Referencia de taladrado
Fabricación > Fresado o torneado > Taladrado ![]()
El taladrado es una tarea de mecanizado común para crear agujeros en la pieza de trabajo. Esta función suele activar los ciclos predeterminados de los controles CNC. Estos ciclos incorporan el movimiento común que se usa para una tarea de mecanizado de un agujero específico. Suele haber ciclos predeterminados para las tareas básicas de taladrado, taladrado de agujeros profundos, escariado, perforación y roscado. La salida de ciclo predeterminado en el código final depende del posprocesador y de las prestaciones de las máquinas.
Estos son los tipos de movimiento de taladrado que se pueden realizar con esta trayectoria:
- Taladrado: taladrado estilo G81 con salida rápida.
- Escariado: taladrado estilo G82 con parada del seguidor en la parte inferior y salida rápida.
- Rotura de viruta: rotura de viruta con retracciones de picoteo y parciales entre picoteos.
- Taladrado profundo: taladrado profundo con retracciones de picoteo y totales entre picoteos.
- Taladrado profundo guiado: taladrado de pistola: taladrado profundo que genera un agujero redondo con un diámetro de precisión. Útil para agujeros profundos y rectos en diversos materiales.
- Roscado: roscado (G84/G74). Velocidad y avance sincrónicos del eje.
- Roscado con rotura de viruta: roscado con rotura de viruta.
- Entrada: permite reducir el avance y la velocidad antes de entrar a un agujero.
- Escariado: escariado (estilo G85) con salida.
- Perforación: perforación con parada del seguidor en parte inferior y salida.
- Detener perforación: perforación (estilo G86) con parada de eje en la parte inferior y salida rápida.
- Perforación fina: perforación fina con alejamiento del lado del agujero.
- Perforación inversa: perforación desde atrás.
- Fresado de cajera circular: fresado de cajera circular.
- Fresado de taladro: fresado de taladro.
- Fresado de rosca: fresado de rosca.
- Sonda: se utiliza para medir un componente en la pieza con una herramienta de sonda, o bien para utilizar macros de la máquina para definir el SCT. Se requiere una manipulación especial de los posprocesadores según la máquina.
¿Necesita más información sobre estos ciclos fijos?
La geometría de entrada para estos ciclos se puede seleccionar directamente desde los componentes de la geometría de la pieza, y coherente con otras operaciones 2D, la geometría de entrada también se puede seleccionar desde un boceto (por ejemplo: centros de arcos).
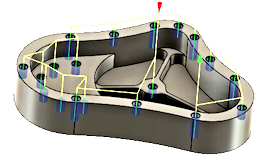
Cuando se trabaja con modelos sólidos, la forma más fácil de utilizar el taladrado es seleccionar las caras cilíndricas de los agujeros. De esta manera, se establecen automáticamente la altura y profundidad correctas del material para cada agujero. El taladrado reconoce agujeros con distintas alturas y profundidades iniciales para crear una sola operación de taladro. Observe que, cuando se parte de caras cilíndricas, la opción Seleccionar el mismo diámetro está disponible. Esto permite seleccionar agujeros similares de forma sencilla y automática.
Para obtener más información, vea el vídeo Taladrado de agujeros por puntos.
 Parámetros de la ficha Herramienta
Parámetros de la ficha Herramienta
Herramienta
Pulse Seleccionar para acceder a la biblioteca de herramientas.
Avance y velocidad
Parámetros de corte del eje y velocidad de avance.
Predefinido
Rellena los datos de corte de la herramienta personalizada.
Velocidad del eje
Velocidad de rotación del eje expresada en rotaciones por minuto (RPM).
Velocidad de superficie
Velocidad a la que el material se desplaza más allá de la arista de corte de la herramienta (SFM o m/min).
Utilizar avance por revolución
Cambia la entrada de la velocidad de avance a unidades por revolución de giro en lugar de distancia a lo largo del tiempo.
Velocidad de avance de penetración
La velocidad de avance de taladro para la penetración en el material.
Avance de penetración por revolución
Velocidad de avance de penetración expresada como avance por revolución.
Velocidad de avance de retracción
Avance utilizado al realizar la retracción cuando no se utilizan movimientos rápidos (G0).
Avance de retracción por revolución
Velocidad de avance de retracción expresada como avance por revolución.
Refrigerante
Seleccione el tipo de refrigerante que se utiliza con la herramienta de mecanizado. No todos los tipos funcionan con todos los posprocesadores de máquina.
Acanaladura, eje y soporte
Especifica cómo se utiliza la acanaladura, el eje y el soporte de la herramienta para evitar colisiones con la pieza de trabajo.
Modos de eje y portaherramientas
Especifica cómo se gestiona una colisión entre el eje o el soporte y la pieza al realizar los movimientos de corte.
- Detectar longitud de la herramienta: la herramienta se amplía automáticamente más allá del soporte para mantener las distancias especificadas. En el registro de la ruta de herramienta, se registra un mensaje que indica la distancia que la herramienta se extiende.
- Fallo al colisionar: anula el cálculo de la trayectoria cuando se detecta un colisión.
- Omitir agujeros que colisionan: omite los agujeros en los que se detecten colisiones. La herramienta se mueve al siguiente agujero disponible que permita un corte seguro.
Usar eje y soporte
Active esta opción para incluir el eje y soporte de la herramienta seleccionada en el cálculo de la trayectoria de herramienta y evitar colisiones.
Espacio libre del eje
El eje de la herramienta permanece siempre a esta distancia de la pieza de trabajo.
Espacio libre del portaherramientas
El soporte de la herramienta permanece siempre a esta distancia de la pieza de trabajo.
Usar acanaladura
Comprueba si hay colisiones de la punta utilizando la longitud de la acanaladura de la herramienta únicamente durante los movimientos de corte.
 Configuración de la ficha Varios ejes
Configuración de la ficha Varios ejes
Tipo de mecanizado
3 ejes: taladro estándar con un eje Z fijo. Utilice esta opción para los agujeros verticales alineados con el eje Z.
4 ejes: defina un eje rotatorio para taladrar agujeros que no estén alineados con el eje Z. Utilice esta opción para agujeros en ángulo o en superficies inclinadas. Para obtener más información, consulte la página Mecanizado de 4 ejes.
5 ejes: movimientos de taladro completos de 5 ejes para geometrías de agujero complejas. Utilice esta opción cuando haya que inclinar la herramienta para acceder a determinadas áreas. Puede definir límites de ejes y aplicar ángulos mínimos y máximos de inclinación en relación con el eje de la herramienta. Para obtener más información, consulte la página Mecanizado de 5 ejes.
Orientación de la herramienta
La orientación de la herramienta define el plano de corte en una pieza. Por defecto, el eje Z del sistema de coordenadas de trabajo (SCT) que se define en una configuración establece la orientación de la herramienta. Puede modificar la orientación de la herramienta establecida por el SCT mediante el grupo de parámetros Orientación de la herramienta.
Para obtener más información, consulte la página Mecanizado 3+2 con orientación de la herramienta.
 Parámetros de la ficha Geometría
Parámetros de la ficha Geometría
Geometría
Permite seleccionar las ubicaciones del taladrado por Cara de modelo, Arista de agujero, Punto de boceto, Círculo de boceto o Rango de tamaño del diámetro. También puede heredar ubicaciones de una operación anterior para finalizar agujeros que no se hayan podido completar en la operación original.
Modo de selección
Especifica qué tipo de selecciones se pueden utilizar para buscar las ubicaciones de taladrado.
- Caras: se utiliza para la selección de funciones basada en modelos como cilindros o chaflanes de agujeros. Al seleccionar esta opción, se proporciona información adicional, como la altura inicial y la profundidad del agujero. Caras seleccionadas es el método preferido para la selección de ubicaciones de taladrado porque mantiene la asociación con la función de modelo y actualizará la operación de taladrado si el modelo cambia.
- Puntos: se utiliza para la selección de agujeros basada en la geometría, como aristas de agujero o geometría de boceto. Devuelve solo la ubicación XY y la altura inicial Z del agujero.
- Rango de diámetro: se utiliza para una selección automática basada en un rango de tamaño mínimo/máximo de los agujeros.
- Agujeros restantes de la operación: es una selección basada en operaciones. Crea una operación de reserva que selecciona automáticamente los agujeros que una operación de taladrado principal no pudo completar debido a la prevención de colisión. Utilice esta opción para crear operaciones secundarias que normalmente utilizan herramientas más largas para llegar a las áreas en las que la operación primaria ha encontrado colisiones.
| Selección de caras: Cilindro | Selección de caras: Chaflán | |
 |
 |
|
| Selección de puntos: Arista de agujero | Selección de puntos: Punto de boceto | Selección de puntos: Círculo de boceto |
 |
 |
 |
Caras de agujero
Contiene el número de caras seleccionadas para el taladrado. Se utiliza para la selección de operaciones basada en modelos. Utilice la X para desmarcar todos los elementos seleccionados.
Puntos de agujero
Contiene el número de puntos o curvas de arista que se ha seleccionado para el taladrado. Se utiliza para la selección de agujeros basada en la geometría. Utilice la X para desmarcar todos los elementos seleccionados.
Operación
Contiene el número de operaciones seleccionadas para el taladrado de reserva. Se utiliza para la selección basada en operaciones con el modo Agujeros restantes de la operación. Utilice la X para desmarcar todos los elementos seleccionados.
Diámetro mínimo y diámetro máximo
Abre un conjunto de parámetros para la creación de una selección de rango mínimo y máximo. Elimina la necesidad de seleccionar físicamente funciones del modelo. El sistema evaluará el modelo en función de los valores de diámetro mínimo y máximo especificados. Utilice este rango para incluir o excluir tamaños de agujero. Esta opción resulta útil si la pieza se modela con tamaños que representan distintos procesos de mecanizado.
Ejemplo: seleccione todos los agujeros con un diámetro entre 0,250 y 0,2501 y todos los agujeros con un diámetro entre 0,2505 y 0,2506 para el escariado.
Consejo: para puntear todos los agujeros y crear un chaflán, seleccione un rango para los agujeros que se deben incluir. En la ficha Alturas, defina la Altura inferior del Ancho del chaflán y establezca el valor deseado de Ancho del chaflán. La profundidad se basa en el diámetro del agujero y la anchura del chaflán.
Seleccionar el mismo diámetro
Selecciona todos los agujeros con el mismo diámetro que la operación seleccionada en ese momento.
Una sola selección encontrará todos los agujeros coincidentes. El uso de esta opción está asociado con el modelo. Si posteriormente se agregan agujeros adicionales con el mismo diámetro, al regenerar la operación se incluyen automáticamente los agujeros agregados en el ciclo de taladrado.
Ejemplo: si activa esta opción, seleccione un solo agujero de 6 mm y un único agujero de 12 mm. Los agujeros de 6 mm y 12 mm de la pieza se seleccionarán automáticamente.
Buscar oclusiones
Anula la selección de los agujeros del mismo diámetro que no se pueden taladrar debido a la orientación de la herramienta actual.
Por ejemplo, si un agujero está en la parte inferior de una pieza y el taladro no puede alcanzarlo, el agujero no se taladra.
 |
 |
| Sin seleccionar | Seleccionado |
Contorno de contención
Utilice esta opción con Seleccionar el mismo diámetro y Rango de diámetro para incluir elementos similares en las áreas de contención. Seleccione cualquier contorno de borde o de boceto para contener las posiciones de taladrado. Utilice varios contornos o contornos anidados para incluir o excluir grupos de agujeros. La ruta de herramienta se encontrará en el contorno seleccionado a menos que los contornos estén anidados. Puedes anidar varios contornos dentro de cada uno.
En los ejemplos siguientes, los contornos seleccionados aparecen en azul.
 |
1) Contornos de boceto 2) Se incluyen agujeros en su interior 3) Contornos anidados 4) Se excluyen las áreas interiores |
5) Contornos de boceto (2) 6) Seleccionar solo el área de cerco 7) Contornos de boceto (3) 8) Excluir el área de cerco |
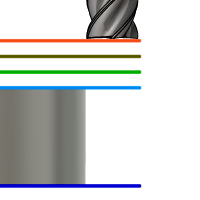
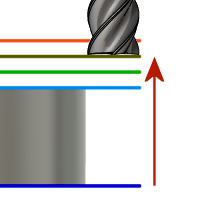
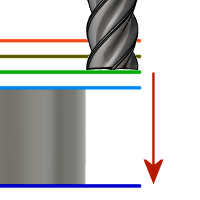
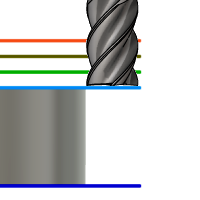
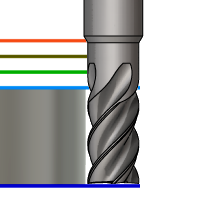
Fusionar profundidades de barrenos automáticamente
Marque esta opción para combinar varios segmentos de barreno. Cuando está activada, se incluyen todos los segmentos de barreno para determinar la altura inicial de taladrado. Utilice esta opción cuando el agujero de taladro seleccionado tiene un escariado. De este modo, se fuerza que la altura inicial esté en la parte superior del agujero de escariado, en lugar de en la parte superior del agujero taladrado.
Ejemplo: si un agujero se ha punteado o escariado primero, es posible que desee iniciar el taladrado desde un espacio libre por encima de esa zona mecanizada. Al activar la opción de fusionar automáticamente, se inicia el taladrado desde encima del segmento de agujero más alto.
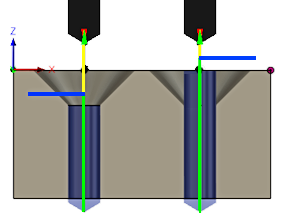 |
Agujero de lado izquierdo: fusionar automáticamente desactivado Agujero de lado derecho: fusionar automáticamente activado La línea azul indica la altura inicial de taladrado. |
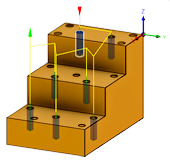
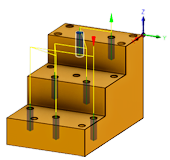
Ordenar por profundidad
Cambia el orden del más alto al más bajo, o del más bajo al más alto. Cuando esta opción está desactivada, se comienza con los agujeros en el nivel Z más alto y se continúa progresivamente hacia abajo. Active para invertir el orden.
| Desactivado. El primer agujero está en la Z más alta. |
Activado. El primer agujero está en la Z más baja. |
 |
 |
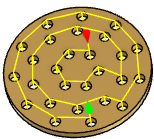
Orden
Especifica cómo deben ordenarse los agujeros para el mecanizado.
 |
1) Orden seleccionado 2) Orden optimizado 3) Interior a exterior 4) Ordenar por movimiento X 5) Ordenar por movimiento Y |
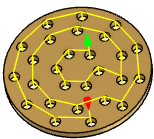
Invertir orden
Marque esta opción para invertir el orden de la ruta de herramienta ordenada.
| Desactivado | Activado |
 |
 |
Evitar/mecanizar superficies
Permite especificar superficies para mecanizar, evitar, ignorar o marcar como instalaciones para evitar durante el cálculo de la trayectoria. Para obtener más información, consulte la página Evitar/mecanizar superficies.
 Parámetros de la ficha Alturas
Parámetros de la ficha Alturas
Geometría de espacio libre
Especifica el tipo de área de espacio libre y la ubicación inicial.
Tipo de geometría de espacio libre
Después de completar un movimiento de corte, la herramienta se mueve a esta área de espacio libre segura antes de posicionarse para el siguiente corte.
Plano: área de espacio libre de plano Z estándar. La herramienta se mueve a una altura Z fija entre posiciones de taladrado. Utilice esta opción para operaciones de taladrado de 3 ejes.
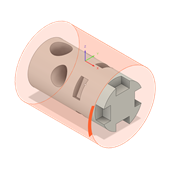
Cilindro: área de espacio libre cilíndrica alrededor de un eje definido. La herramienta se mueve por la superficie de un cilindro entre ubicaciones de taladrado. Utilice esta opción para operaciones de taladrado de 4 ejes y 5 ejes en piezas cilíndricas o cuando necesite espacio libre alrededor de un eje giratorio.
Esfera: área de espacio libre esférica que proporciona espacio libre en todas las direcciones. La herramienta se mueve dentro de un límite esférico entre posiciones de taladrado. Utilice esta opción para operaciones de taladrado de 4 ejes y 5 ejes cuando necesite la máxima flexibilidad de espacio libre o cuando trabaje con geometrías de piezas complejas.
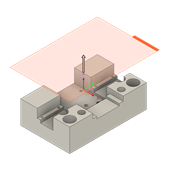
Recuadro: área de espacio libre rectangular definida por un recuadro de selección. La herramienta crea movimientos de vinculación alrededor del perímetro de la pieza de trabajo dentro de los límites del recuadro. Utilice esta opción para el mecanizado de 5 ejes cuando necesite controlar el movimiento de la herramienta dentro de una región rectangular definida.
| Área de espacio libre del plano | Área de espacio libre del cilindro |
 |
 |
| Área de espacio libre de esfera | Área de espacio libre de recuadro |
 |
 |
Dirección de geometría de espacio libre
Especifica la dirección que define la orientación de la forma del espacio libre en el espacio 3D. No cambia la orientación de la herramienta.
Eje de rotación: utiliza un eje rotatorio como eje del área de espacio libre del cilindro.
Automático: selecciona la dirección más adecuada en función de la orientación de la herramienta actual y la geometría del modelo. Se actualiza automáticamente cuando cambia la orientación de la herramienta.
Selección: permite elegir un dirección de la geometría del modelo, como una cara o una arista.
Configurar eje X: utiliza el eje X de la configuración actual como dirección de espacio libre.
Configurar eje Y: utiliza el eje Y de la configuración actual como dirección de espacio libre.
Configurar eje Z: utiliza el eje Z de la configuración actual como dirección de espacio libre.
Eje X de orientación de la herramienta: utiliza el eje X definido por el parámetro Orientación de la herramienta. Útil cuando el espacio libre debe alinearse con la inclinación de la herramienta en lugar de con los ejes de configuración.
Eje Y de orientación de la herramienta: utiliza el eje Y definido por el parámetro Orientación de la herramienta. Resulta útil cuando una dirección lateral con respecto a la herramienta proporciona movimientos de enlace más seguros.
Eje Z de orientación de la herramienta: utiliza el eje Z definido por el parámetro Orientación de la herramienta. Ideal cuando "arriba" sigue la orientación de la herramienta, como en posiciones en ángulo 3+2.
Selección de dirección
Selecciona una arista para utilizar su dirección normal para la dirección de espacio libre.
Cambiar dirección
Invierte el vector de dirección actual de la geometría de espacio libre.
Origen de geometría de espacio libre
Define la ubicación del origen del sistema de coordenadas de trabajo (SCT) para los tipos de área de espacio libre cilíndrica y esférica.
Configurar origen del SCT: utiliza el origen del SCT definido en la configuración actual.
Origen del modelo: utiliza el origen del SCT del modelo.
Punto seleccionado: utiliza una referencia seleccionada para definir el origen del SCT.
Punto del cuadro del modelo: utiliza un punto seleccionado en el recuadro de selección del modelo para definir el origen.
Punto del cuadro de material: utiliza un punto seleccionado en el recuadro de selección del material para definir el origen.
Selección de origen
Selecciona un vértice, una arista o un centro de arco o círculo para definir el origen del espacio libre.
Punto del modelo de origen
Especifica puntos clave en el área delimitadora del modelo para definir el origen del SCT para el espacio libre. Puede elegir los extremos en el eje X, Y y Z de la parte superior, central e inferior de cada lado.
Punto del material de origen
Especifica puntos clave en el área delimitadora del material para definir el origen del SCT para el espacio libre. Puede elegir los extremos en el eje X, Y y Z de la parte superior, central e inferior de cada lado.
Altura del espacio libre
La altura del espacio libre es la primera altura a la que herramienta se desplaza en su camino hacia el principio de la ruta de herramienta.
Altura del espacio libre.
Desde la altura del espacio libre
Para el tipo de área del plano:
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura superior: desfase incremental de la Altura superior.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Parte superior del agujero: desfase incremental de la Parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la Parte inferior del agujero.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Para el tipo de área de cilindro y esfera:
- Retracción: utiliza la altura de retracción como altura del espacio libre.
- DE del material: utiliza el diámetro exterior del material como altura del espacio libre.
- DE del modelo: utiliza el diámetro exterior del modelo como altura del espacio libre.
- Selección: utiliza una referencia seleccionada para definir la altura del espacio libre.
- Radio: utiliza un radio especificado desde el origen del SCT como altura de espacio libre.
- Diámetro: utiliza un diámetro especificado desde el origen del SCT como altura del espacio libre.
- Lo más externo de…: utiliza las opciones de diámetro de fijación, modelo o material seleccionadas y aplica el valor más alto como altura de espacio libre.
Selección de altura del espacio libre
Selecciona una arista para utilizarla como referencia para la altura del espacio libre.
Valor de altura del espacio libre
Establece la altura del espacio libre mediante una distancia medida desde el origen del SCT definido en la geometría del espacio libre.
Material de altura del espacio libre
Controla si se incluyen diámetros o alturas del bloque al determinar la altura del espacio libre.
Modo de altura del espacio libre
Controla si se incluyen diámetros o alturas del modelo al determinar la altura del espacio libre.
Fijación de altura del espacio libre
Controla si las alturas de fijación de la configuración actual y los grupos de superficies se incluyen al determinar la altura de retracción.
Desfase de altura del espacio libre
Desplaza la altura del espacio libre desde la posición relativa seleccionada en la lista desplegable anterior. Puede aplicar un desfase positivo o negativo.
Altura de retracción
La Altura de retracción define la altura a la que la herramienta se desplaza antes de la siguiente pasada de corte. La Altura de retracción debería definirse por encima de la Altura del avance y Superior. La Altura de retracción se utiliza junto con el desfase posterior para establecer la altura.
Altura de retracción.
Desde la altura de retracción
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura superior: desfase incremental de la Altura superior.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Parte superior del agujero: desfase incremental de la Parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la Parte inferior del agujero.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura de retracción
Desplaza la altura de retracción desde la posición relativa seleccionada en la lista desplegable anterior. Puede aplicar un desfase positivo o negativo.
Altura del avance
La altura de avance define la altura a la que se dirige la herramienta antes de cambiar a la velocidad de avance/penetración para introducir la pieza. La altura del avance debería definirse por encima de la Superior. Una operación de taladrado utiliza esta altura como la altura del avance inicial y la altura de retracción de picoteo. La altura del avance se utiliza junto con el desfase posterior para establecer la altura.
Altura del avance.
Desde la altura de avance
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la Altura de retracción.
- Desactivada: si se desactiva Altura del avance, la herramienta desciende rápidamente hasta la entrada.
- Altura superior: desfase incremental de la Altura superior.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Parte superior del agujero: desfase incremental de la Parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la Parte inferior del agujero.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura del avance
Desplaza la altura del avance desde la posición relativa seleccionada en la lista desplegable anterior. Puede aplicar un desfase positivo o negativo.
Altura superior
La Altura superior define la altura que describe la parte superior del corte. La Altura superior debería definirse por encima de la Inferior. La Altura superior se utiliza junto con el desfase posterior para establecer la altura.
Altura superior
Desde la altura superior
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Parte superior del agujero: desfase incremental de la Parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la Parte inferior del agujero.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase superior
El desfase superior se aplica y guarda relación con la selección de altura superior en la lista desplegable anterior.
Altura inferior
La Altura inferior determina la altura/profundidad del mecanizado final y la menor profundidad a la que la herramienta desciende en el material. La Altura inferior debería definirse por debajo de la Superior. La Altura inferior se utiliza junto con el desfase posterior para establecer la altura.
 Altura inferior.
Altura inferior.
Desde la altura inferior
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura superior: desfase incremental de la Altura superior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Parte superior del agujero: desfase incremental de la Parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la Parte inferior del agujero.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
- Hasta la anchura del chaflán: permite que la herramienta taladre lo suficiente para que la anchura del chaflán coincida con el parámetro de entrada. El parámetro de entrada no debería superar la anchura del chaflán de la herramienta. El desfase de altura calculado depende de los parámetros de la herramienta (diámetro, diámetro de la punta y ángulo de la punta) y del diámetro del agujero. Algunas selecciones aceptables son las caras cilíndricas, los círculos o los arcos.
- Hasta el diámetro del chaflán: el diámetro del nuevo agujero es igual que el parámetro de entrada. Por tanto, el parámetro de entrada no debería superar el diámetro de la herramienta. El desfase de altura calculado depende de los parámetros de la herramienta y es independiente de la selección de agujeros. Algunas selecciones aceptables son las caras cilíndricas, los círculos o los arcos.
Desfase inferior
El desfase inferior se aplica y guarda relación con la selección de altura inferior en la lista desplegable anterior.
Taladrar con la punta hasta el final
Cuando se activa, la punta de la herramienta taladra más allá de la parte inferior del agujero. Coloca el labio del taladro hacia el diámetro completo en la parte inferior del agujero. También permite que la herramienta taladre completamente hasta la parte inferior, o más allá de la parte inferior con la profundidad de entrada.
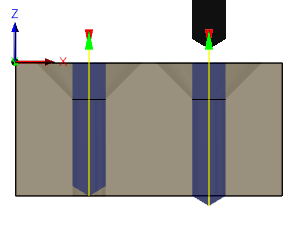 |
Agujero de lado izquierdo: profundidad a la punta (desactivada) Agujero de lado derecho: profundidad al labio (activada) |
 Parámetros de la ficha Ciclo
Parámetros de la ficha Ciclo
Tipo de ciclo
El Tipo de ciclo es el tipo de ciclo de taladrado. Fusion proporciona varios ciclos de taladrado predefinidos (fijos).
La selección de un ciclo de taladrado determina los parámetros que se pueden especificar para la operación de taladrado.
- Taladrado: salida rápida: avance a la profundidad programada y salga rápidamente. Se utiliza para taladrado central, punteado y agujeros con profundidades de menos de tres veces el diámetro de la herramienta.
- Escariado: parada del seguidor y salida rápida: avance a la profundidad programada, pare durante un tiempo determinado y salga rápidamente. Se utiliza para crear una parte inferior plana en espacio libre de poca profundidad para tornillos. La parada del seguidor mejora el acabado en el suelo del agujero.
- Rotura de viruta: retracción parcial: para agujeros con profundidades de más de tres o cuatro veces el diámetro de la herramienta. Utiliza varios picoteos que retraen periódicamente la herramienta para partir las virutas o permitir que el refrigerante entre al agujero. Esto se conoce también como taladrado por picoteo.
- Taladrado profundo: retracción total: al igual que la rotura de viruta, pero retrae la herramienta completamente fuera del agujero para limpiar virutas o llenar el agujero con refrigerante. Esto se conoce también como taladrado por picoteo.
- Entrada: permite reducir el avance y la velocidad antes de entrar a un agujero.
- Taladrado profundo guiado: taladrado de pistola: un taladro de pistola estándar tiene una sola arista de corte efectiva. Esta exclusiva geometría de la cabeza es diferente de un taladro convencional de torsión. Mientras se taladra, las plataformas de guía barnizan el agujero permitiendo que el agujero mantenga la rectitud. El resultado de esta actividad es un agujero muy redondo con un diámetro de precisión que también puede producir agujeros profundos y rectos en una amplia variedad de materiales.
- Roscado: es un proceso que corta las roscas en un agujero para aceptar tornillos. Introduce roscas a la derecha o a la izquierda en un agujero redondo con una herramienta de varios puntos que tiene un aspecto similar a un tornillo.
- Roscado a izquierda: crea un agujero roscado para tornillos izquierdos. La rosca gira en sentido antihorario a medida que se introduce en el agujero y se invierte para salir del agujero.
- Roscado a derecha: crea un agujero roscado para tornillos derechos. La rosca gira en sentido horario a medida que se introduce en el agujero y se invierte para salir del agujero.
- Roscado con rotura de viruta: crea un agujero roscado por entrada y salida varias veces, cada vez más profundo, hasta que alcanza la profundidad final.
- Escariado: salida: entra e inmediatamente sale tras alcanzar la profundidad final. Esta es una operación de acabado de agujero de precisión.
- Perforación: pausa y salida: es similar al escariado, pero incluye una pausa en la profundidad inferior.
- Detener perforación: parada y salida rápida: entra hasta la profundidad, detiene la rotación del eje y sale rápidamente. Así se arrastra la inserción de la perforación a lo largo de la pared durante la retracción.
- Perforación fina: desplazamiento: es similar a detener perforación, excepto que orienta la punta de la inserción y la aleja del muro del taladro antes de realizar el movimiento de retracción.
- Perforación inversa: se desplaza hasta una profundidad dentro del agujero y se detiene, estando acoplada una herramienta de escariado inversa. El eje entonces comienza a girar y la herramienta avanza hacia arriba para realizar el escariado de la parte trasera de la pieza.
- Fresado de cajera circular: se puede utilizar para iniciar un ciclo predeterminado y personalizado en el control para cajeado circular.
- Fresado de taladro: se puede utilizar para iniciar un ciclo predeterminado y personalizado en el control para fresado de taladro helicoidal.
- Fresado de rosca: se puede utilizar para iniciar un ciclo predeterminado y personalizado en el control para fresado de rosca.
- Personalizar: se utiliza para medir un elemento en la pieza con una herramienta de sonda o bien para utilizar macros de la máquina para definir el SCT. Se requiere una manipulación especial de los posprocesadores según la máquina. Consulte la función de sondeo más avanzada, dentro del menú desplegable Configuración.
Profundidad de picoteo
Define la profundidad del primer movimiento de picoteo, que entra en el material y sale de este para limpiar y romper virutas.
Reducción de la profundidad de picoteo
Cantidad que se reduce la profundidad de picoteo por picotazo.
Profundidad de picoteo mínima
Profundidad de picoteo mínima permitida.
Profundidad de picoteo acumulada
Especifica la profundidad de picoteo que fuerza una retracción total.
Distancia de rotura de viruta
Con una operación de rotura de viruta, el taladro se retira a una distancia especificada después de avanzar en el agujero para evitar la adherencia de virutas.
Parada del seguidor antes de la retracción
Permite la pausa antes de la retracción del picoteo para aplanar las virutas. Esta opción puede aumentar considerablemente la elevación de la herramienta en función del material que se esté mecanizando.
Período de pausa
Período de pausa es el tiempo de pausa en segundos. Al especificar un tiempo de pausa, se detiene cualquier movimiento del eje durante un período determinado mientras que el eje sigue girando a las revoluciones por minuto especificadas. Esta opción se puede usar para garantizar la limpieza de las virutas antes de la retracción de un agujero, lo que generalmente mejora el acabado de un agujero.
Por lo general, un tiempo de pausa de entre 1/4 de segundo y 1 segundo es suficiente. Como ejemplo, especifique 0,25 o 1/4 en este campo para realizar una pausa de 1/4 de segundo.
Al realizar el procesamiento posterior de un ciclo de taladrado, el tiempo de pausa se especifica como uno de los parámetros de ciclo de taladrado (normalmente P) y en la mayoría de los casos se muestra en milisegundos (ms).

Tiempo de pausa de 250 ms en G82
Si se publica con ciclos expandidos, el tiempo de pausa se muestra como un comando de pausa regular (G4).
Para calcular el tiempo de pausa mínimo que garantizará una revolución completa como mínimo, utilice un valor de 60 dividido por la velocidad del eje. Como ejemplo, a 350 rpm, el tiempo de pausa mínimo debería ser 60/350 = 0,171 s (que podría redondearse a 0,2 s).
Distancia de entrada
Especifica la distancia por encima de la parte inferior de la profundidad del agujero, donde el ciclo debe ajustar el avance y la velocidad, antes de cortar por la parte inferior. Este valor se mide hacia arriba desde la parte inferior del agujero.
Se puede utilizar para cualquier material que pueda romperse en virutas o agrietarse a medida que la herramienta corte por la parte inferior del agujero.
Velocidad de avance de entrada
Controla la velocidad de avance que se aplica cuando se alcanza la distancia de entrada. Esta distancia se puede aumentar o reducir en función de las características del material que se está taladrando.
Avance de entrada por revolución
La entrada utiliza unidades por revolución de giro en lugar de distancia a lo largo del tiempo.
Velocidad del eje de entrada
Controla la velocidad del eje que se aplica cuando se alcanza la distancia de entrada. Esta distancia se puede aumentar o reducir en función de las características del material que se está taladrando.
Profundidad inicial
Debido a la longitud excesiva de un taladro de pistola, normalmente se taladra un agujero piloto para evitar que la herramienta salga de la posición real del agujero. Este valor especifica la profundidad de posición dentro del agujero piloto. Este movimiento de posicionamiento se realiza en modo de avance y se puede especificar una velocidad de avance independiente al desplazarse a esta profundidad.
Profundidad de alojamiento
Especifica la profundidad por debajo del bloque que se va a detener. Se puede utilizar para borrar virutas de agujeros pasantes antes de la retracción. Esto no se implementa en todos los ciclos ni en todos los posprocesadores.
Detener eje
Seleccione esta opción para detener el eje antes y después de la operación. El eje se iniciará cuando la herramienta alcance la profundidad inicial del agujero piloto.
Velocidad de eje de posicionamiento
Especifica la velocidad del eje que se utilizará al colocar en la profundidad inicial.
Puede ser diferente de la velocidad del eje de corte. Es posible que desee utilizar una velocidad inferior por seguridad cuando se coloque en un agujero piloto, o igualar la velocidad de corte para mantener la uniformidad.
Velocidad de avance de posicionamiento
Especifica la velocidad de avance que se utilizará al colocar en la profundidad inicial.
Puede ser mayor que la velocidad de avance de corte para ahorrar tiempo, o menor que la velocidad de avance de corte por razones de seguridad.
Avance de posicionamiento por revolución
La entrada utiliza unidades por revolución de giro en lugar de distancia a lo largo del tiempo.
Profundidad de picoteo
Especifica el incremento que se va a taladrar. Se divide la profundidad completa en varios incrementos.
Define la profundidad del primer movimiento de picoteo, que avanza y sale rápidamente del agujero para eliminar y romper virutas. Cantidad de profundidad de picotazo
Reducción de la profundidad de picoteo
Especifica la cantidad que se va a sustraer de la profundidad de picoteo para cada picoteo posterior. Reduce la carga en el taladro a medida que aumenta la profundidad. Se muestran varios picoteos con una reducción de 2 mm
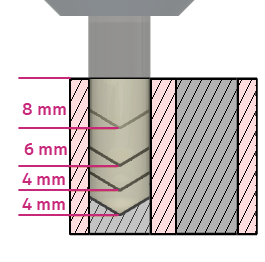
Ejemplo: profundidad de picoteo de 8 mm, una reducción de profundidad de picoteo de 2 mm y una profundidad de picoteo mínima de 4 mm. El primer picoteo será de 8 mm. El segundo picoteo será de 6 mm. El tercer picoteo será de 4 mm.
Un valor de 0,0 mantiene la misma profundidad de picoteo para todos los movimientos, hasta que se alcanza la profundidad completa.
Profundidad de picoteo acumulada
Especifica la profundidad total a taladrar, antes de que la herramienta se retraiga a la altura del avance. Esto extraerá las virutas del agujero y permitirá que el refrigerante entre en él.
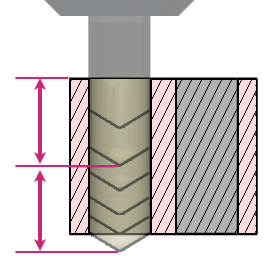
Distancia total que se picoteará antes de realizar una retracción total.
Ejemplo: profundidad de picoteo de 8 mm y una profundidad de picoteo acumulada de 14 mm, el ciclo completará dos picoteos antes de retraerse a la altura del avance.
Distancia de rotura de viruta
Especifica cuánto se retraerá la herramienta entre picoteos. Esta retracción de espacio libre mínima rompe la viruta y libera presión en la punta de la herramienta entre picoteos. Se muestra en amarillo.
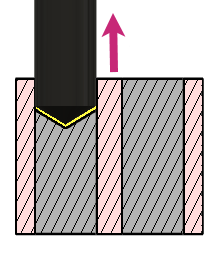
Retracción de rotura de viruta: se muestra en amarillo.
Ejemplo: profundidad de picoteo de 8 mm, profundidad de picoteo acumulada de 14 mm y distancia de rotura de viruta de 0,50 mm. El ciclo completará el primer picoteo, se retraerá 0,50 mm y, a continuación, continuará con el siguiente picoteo.
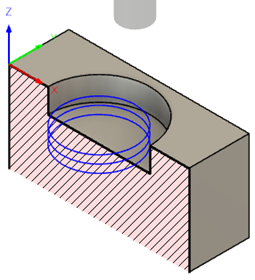
Profundidad incremental
Especifica la profundidad Z para cada pasada de cajera circular XY. Una profundidad incremental de 2 mm en una cajera de 6 mm de profundidad creará tres pasadas de nivel Z.
| Profundidad incremental de 2 mm en cajeras de 6 mm de profundidad | 3 cortes profundos |
 |
 |
Dirección de ciclo
Especifica la dirección de corte como un fresado concordante o convencional.
Concordante: la herramienta avanza de modo que las acanaladuras de corte engranan el material en su máximo espesor y, a continuación, disminuye a cero. Este método genera menos presión de corte y calor, produce una superficie de acabado de mejor calidad y prolonga la vida útil de la herramienta. El fresado concurrente se recomienda generalmente para máquinas CNC.
Convencional: la herramienta corta en el dirección opuesto, lo que provoca que comience en un espesor de cero y acabe en el máximo. Este método hace que la herramienta frote la superficie de corte, lo que puede endurecer por deformación el material, generar calor y aumentar el desgaste de la herramienta. El fresado convencional se suele utilizar solo cuando el fabricante de la herramienta lo recomiende específicamente para determinados materiales.
Usar diámetro de agujero
Especifica si se taladra hasta el diámetro del agujero o hasta un valor establecido.
Sobrepasada
Especifica la distancia entre los cortes en el plano XY.
En lugar de empujar la herramienta en un movimiento lineal en XY, el paso lateral se crea desplazando el centro del arco hasta alcanzar el tamaño de diámetro completo.
Repetir pasada
Seleccione esta opción para crear una pasada de acabado adicional en la profundidad final.
Esto podría denominarse pasada de muelle para eliminar la deflexión de la herramienta de corte y crear un acabado más suave en la parte inferior.
Material a dejar
La cantidad de material que queda para operaciones de desbaste o acabado posteriores.
Material radial a dejar
El parámetro Material radial a dejar controla la cantidad de material a dejar en la dirección radial (perpendicular al eje de herramienta), es decir, en el lado de la herramienta.
Separación
Especifica la distancia de paso en Z al crear la pasada helicoidal alrededor del contorneado.
Utilizar varios pasos
Seleccione esta opción para crear varios pasos XY para el corte.
Roscado
Seleccione la dirección del ciclo de fresado de rosca para crear roscas a la derecha o a la izquierda.
Diámetro de ciclo
Especifica el diámetro final del taladro circular.