Referencia de perfil 2D
Se utiliza para programar máquinas de 2 ejes sin herramientas rotativas. Esto incluye el mecanizado de electroerosión por hilo, láser, plasma y agua.

Fabricación > Fabricación > Corte > Perfil 2D ![]()
La ruta de herramienta de Perfil 2D (anteriormente Chorro de agua) se utiliza para programar máquinas sin herramientas rotativas. El eje del husillo corta la pieza con un flujo de agua abrasiva, o calor, en forma de láser o de antorcha de plasma. Normalmente, se trata de un contorno de 2 ejes en una hoja de material. Pero el material puede ser cualquier cosa, desde chapa fina, hasta piedra o cerámica.
Corte láser: proceso térmico para cortar, que separa el metal mediante la fusión o la vaporización con el calor de una viga láser. El proceso se utiliza con o sin gas para ayudar en la eliminación del material fundido o vaporizado. También se puede utilizar para el grabado. Más preciso. Anchura de sangría más pequeña.
Corte por chorro de agua: metales de alcantarillado y otros materiales que utilizan un flujo de agua de alta velocidad y alta presión, con un abrasivo añadido a la corriente de chorro de agua. El chorro se forma forzando el agua a través de un orificio de diámetro pequeño bajo alta presión [30 000 a 60 000 lpc]). A estas presiones, el agua erosiona muchos materiales rápidamente, actuando como una cuchilla de sierra. También se puede utilizar para el grabado. Buena precisión. Anchura de sangría moderada.
Corte de plasma: proceso para cortar materiales conductores eléctricos como resultado de la calefacción eléctrica de cualquier gas a una temperatura muy alta, de modo que sus átomos se ionizan. El gas de plasma fluye a través de una cámara, se calienta y se ioniza por una corriente eléctrica. Esta corriente se ejecuta entre el electrodo y la boquilla, o la pieza de trabajo. Menos preciso. Anchura de sangría más grande.
 Parámetros de la ficha herramienta
Parámetros de la ficha herramienta
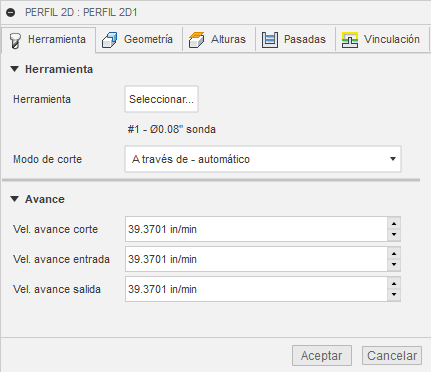
Herramienta
Seleccione una herramienta adecuada en la biblioteca de herramientas.
![]()
Utilice la función Filtro para limitar el tipo de herramientas que se muestran.
![]()
Utilice el icono "Nuevo chorro de agua/plasma/láser" para crear una herramienta. El tipo de herramienta/boquilla seleccionado afectará a algunas de las opciones de la ruta de herramienta.
Modo de corte
Cambia los parámetros de salida de corte en función del tipo de máquina y el posprocesador seleccionado. Utilice esta opción para máquinas que tengan tablas de "Calidad" internas para determinar los avances de corte adecuados en función del material que se va a cortar. Las opciones Grabar y Vaporizar también cambian la calidad del corte. Algunos de estos términos pueden aplicarse a configuraciones específicas de fabricantes de equipos. Estos modos no estarán disponibles para todos los equipos, por lo que el posprocesador puede emitir un error y fallar.
- Pasante - Automático: el posprocesador tiene más control con esta opción y puede cambiar la configuración en función del tamaño del contorno (área, perímetro) u otra información incrustada en parámetros especiales de la ruta de herramienta. Este es el valor por defecto.
- Pasante: alta calidad: corta el material con el corte de mayor calidad, pero puede ser el más lento.
- Pasante: calidad media: corta el material con un corte de calidad intermedia.
- Pasante: calidad baja: corta el material con la calidad de corte más baja, pero puede ser el más rápido.
- Grabar: permite crear una marca visible en la superficie sin cortar, controlando la potencia del chorro y la velocidad de avance. Con esta opción, la geometría es el eje de la ruta de herramienta sin compensación de anchura de herramienta.
- Vaporizar: esta opción se utiliza a menudo en el corte con láser para eliminar el revestimiento de plástico que se encuentra normalmente en el acero inoxidable. El revestimiento se vaporiza primero mediante una operación con parámetros de láser específicos y, a continuación, una segunda operación corta el material.
Control de calidad
Este parámetro del menú desplegable determina si las velocidades de avance se controlan mediante el programa o la máquina, a través del posprocesador.
La opción de Máquina utiliza avances cambia la salida a la velocidad de avance seleccionada por el usuario. La opción de Máquina utiliza la calidad cambia la salida para acceder a las tablas de cálculo de velocidad de avance de las máquinas. Algunas máquinas utilizan tablas internas para determinar las velocidades de avance en función de la calidad requerida del acabado (modo de corte), el espesor del material y el tipo de material.
- La máquina utiliza avances: el usuario establece las velocidades de avance en la ficha de Herramienta.
- La máquina utiliza la calidad: cambia la salida para acceder a las tablas de cálculo de velocidad de avance de la máquina. Algunas máquinas utilizan tablas internas para determinar la velocidad de corte en función de la calidad requerida del acabado (modo de corte), el espesor del material y el tipo de material.
Velocidad de avance de corte
Avance utilizado en los movimientos de corte.
Velocidad de avance de entrada
Avance utilizado para la entrada en un movimiento de corte.
Velocidad de avance de salida
Avance utilizado para la salida de un movimiento de corte.
 Parámetros de la ficha geometría
Parámetros de la ficha geometría
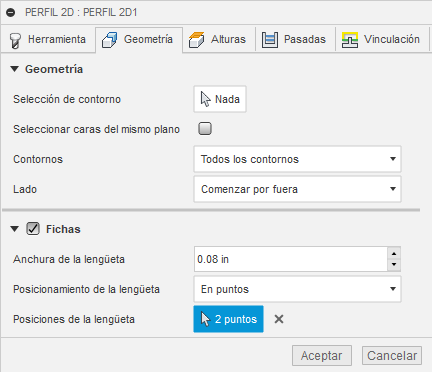
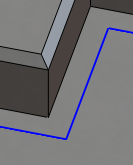
Selección de contornos
Haga clic en este botón para seleccionar los perfiles de curva de nivel o las caras. Las aristas contiguas se encadenan automáticamente. Si selecciona una cara, puede utilizar las opciones de contorno siguientes para filtrar las selecciones de contornos interiores o exteriores. También puede seleccionar bocetos directamente desde el árbol del navegador.
Contornos
Utilice este filtro para seleccionar contornos abiertos o cerrados de una selección de cara.
- Todos los contornos: seleccione Todos los contornos de la cara seleccionada
- Contornos abiertos: seleccione solo Contornos abiertos desde la cara seleccionada
- Contornos cerrados: seleccione solo Contornos cerrados de la cara seleccionada
Contornos
Si se selecciona una cara, puede ordenar los contornos que desea mecanizar.
- Todos los contornos seleccionados: se seleccionarán los contornos interiores y exteriores.
- Contornos exteriores seleccionados: se seleccionarán todos los contornos exteriores.
- Contornos interiores seleccionados: se seleccionarán todos los contornos interiores.
Lateral
Utilice esta opción para desfasar el contorno interior o exterior desde la arista original o la geometría de boceto. Se puede utilizar para realizar la operación de boceto a lo largo del borde de un perfil. Permite desplazar desde la dirección de compensación de lado a lado seleccionada o invertir la dirección de desfase de compensación.
Si la herramienta - Modo de corte se establece en Grabar, Compensación de lado a lado se establecerá por defecto en Centro. El cambio de las opciones “Lateral” no funcionará a menos que Compensación de lado a lado se establezca en Izquierda o Derecha
Fichas
Las fichas se utilizan para mantener la pieza protegida en la hoja hasta que se hayan completado todos los procesos de mecanizado. En muchos casos, una pequeña ficha se puede forzar para desactivarla simplemente agitando la hoja acabada. El número y el tamaño de las fichas que utilice dependerán del tipo y el espesor del material que esté mecanizando. Cuando se mecanizan contornos interiores, una ficha puede evitar que el material se incline y dañar las máquinas que cortan la boquilla.
- Anchura de la ficha: la anchura de la ficha que desea crear.
- Posicionamiento de la ficha:
- Por distancia: puede especificar la distancia entre las fichas con un valor numérico explícito.
- En puntos: puede designar puntos a lo largo de la ruta de herramienta de contorno para indicar las posiciones de ficha deseadas.
- Distancia de la ficha: especifique un valor de distancia si se selecciona Por distancia.
 |
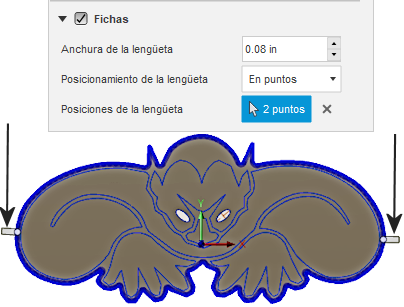 |
| En puntos, puede seleccionar tantas ubicaciones de fichas como desee. | La ruta de herramienta simulada muestra el resto de las fichas. |
 Parámetros de la ficha alturas
Parámetros de la ficha alturas
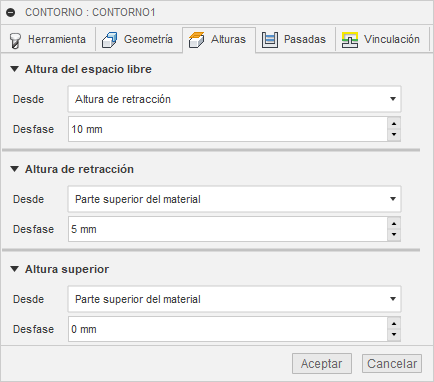
Altura del espacio libre
La altura del espacio libre es la primera altura a la que herramienta se desplaza en su camino hacia el principio de la ruta de herramienta.
 Altura del espacio libre
Altura del espacio libre
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura superior: desfase incremental de la Altura superior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura del espacio libre
El Desfase de altura del espacio libre se aplica y guarda relación con la selección de altura del espacio libre en la lista desplegable anterior.
Altura de retracción
La Altura de retracción define la altura a la que la herramienta se desplaza antes de la siguiente pasada de corte. La Altura de retracción debería definirse por encima de la Altura del avance y Superior. La Altura de retracción se utiliza junto con el desfase posterior para establecer la altura.
Altura de retracción
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura superior: desfase incremental de la altura superior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura de retracción
El Desfase de altura de retracción se aplica y guarda relación con la selección de altura de retracción en la lista desplegable anterior.
Altura superior
La Altura superior define la altura que describe la parte superior del corte. La Altura superior debería definirse por encima de la Inferior. La Altura superior se utiliza junto con el desfase posterior para establecer la altura.
Altura superior
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la altura de retracción.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase superior
El Desfase superior se aplica y guarda relación con la selección de altura superior en la lista desplegable anterior.
 Parámetros de la ficha pasadas
Parámetros de la ficha pasadas
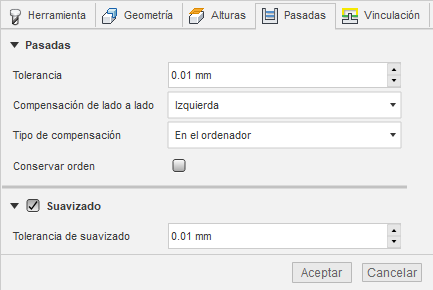
Tolerancia
La tolerancia de mecanizado es la suma de las tolerancias utilizadas para la generación de la ruta de herramienta y la triangulación de geometría. Las tolerancias de filtro adicionales se deben añadir a esta tolerancia para obtener la tolerancia total.
Tolerancia libre 0,100
Tolerancia reducida 0,001
El movimiento de contorneo de la máquina CNC se controla mediante los comandos G1 de línea y G2/G3 de arco. Para que esto sea posible, Fusion linealiza las rutas de herramienta de spline y superficie para acercarlas, y crea muchos segmentos de línea cortos para aproximarse a la forma deseada. La precisión con que la ruta de herramienta se ajusta a la forma deseada depende en gran medida del número de líneas utilizado. El uso de más líneas proporciona una ruta de herramienta más aproximada a la forma nominal de la spline o superficie.
Insuficiencia de datos
Siempre es tentador usar tolerancias muy ajustadas, pero existen compensaciones, tales como tiempos de cálculo de ruta de herramienta más prolongados, archivos de código G de gran tamaño y movimientos de línea muy cortos. Las dos primeras no suponen un gran problema, ya que Fusion realiza el cálculo muy rápido y los controles más modernos tienen 1 MB de RAM como mínimo. Sin embargo, los movimientos de línea cortos, en combinación con velocidades de avance altas, pueden causar un fenómeno que se conoce como "insuficiencia de datos".
La insuficiencia de datos se produce cuando el control se satura con datos que no puede mantener. Los controles de CNC solo pueden procesar un número finito de líneas de código (bloques) por segundo. Es posible que la cantidad sea de tan solo 40 bloques/segundo en máquinas antiguas y de 1000 bloques/segundo o más en máquinas más modernas, como el control Haas Automation. Los movimientos de línea cortos y las velocidades de avance altas pueden forzar una velocidad de procesamiento superior a la que el control puede gestionar. Si esto sucede, la máquina debe detenerse después de cada movimiento y esperar al siguiente servomando desde el control.
Compensación de lado a lado
Determina cómo se desfasa el corte desde la arista seleccionada. Los desfases izquierdo y derecho siempre se ven desde la dirección del corte.
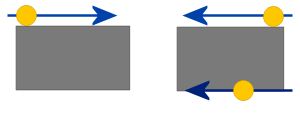
- Izquierda: compensa la izquierda de la arista seleccionada.
- Derecha: compensa la derecha de la arista seleccionada.
- Centro: coloca el cabezal de corte directamente en la arista seleccionada.
El izquierdo compensará el cabezal hacia el lado opuesto a la arista, en función de estas reglas.
- Para un corte hacia afuera, con una selección de cadena en sentido de las agujas del reloj.
- Para un corte hacia adentro, con una selección de cadena en sentido contrario a las agujas del reloj.
El cambio de la dirección del corte requiere una dirección de compensación hacia la derecha.
Tipo de compensación
Especifica el tipo de compensación. Determina dónde se calcula la posición del cabezal o la altura de la sangría.
- En el equipo: el programa calcula la posición del cabezal en función del diámetro de la sangría y la dirección de compensación de lado a lado. La salida posprocesada contiene la posición compensada real para cortar la pieza a tamaño. El equipo compensa la anchura de la sangría.
- En control: la posición del cabezal se genera como las coordenadas reales de la cadena seleccionada. La compensación “'no”' se calcula, pero en su lugar, se generan códigos de compensación para permitir al operador establecer la cantidad de desfase en el control de la máquina herramienta. El control de máquina compensa la anchura de la sangría.
Modo de esquina exterior
Al mecanizar esquinas exteriores, puede ser necesario evitar el rodamiento alrededor de la esquina para dejarla perfectamente definida.
El parámetro Modo de esquina exterior permite mecanizar esquinas exteriores de tres maneras diferentes.
Modo de esquina exterior solo aparece como una opción cuando Tipo de compensación se establece en En el equipo.
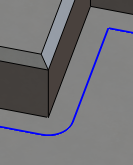 |
 |
 |
| Rodar alrededor de la esquina | Mantener esquina viva | Mantener esquina viva con contorno |
| Mantiene el contacto con la esquina durante todo el movimiento | Continúa la ruta de herramienta hasta una esquina de punto único, con lo que pierde el contacto con el material temporalmente. | Es similar a Mantener esquina pronunciada, pero también realiza una operación de salida y entrada horizontal en la esquina |
Conservar orden
Cuando se selecciona, las cadenas y operaciones se mecanizan en el orden en el que se han seleccionado. Si no está seleccionada, el programa optimiza el orden de corte.
Como rutas de herramienta predeterminadas del chorro de agua, siempre se optimizarán para mecanizar primero los contornos interiores (rebabas) y, a continuación, mecanizar los contornos exteriores. Esto evita que las piezas se separen y se muevan durante un segundo o tercer corte en la misma pieza.
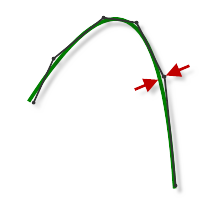
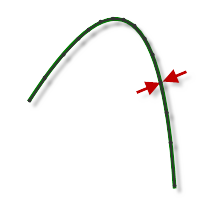
Suavizado
Suaviza la ruta de herramienta mediante la eliminación de los puntos excesivos y los arcos accesorios cuando es posible dentro de la tolerancia de filtrado especificada.
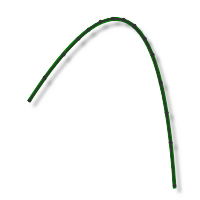
Suavizado desactivado
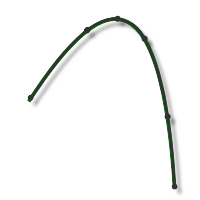
Suavizado activado
El suavizado se utiliza para reducir el tamaño del código sin que ello afecte a la precisión. El suavizado sustituye líneas colineales por una línea y arcos tangentes para reemplazar varias líneas en áreas curvas.
Los efectos del suavizado pueden ser considerables. El tamaño del archivo de código G se puede reducir un 50 % o más. La máquina funcionará de forma más rápida y constante, y mejorará el acabado de la superficie. La cantidad de reducción de código depende de cómo la ruta de herramienta se preste al suavizado. Las rutas de herramienta situadas principalmente en un plano principal (XY, XZ, YZ), como las rutas paralelas, se filtran bien. Las otras, como las de festoneado 3D, se reducen menos.
Tolerancia de suavizado
Especifica la tolerancia de filtro de suavizado.
El suavizado funciona mejor cuando la Tolerancia (la precisión con la que se genera la ruta linealizada original) es igual o mayor que la Tolerancia de suavizado (accesorio de arco de línea).
Optimización del avance
Especifica que el avance debería reducirse en las esquinas.
Cambio direccional máximo
Especifica el cambio angular máximo permitido antes de la reducción de la velocidad de avance.
Radio de avance reducido
Especifica el radio mínimo permitido antes de la reducción del avance.
Distancia de avance reducida
Especifica la distancia de reducción del avance antes de una esquina.
Velocidad de avance reducida
Especifica la velocidad de avance reducida que se va a utilizar en las esquinas.
Solo las esquinas interiores
Actívela para reducir la velocidad de avance solo en las esquinas interiores.
 Parámetros de la ficha vinculación
Parámetros de la ficha vinculación
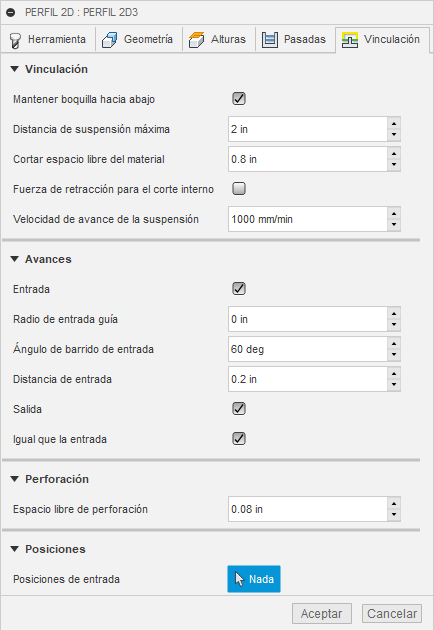
Vinculación: mantener la boquilla abajo
Estas opciones pueden utilizarse para evitar retracciones y omitir las áreas cortadas anteriormente.
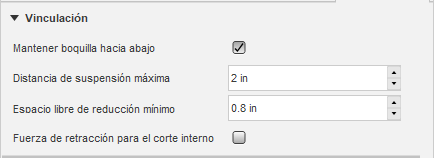
Distancia de suspensión máxima
Distancia en la que ya no se requieren retracciones.
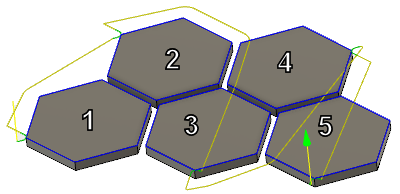
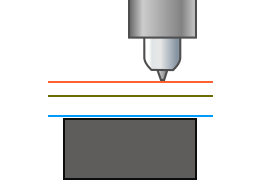
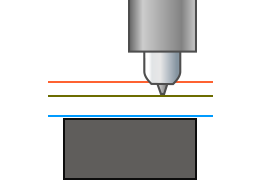
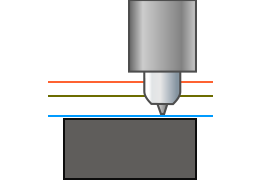
La distancia entre cortes es inferior a 4,0 in - El cabezal permanece en la altura superior.
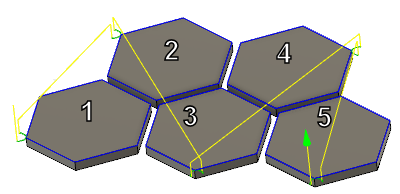
La distancia entre cortes es mayor que 4,0 in - El cabezal se retrae a la altura del espacio libre.
Una distancia menor hará que el cabezal se retraiga al plano de espacio libre. Un valor mayor permite mantener la altura superior hacia abajo.
Cortar espacio libre del material
Espacio libre de arista de pieza cortada para movimientos rápidos.
 |
 |
| Distancia de separación del borde rápido de 0,040 in | Distancia de separación del borde rápido de 0,200 in |
Cuando el cabezal permanece en la altura superior, este espacio libre evita los perfiles que se han cortado. Es una distancia de seguridad XY hasta el borde más cercano, cuando se realiza un movimiento rápido entre cortes y el cabezal está hacia abajo.
Fuerza de retracción para el corte interno
Utilice esta casilla para forzar una retracción en todos los movimientos que se encuentren dentro de un modelo de pieza.
Entradas - Entrada (Entrada)
Activa una fusión de contorno en el perfil.
El movimiento de entrada/salida permite realizar una fusión con el perfil de pieza. Sin este tipo de fusión puede dejar una marca en el punto inicial.
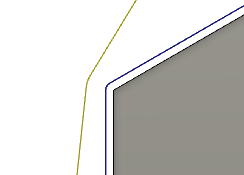
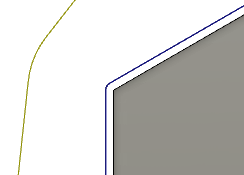
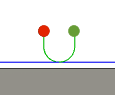
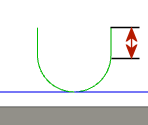
Radio de entrada guía
Especifica el radio de movimientos de entrada.
La fusión de radio permite una transición suave en el corte.
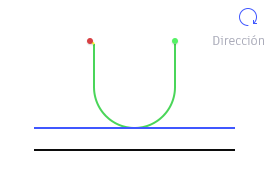
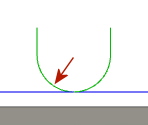
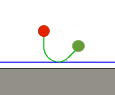
Ángulo de barrido de entrada
Especifica el ángulo de barrido del arco de entrada.
 |
 |
| Ángulo de barrido de 90 grados | Ángulo de barrido de 45 grados |
Distancia de entrada lineal
Especifica la longitud del movimiento lineal de entrada. Necesario si se utiliza la compensación del cortador de la máquina.
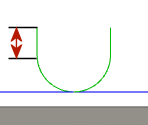
Longitud de entrada lineal
Salida
Permite una fusión de contorno fuera del perfil.
El movimiento de entrada/salida permite realizar una fusión fuera del perfil de pieza. Sin este tipo de fusión puede dejar una marca en el punto inicial.
Igual que la entrada
Si está activada, especifica que los valores de salida deben ser idénticos a los valores de entrada.
|
 |
| Salida idéntica a Entrada | Salida diferente de entrada |
Distancia de salida lineal
Especifica la longitud del movimiento de salida lineal.
Necesario si se utiliza la compensación del cortador de la máquina.
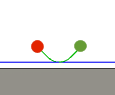
Radio de salida
Especifica el radio de los movimientos de salida.
La fusión de radio permite una transición suave fuera del corte.
Ángulo de barrido de salida
Especifica el ángulo de barrido del arco de salida.
|
|
| Ángulo de barrido de 90 grados | Ángulo de barrido de 45 grados |
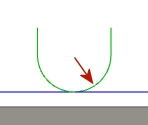
Perforación
Espacio libre de perforación permite especificar una distancia desde el perfil de la pieza para atravesar el material de forma segura antes de iniciar el contorno. Este valor se suma a los valores de distancia de entrada.
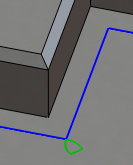
Posiciones de entrada
Seleccione la geometría cercana a la ubicación en la que desea insertar la herramienta.