Bohrzyklen - Referenz
Bohrzyklen werden auch als feste Zyklen bezeichnet, da in einer einzelnen Codezeile alle für eine Bohrungsbearbeitungsaufgabe erforderlichen Bewegungen kombiniert werden können. Dadurch verringert sich die Programmgröße, und das Ändern der Bohranforderungen an der Maschine wird erleichtert.
Nicht alle CNC-Steuerungen verfügen über dieselben Festzyklen. Die meisten Maschinen besitzen Festzyklen für gängige Bohrungsfunktionen wie Zentrier-/Anbohren, Tieflochbohren mit Entspänen, Senken, Ausdrehen, Reiben und Gewindebohren. Einige Maschinen weisen speziellere Zyklen auf, z. B. Einlippenbohren und Rückwärtssenken. Fusion verwendet den Postprozessor, um Parameter an die in Ihrer Maschinen integrierten Festzyklen zu übergeben. Sollte Ihre Maschine nicht über einen speziellen Festzyklus verfügen, gibt Fusion die Achsenpositionierungsbewegungen in einem Langschrift-Codeformat aus. Bei Langschrift-Codebewegungen erhalten Sie möglicherweise zusätzliche Fusion-Funktionen, die in Ihrem Festzyklus nicht verfügbar sind. Wenn Sie wissen, dass Ihre Maschine einen Festzyklus für die ausgewählte Funktion besitzt und Sie Langschrift-Code erhalten, können Sie sich an einen Anbieter auf dem Marketplace wenden, der Ihren Postprozessor anpassen soll.
Diese Liste enthält die Bohrzyklen von Fusion sowie die Bewegungsart, die sie erzeugen. Der Einfachheit halber wird auf diese Zyklen mit dem allgemeinen G-Code und den allgemeinen alphanumerischen Codes verwiesen, die zur Definition des Zyklus verwendet werden. Ein typischer Bohrfestzyklus verwendet einen G80-Seriencode. Mitunter wird auch ein Code der G70-Serie verwendet. Diese Beschreibungen sind allgemein und gelten nicht für alle CNC-Maschinen.
Die allgemeine Struktur eines Festzyklus sieht in etwa wie folgt aus:
G8# X(Position) Y(Position) Z(Tiefe) R(Rückzugshöhe) Q(inkrementeller Einstechwert) P(Verweilzeit) F(Vorschub)
Bohren - G81 wird häufig zum Anbohren und grundlegenden Bohren in weicheren Materialien verwendet, wobei die Bohrungstiefe weniger als das 3fache des Durchmessers beträgt.
 |
Bohrbewegung G81: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) bis zur Tiefe (Z) Eilgang auf Rückzugshöhe (R) |
Senken - G82 wird häufig für Senkbohrungen verwendet, da durch das Verweilen an der Endtiefe der Boden der Bohrung für eine plane Fläche poliert wird.
 |
G82 Senkbohrbewegung: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) bis zur Tiefe (Z) Verweilzeit (P) Eilgang auf Rückzugshöhe (R) |
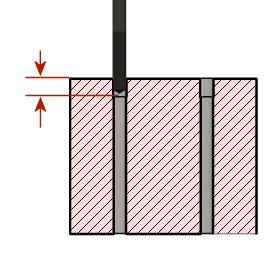
Spanbruch - G73 wird häufig zum Bohren tiefer Bohrungen verwendet, wenn das Werkzeug Späne von langen Strängen aufzieht. Nach dem Bohren in die Bohrung wird das Werkzeug ein Stück zurückgezogen und setzt das Bohren für das nächste Inkrement fort. Dieser Vorgang wird wiederholt, bis die volle Tiefe erreicht ist. Diese kleinen Rückzüge brechen alle langen Späne, die durch das Bohren entstehen.
 |
Spanbruchbewegung G73: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) in die Bohrung um einen inkrementellen Abstand (Q) Rückzug um einen kleinen Abstand (gelb dargestellt) Fortsetzung der inkrementellen Einstiche (Q) und Rückzug bis zum Erreichen der endgültigen Tiefe (Z) Eilgang auf Rückzugshöhe (R) |
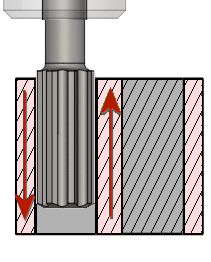
Tieflochbohren mit Entspänen - G83 wird häufig zum Bohren von tiefen Bohrungen verwendet, wenn die Späne aus der Bohrung herausgezogen werden müssen. Nach dem Bohren in die Bohrung wird das Werkzeug auf die R-Ebene zurückgezogen. Dabei werden die Späne herausgezogen, und das Kühlmittel kann in die Bohrung gelangen. Der Bohrer kehrt dann an die Stelle zurück, an der er aufgehört hat, und fährt mit dem Bohren für das nächste Inkrement fort. Manchmal gibt es einen Parameter, der den Einstechwert reduziert, wenn das Werkzeug tiefer in die Bohrung einfährt. Dieser Vorgang wird wiederholt, bis die volle Tiefe erreicht ist.
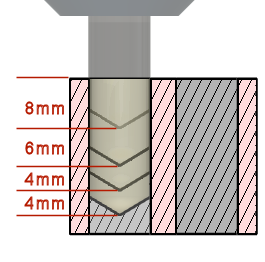 |
Tieflochbohrbewegung mit Entspänen G83: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) in die Bohrung um einen inkrementellen Abstand (Q) Rückzug auf die "R-Ebene" (R) Eilgang zurück zum letzten Ausgangspunkt Fortsetzung der inkrementellen Einstiche (Q) und Rückzug bis zum Erreichen der endgültigen Tiefe (Z) Eilgang auf Rückzugshöhe (R) |
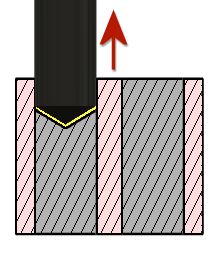
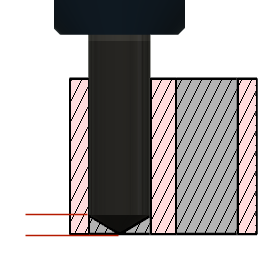
Geführtes Tieflochbohren/Einlippenbohren - Ein spezieller Zyklus, der zum Bohren tiefer Bohrungen verwendet wird, wenn die Tiefe mehr als das 20fache des Bohrungsdurchmessers beträgt. Die meisten CNC-Maschinen verfügen nicht über Festzyklen zum Einlippenbohren. Das Einlippenbohren erfordert in der Regel eine kurze Pilotbohrung, die in das Bauteil gebohrt wird, damit der extrem lange Bohrer nicht die gewünschte Position verlässt. Der Bohrer selbst kann außerdem Führungen entlang des Durchmessers aufweisen, die dem Durchmesser der Schneidspitze entsprechen. Dadurch wird das Werkzeug stabil in der Bohrung gehalten. Einlippenbohrer verwenden häufig druckbeaufschlagtes Kühlmittel, das durch das Werkzeug fließt, um die Späne herauszudrücken und die Schneidspitze zu schmieren. Nach dem Einführen in die Pilotbohrung wird der Tieflochbohrer bis zur Endtiefe vorgeschoben, bevor er aus der Bohrung auf die R-Ebene zurückgezogen wird.
 |
Einlippenbohrbewegung: Positionierung in Rückzugshöhe oder "R-Ebene" Einfahrt in die Pilotbohrung (im Diagramm dargestellt) Bohren bis zum Erreichen der Endtiefe Eilgang auf Rückzugshöhe |
Gewindebohren - Beim Gewindebohren werden spiralförmige Nuten in den Innendurchmesser eines Zylinders geschnitten. Üblicherweise werden die Festzyklen G84 (für Rechtsgewinde) und G74 (für Linksgewinde) verwendet. Ein Gewindebohrer hat große Ähnlichkeit mit einem Gewinde. Der Unterschied besteht darin, dass diese Gewinde scharf sind, um das Material zu schneiden. Beim Gewindebohren wird der Bohrer mit einer Geschwindigkeit vorgeschoben, die der Gewindesteigung entspricht und eine synchronisierte Spindeldrehzahl erfordert. Wenn die endgültige Tiefe erreicht ist, kehrt die Spindel die Richtung um und fährt mit demselben Vorschub aus der Bohrung heraus. Im Prinzip wird das Werkzeug eingeschraubt, die Spindel umgekehrt und das Werkzeug herausgeschraubt.
Fusion verfügt über mehrere Optionen zum Gewindebohren. Sie sollten für jedes Werkzeug einen Beispiel-Werkzeugwegvorgang erstellen und die Ausgabe mit den Beispielen im Programmierhandbuch Ihrer Maschine vergleichen. Dies ist eine grundlegende Beschreibung für jeden Gewindebohrzyklus. Alle Gewindebohrzyklen erfordern eine synchrone Spindeldrehzahl und einen synchronen Vorschub.
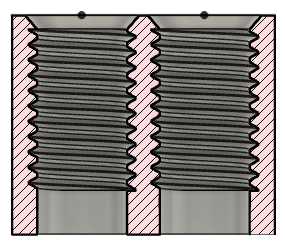
- Gewindebohren - Gewindebohren mit Rechts- oder Linksgewinde (G84/G74). Die Spindelrichtung wird durch die Einstellungen in der Werkzeugbibliothek bestimmt.
- Linksgewinde - Spezielles Gewindebohren für linksdrehende Gewindewerkzeuge.
- Rechtsgewinde - Spezielles Gewindebohren für rechtsgängige Gewindewerkzeuge.
- Gewindebohren mit Spanbruch - Gewindebohren mit Spanbruch. Das Werkzeug wird in einem Teilabstand eingeschraubt und seine Richtung umgekehrt, um die Späne zu brechen. Der Vorgang wird dann wiederholt, bis die endgültige Tiefe erreicht ist.
 |
 |
|
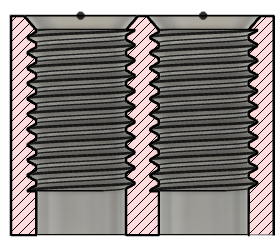
| Gebohrte Rechtsgewinde | Gebohrte Linksgewinde |
Durchbruch - Eine speziellere Art von Bohrungsvorgang. Ein Durchbruch ermöglicht einen reduzierten Vorschub und eine reduzierte Geschwindigkeit direkt vor dem Durchbruch durch den Boden der Bohrung. Diese Methode kann für spröde Materialien verwendet werden, bei denen die Durchbruchkraft den Boden der Bohrung zerspant.
 |
Durchbruchbewegung: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) in die Bohrung Verringern des Vorschubs vor Erreichen der Endtiefe (rot dargestellt) Fortsetzen des Bohrvorgangs bis zum Erreichen der Endtiefe Eilgang auf Rückzugshöhe |
Reiben - G85 wird häufig zum Reiben von Bohrungen auf einen Präzisionsdurchmesser verwendet.
 |
Reibungsbewegung G85: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) bis zur Tiefe (Z) Ausfahren bis zur Rückzugshöhe (R) |
Ausdrehen - G89 wird häufig zum Herstellen von Bohrungen mit planem Boden und Präzisionsdurchmesser verwendet. Durch das Verweilen in der Endtiefe wird der Boden der Bohrung für eine plane Oberfläche poliert. Anschließend fährt das Werkzeug zur R-Ebene aus.
 |
Ausdrehbewegung G89: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) bis zur Tiefe (Z) Verweilzeit unten (P) Ausfahren bis zur Rückzugshöhe (R) |
Ausdrehen mit Spindelhalt - G86 wird häufig zum Herstellen von Bohrungen mit planem Boden und Präzisionsdurchmesser verwendet. Die Spindel stoppt an der Endtiefe der Bohrung, und das Werkzeug bewegt sich mit Eilgang zur R-Ebene.
 |
Ausdrehen mit Spindelhalt-Bewegung G86: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) bis zur Tiefe (Z) Anhalten der Spindel am Boden Eilgang auf Rückzugshöhe (R) |
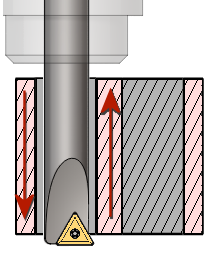
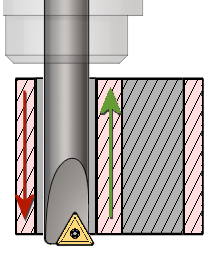
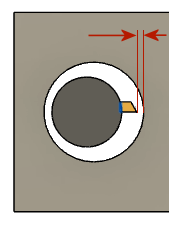
Feinbohren (Abheben) - G76 wird häufig zum Herstellen von Bohrungen mit Präzisionsdurchmesser verwendet. Die Bearbeitung erfolgt dabei nur in eine Richtung. Die Spindel stoppt an der Endtiefe der Bohrung. In einigen Fällen kann die Werkzeugspitze an einer bestimmten Position ausgerichtet sein. Das Werkzeug wird von der Fläche der Bohrung weg versetzt. Anschließend fährt das Werkzeug mit Eilgang zur R-Ebene aus.
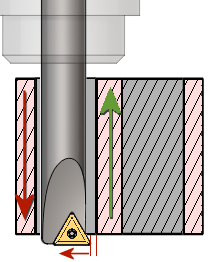 |
Feinbohrbewegung G76: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Vorschub (F) bis zur Tiefe (Z) Anhalten der Spindel am Boden Möglicherweise Durchführung einer Spindelorientierungsbewegung Verschieben des Werkzeugs weg von der Bohrungswand (Q) Eilgang auf Rückzugshöhe (R) |
 |
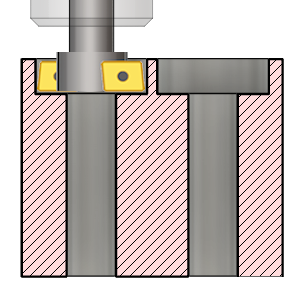
Rückwärtssenken (Abheben) - G87 wird häufig verwendet, um Bohrungen von der Rückseite des Bauteils anzufasen, zu bohren oder zu senken. Dieser Zyklus kann auf verschiedene Arten funktionieren.
Es wird ein Umkehrfase-Werkzeug verwendet, ähnlich einer Bohrstange, mit einer Schnittfläche auf der Oberseite seiner Basis. Der Einsatz auf diesen Werkzeugen wird manchmal durch die Zentrifugalkraft verlängert, während sich die Spindel dreht. Das Anhalten der Spindel zieht den Einsatz zurück.
Es wird ein L-förmiges Werkzeug verwendet, das in der Spindel mit einer Schnittfläche auf der Oberseite der Basis platziert ist. Sie stechen es vorsichtig durch die Bohrung, wenn es sich nicht dreht. Dabei richten Sie es so aus, dass es durch die Bohrung passt. Anschließend positionieren Sie die Mittellinie des Werkzeugs auf der Mittellinie der Bohrung, starten die Spindel und führen das Werkzeug nach oben, um die Senkung herzustellen. Nach Abschluss halten Sie das Werkzeug an, verschieben es von Mittellinie weg und ziehen es aus der Bohrung heraus.
Bei Verwendung eines leeren Werkzeugschafts fährt das Werkzeug mit Eilgang in die volle Tiefe der Bohrung. Dort hält es an, sodass ein Werkzeug für Rückwärtssenken mit schneller Trennung montiert werden kann. Das Werkzeug wird nach oben vorgeschoben, um die Senkung zu bearbeiten, bewegt sich von der Oberfläche nach unten und hält dann die Spindel an, sodass die Senkung entfernt werden kann, bevor der Schaft aus der Bohrung zurückgezogen wird.
Aufgrund der Komplexität der Bewegung und des hohen manuellen Aufwands wird dieser Vorgang nur selten verwendet.
 |
Rückwärtssenkbewegung G87: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Eilgang zur Tiefe Verweilzeit unten (P) Das Werkzeug für Rückwärtssenken ist am Werkzeugschaft angebracht. Das Werkzeug wird bis zur Tiefe der Senkung eingeführt. Das Werkzeug bewegt sich von der Fläche weg. Der Senkbohrer wird entfernt. Das Werkzeug fährt mit Eilgang zur Rückzugshöhe (R). |
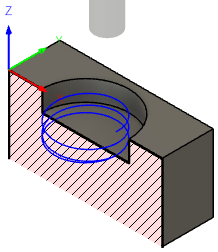
Kreistaschenfräsen - Fusion verwendet diesen Zyklus, um Parameter an den Taschenfräszyklus in Ihrer Maschinensteuerung zu übergeben. In Fusion gibt es keine Anzeige, die Ihnen das Fräsen von Taschen anzeigt. Die 2D Adaptive- oder 2D Circular-Fräswerkzeugwege eignen sich sicherlich besser für die Bearbeitung der Tasche als der Taschen-Festzyklus in Ihrer CNC-Steuerung. Der Vorteil des Festzyklus ist jedoch die geringere Programmgröße. Eine einzelne Zeile Festzykluscode kann mit 2D Adaptive oder 2D Circular dieselbe Tasche ausräumen wie ein Code mit 40 Zeilen. Ein weiterer Vorteil ist die Möglichkeit, Anpassungen an der Größe oder den Schnittschritten der Kreistasche an der Maschine vorzunehmen.
 |
Kreistaschenfräsbewegung Positionierung in Rückzugshöhe oder "R-Ebene" (R) Aufruf des Festzyklus Es wird kein Werkzeugweg in Fusion angezeigt. |
Bohrfräsen - Fusion verwendet diesen Zyklus, um Parameter an den Bohrfräszyklus in Ihrer Maschinensteuerung zu übergeben. In Fusion wird Bohrfräsen nicht visuell dargestellt. Die 2D Adaptive- oder 2D Bore-Fräswerkzeugwege können die Bohrung sicher besser bearbeiten als der Ausdrehfestzyklus in Ihrer CNC-Steuerung. Der Vorteil des Festzyklus ist jedoch die geringere Programmgröße. Eine einzelne Zeile Festzykluscode kann mit 2D Adaptive oder 2D Bore dieselbe Bohrung ausräumen wie ein Code mit 40 Zeilen. Ein weiterer Vorteil ist die Möglichkeit, Anpassungen an der Größe oder den Schnittschritten der Bohrung an der Maschine vorzunehmen.
 |
Bohrfräsbewegung: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Aufruf des Festzyklus Es wird kein Werkzeugweg in Fusion angezeigt. |
Gewindefräsen - Fusion verwendet diesen Zyklus, um Parameter an den Gewindefräszyklus in Ihrer Maschinensteuerung zu übergeben. In Fusion wird Bohrfräsen nicht visuell dargestellt. Der 2D-Gewindefräs-Werkzeugweg führt sicherlich zu besseren Ergebnissen bei der Bearbeitung der Gewinde als der Gewindebohrungs-Festzyklus in Ihrer CNC-Steuerung. Der Vorteil des Festzyklus ist jedoch die geringere Programmgröße. Eine einzelne Zeile Festzykluscode kann dieselben Gewinde bearbeiten wie ein Code mit 40 Zeilen mit 2D Threading. Ein weiterer Vorteil ist die Möglichkeit, Anpassungen an der Größe oder den Schnittschritten der Gewinde an der Maschine vorzunehmen.
|
Gewindefräsbewegung: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Aufruf des Festzyklus Es wird kein Werkzeugweg in Fusion angezeigt. |
Benutzerdefiniert - Fusion verwendet diesen Zyklus, um Parameter an den Antastzyklus in Ihrer Maschinensteuerung zu übergeben. In Fusion werden Antastbewegungen nicht visuell dargestellt. Die Prüfwerkzeuge in Fusion bieten mehr Optionen für das Antasten und visuelles Feedback des Antastprozesses. Sie werden sicherlich bessere Ergebnisse erzielen, wenn Antasten erforderlich ist.
| Antastbewegung: Positionierung in Rückzugshöhe oder "R-Ebene" (R) Aufruf des Festzyklus In Fusion wird keine Bewegung angezeigt. |