Generate an Adaptive Clearing toolpath
On the Manufacture workspace toolbar, click Milling > 3D > Adaptive Clearing.
The Adaptive dialog opens.
On the Tool tab, click Select to pick a tool. If you have not created a tool to use, In the left panel of the dialog, from the Fusion Library, pick a tool from the Sample Tools library.
Tip: Bull-nosed and flat end mills are best suited for removing material with a toolpath like Adaptive Clearing.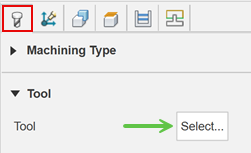
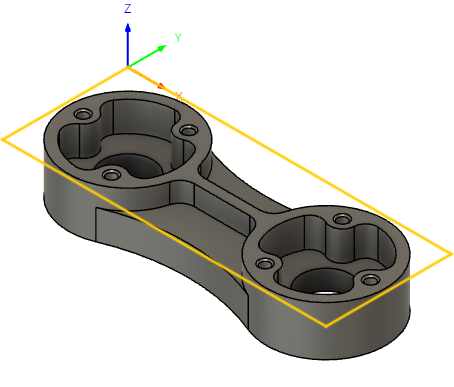
On the Geometry tab, you may contain the toolpath area with a Machining Boundary and then select the face, edge, or sketch that represents the area to be machined. If no selection is made, the entire model will be evaluated for machining within the defined Stock box.
On the Passes tab, set the Optimal Load to the maximum side cut amount. The toolpath stepover will be equal to, or less than this amount.
Tip: Consult your tooling supplier for stepover recommendations. Typically this value might be between 10% and 40% of the tool diameter, depending on the material type, tool size and rigidity of the setup.Optional steps:
The Z depth per pass can be adjusted using the Maximum Roughing Stepdown parameter.
To adjust the material for a future finishing operations, enable the Stock to Leave checkbox.
To reduce the NC program size, enable Smoothing.
To adjust the final Z depth, go to the Heights tab and offset the Bottom Height. The Model Bottom is the default final depth.
To reduce the amount of air cutting moves, in the Geometry tab, on the Rest Machining group, select Reduce Air Cutting.
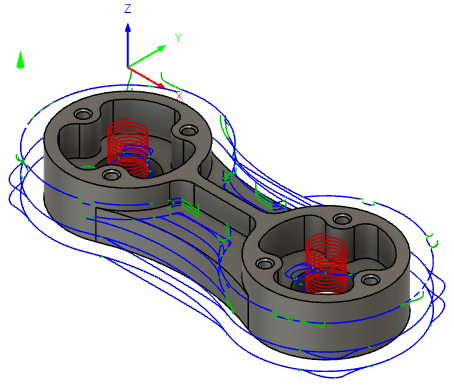
Click OK.
The toolpath is generated.