Pilotbohrung erreicht hat.
Positionierungs-Spindeldrehzahl
Gibt die zu verwendende Spindeldrehzahl beim Positionieren an der Starttiefe an.
Diese kann sich von der Schnittspindel-Drehzahl unterscheiden. Möglicherweise möchten Sie aus Sicherheitsgründen bei der Positionierung in einer Pilotbohrung eine niedrigere Drehzahl verwenden oder die Schnittgeschwindigkeit aus Gründen der Konsistenz anpassen.
Positionierungsvorschub
Gibt den zu verwendenden Vorschub an, wenn die Positionierung an der Starttiefe erfolgt.
Kann größer als der Schnittvorschub sein, um Zeit zu sparen, oder aus Sicherheitsgründen kleiner als der Schnittvorschub sein.
Positionierungsvorschub pro Umdrehung
Bei der Eingabe werden Einheiten pro Spindelumdrehung anstelle des Abstands im Zeitverlauf verwendet.
Einstechtiefe
Gibt das zu bohrende Inkrement an, wobei die gesamte Tiefe in mehrere Inkremente aufgeteilt wird.
Legt die Tiefe für die erste Einstechbewegung fest, die in die Bohrung einfährt und im Eilgang aus der Bohrung herausfährt, um Späne zu entfernen und zu brechen. Wert für Einstechtiefe
Reduzierung der Einstechtiefe
Gibt den Wert an, der bei jeder nachfolgenden Einstechbewegung von der Einstechtiefe abgezogen werden soll. Reduziert die Belastung des Bohrers mit zunehmender Tiefe. Mehrere Einstechvorgänge werden mit einer Reduzierung von 2 mm dargestellt.
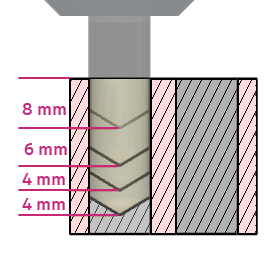
Beispiel: Einstechtiefe von 8 mm, Reduzierung der Einstechtiefe von 2 mm und minimale Einstechtiefe von 4 mm. Der erste Einstich beträgt 8 mm. Der zweite Einstich beträgt 6 mm. Der dritte Einstich beträgt 4 mm.
Bei einem Wert von 0.0 bleibt die Einstechtiefe für alle Bewegungen gleich, bis die komplette Tiefe erreicht ist.
Aufaddierte Einstechtiefe
Gibt die Gesamtbohrtiefe an, bevor das Werkzeug auf die Vorschubhöhe zurückgezogen wird. Dadurch werden die Späne aus der Bohrung extrahiert, und das Kühlmittel kann in die Bohrung eindringen.
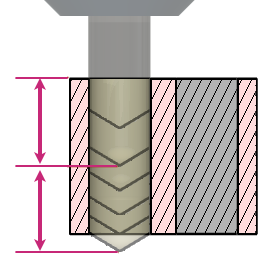
Gesamtabstand zum Einstechen, bevor ein vollständiger Rückzug durchgeführt wird.
Beispiel: Einstechtiefe von 8 mm und aufaddierte Einstechtiefe von 14 mm. Im Zyklus werden zwei Einstechvorgänge durchgeführt, bevor ein Rückzug auf die Vorschubhöhe erfolgt.
Spanbruchabstand
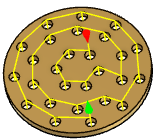
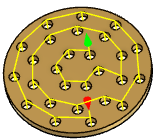
Gibt an, wie weit sich das Werkzeug zwischen Einstechvorgängen zurückzieht. Dieser Rückzug mit minimalem Abstand bricht den Span und verringert den Druck auf die Werkzeugspitze zwischen den Einstechvorgängen. Wird gelb dargestellt.
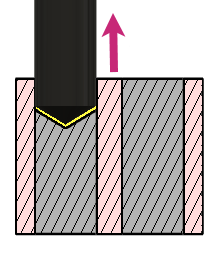
Spanbruch-Rückzug wird gelb dargestellt.
Beispiel: Einstechtiefe von 8 mm, aufaddierte Einstechtiefe von 14 mm und Spanbruchabstand von 0.50 mm. Der Zyklus beendet den ersten Einstechvorgang, es erfolgt ein Rückzug um 0.50 mm, dann wird mit dem nächsten Einstechvorgang fortgefahren.
Inkrementelle Tiefe
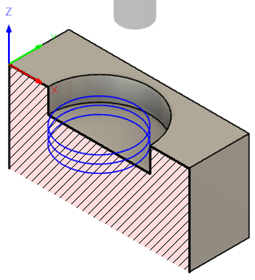
Gibt die Z-Tiefe für jeden Durchgang einer XY-Kreistasche an. Bei einer inkrementellen Tiefe von 2 mm für eine Tasche mit einer Tiefe von 6 mm werden drei Z-Ebenendurchgänge erstellt.
| Inkrementelle Tiefe von 2 mm bei einer 6 mm tiefen Tasche. | Drei Tiefenschnitte. |
 |
 |
Zyklusrichtung
Gibt die Schnittrichtung als Gleichlauf oder Gegenlauf an.
Gleichlauf: Das Werkzeug bewegt sich so, dass die Schneiden mit maximaler Dicke in das Material eingreifen und dann auf null reduziert werden. Bei dieser Methode werden weniger Schneiddruck und Wärme erzeugt, die Oberflächenbeschaffenheit wird verbessert, und die Lebensdauer des Werkzeugs wird erhöht. Gleichlauffräsen wird im Allgemeinen für CNC-Maschinen empfohlen.
Gegenlauf: Das Werkzeug schneidet in die entgegengesetzte Richtung, wodurch es mit einer Dicke von null beginnt, die bis zum Maximum erhöht wird. Bei dieser Methode wird das Werkzeug an die Schnittfläche gedrückt, wodurch das Material gehärtet, Wärme erzeugt und der Werkzeugverschleiß erhöht wird. Gegenlauffräsen wird in der Regel nur verwendet, wenn dies vom Hersteller des Werkzeugs für bestimmte Materialien ausdrücklich empfohlen wird.
Bohrungsdurchmesser verwenden
Gibt an, ob bis zum Bohrungsdurchmesser oder bis zu einem festgelegten Wert gebohrt werden soll.
Querzustellung
Legt den Abstand zwischen Schnitten in der XY-Ebene fest.
Anstatt das Werkzeug in einer linearen Bewegung in XY zu schieben, wird die Querzustellung durch Verschieben des Bogenmittelpunkts erstellt, bis die volle Durchmessergröße erreicht ist.
Durchgang wiederholen
Wählen Sie diese Option aus, um einen zusätzlichen Schlichtdurchgang an der Endtiefe zu erstellen.
Dies kann auch als Federschnitt/Leerschnitt bezeichnet werden und dient dazu, Verformungen vom Schnittwerkzeug zu entfernen und eine glattere Oberfläche auf der Unterseite zu erhalten.
Rohteil-Aufmaß
Menge des verbleibenden Rohteils für nachfolgende Schrupp- oder Schlichtoperationen
Radiales Rohteil-Aufmaß
Der Parameter Radiales Rohteil-Aufmaß steuert die Menge des in der radialen Richtung (lotrecht zur Werkzeugachse), also an der Seite des Werkzeugs, zu belassenden Materials.
Teilung
Gibt den Schrittabstand in Z beim Erstellen des spiralförmigen Durchgangs um die Kontur an.
Mehrere Schritte verwenden
Wählen Sie diese Option aus, um mehrere XY-Schritte für den Schnitt zu erstellen.
Gewinde
Wählen Sie die Richtung des Gewindefräszyklus aus, um Rechts- oder Linksgewinde zu erstellen.
Zyklusdurchmesser
Gibt den endgültigen Durchmesser der kreisförmigen Bohrung an.