Referencia de ciclos de taladrado
Los ciclos de taladrado también se conoce como ciclos fijos, ya que una sola línea de código puede combinar todo el movimiento necesario para una tarea de mecanizado de agujeros. Esto reduce el tamaño del programa y facilita el cambio de los requisitos de taladrado en la máquina.
No todos los controladores CNC tienen los mismos ciclos fijos. La mayoría de las máquinas tendrán ciclos fijos para funciones de agujero comunes como el centrado/punteado, el taladrado por picoteo, la perforación de escariado, el mandrinado, el escariado y el roscado. Algunas máquinas tendrán ciclos más especializados, como el taladrado de pistola y la perforación inversa. Fusion utiliza el posprocesador para pasar parámetros a los ciclos fijos integrados de las máquinas. Si la máquina no tiene un ciclo fijo específico, Fusion generará los movimientos de posicionamiento del eje en formato de código de mano larga. Si se están realizando movimientos de código de mano larga, es posible que se obtenga una funcionalidad de Fusion adicional que no está disponible en el ciclo fijo. Si sabe que su máquina tiene un ciclo fijo para la función que ha seleccionado y está recibiendo código de mano larga, puede ponerse en contacto con alguien en el mercado para que le personalice su posprocesador.
Esta es una lista de los ciclos de taladrado de Fusion y el tipo de movimiento que generan. Para simplificar el proceso, nos referiremos a estos ciclos utilizando el código G común y los códigos alfanuméricos comunes, utilizados para definir el ciclo. Un ciclo de taladrado fijo típico utiliza un código de la serie G80. Algunos utilizarán un código de la serie G70. Estas descripciones son genéricas y no se aplican a todas las máquinas CNC.
La estructura general de ciclo fijo tendrá un aspecto similar al siguiente:
G8# X(posición) Y(posición) Z(profundidad) R(altura de retracción) Q(cantidad de picoteo incremental) P(tiempo de pausa) F(velocidad de avance)
Taladrado: G81 se utiliza normalmente para el taladrado por puntos y el taladrado básico en materiales más suaves, donde la profundidad del agujero es menor que el triple del diámetro.
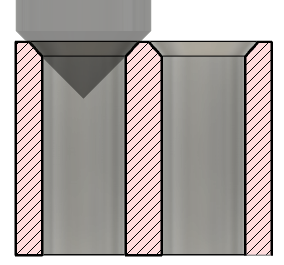 |
Movimiento de taladrado G81: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) hasta la profundidad (Z) Sale rápidamente hasta la altura de retracción (R) |
Escariado: G82 se utiliza normalmente para escariar agujeros, ya que la pausa en la profundidad final pulirá la parte inferior del agujero para lograr una superficie plana.
 |
Movimiento de escariado G82: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) hasta la profundidad (Z) pausa por una hora (P) Sale rápidamente hasta la altura de retracción (R) |
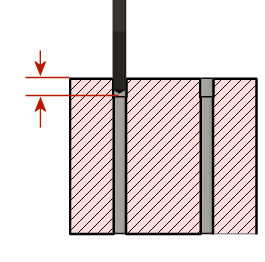
Rotura de viruta: G73 se utiliza normalmente para taladrar agujeros profundos cuando la herramienta arranca virutas largas. Después de taladrar en el agujero, la herramienta se retrae una pequeña distancia y continúa taladrando más para el siguiente incremento. Esto continúa hasta que se alcanza la profundidad completa. Estas pequeñas retracciones romperán cualquier viruta larga creada por el taladro.
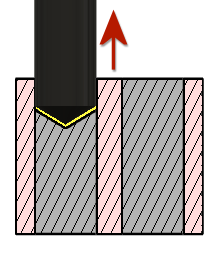 |
Movimiento de ruptura de viruta G73: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) en el agujero una distancia incremental (Q) Retrae una distancia pequeña (se muestra en amarillo) Continúa los picoteos incrementales (Q) y se retrae hasta alcanzar la profundidad final (Z) Sale rápidamente hasta la altura de retracción (R) |
Taladrado por picoteo: G83 se utiliza normalmente para taladrar agujeros profundos cuando es necesario extraer las virutas del agujero. Después de taladrar en el agujero, la herramienta se retrae al plano R, con lo que saca las virutas y permite que el refrigerante entre en el agujero. El taladro vuelve a la posición en la que lo dejó y continúa con el taladrado para el siguiente incremento. En algunos casos, existe un parámetro para reducir la cantidad de picoteo a medida que la herramienta se acerca más al agujero. Esto continúa hasta que se alcanza la profundidad completa.
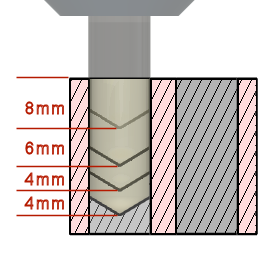 |
Movimiento de taladrado de picoteo G83: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) en el agujero una distancia incremental (Q) Retrae al "plano R" (R) Vuelve rápidamente al lugar en el que lo dejó Continúa los picoteos incrementales (Q) y se retrae hasta alcanzar la profundidad final (Z) Sale rápidamente hasta la altura de retracción (R) |
Taladrado profundo guiado/taladrado con pistola: ciclo especializado que se utiliza para taladrar agujeros profundos cuando la profundidad es mayor que 20 veces el diámetro del agujero. La mayoría de las máquinas CNC no tienen ciclos fijos de taladrado de pistola. El taladrado de pistola suele requerir un agujero piloto corto perforado en la pieza para evitar que el taladrado extremadamente largo se desplace fuera de la ubicación. El taladro también puede tener guías a lo largo del diámetro que coincidan con el diámetro de la punta de corte. De este modo, la herramienta se mantiene rígida en el agujero. Los taladros de pistola suelen utilizar refrigerante presurizado a través de la herramienta para forzar la extracción de las virutas y mantener la punta de corte lubricada. Después de avanzar en el agujero piloto, el taladro de pistola avanzará hasta la profundidad final antes de retraerse del agujero hasta el plano R.
 |
Movimiento de taladrado de pistola: Posiciones en la altura de retracción o "plano R" Avanza hacia el agujero piloto (se muestra en el diagrama) Taladra hasta alcanzar la profundidad final Sale rápidamente hasta la altura de retracción |
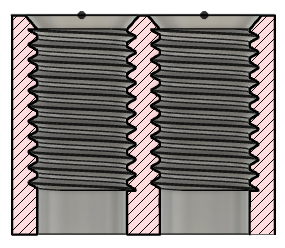
Roscado: la finalidad del roscado es cortar acanalados en espiral en el diámetro interior de un cilindro. Normalmente utiliza ciclos fijos G84 (derecha) y G74 (izquierda). Un macho de roscar es una herramienta que se parece mucho a un tornillo, excepto que las roscas son afiladas para cortar el material. Al roscar, avanza en el agujero a una velocidad que coincide con la separación de rosca y requiere una velocidad de RPM de eje sincronizada. Cuando alcanza la profundidad final, el eje invierte la dirección y sale del agujero con la misma velocidad de avance. Básicamente, atornilla la herramienta, invierte el eje y desatornilla la herramienta.
Fusion tiene varias opciones para el roscado. Debe crear una operación de ruta de herramienta de ejemplo para cada uno y comparar la salida con las muestras del manual de programación de máquinas. Esta es una descripción básica de cada ciclo de roscado y todos requieren velocidad de giro y velocidad de avance del eje síncronas.
- Roscado: roscado de roscas a derecha o a izquierda (G84/G74). La dirección del eje viene determinada por los parámetros de la biblioteca de herramientas.
- Roscado a izquierda: roscado específico para herramientas de roscado a izquierda.
- Roscado a derecha: roscado específico para herramientas de roscado a derecha.
- Roscado con rotura de viruta: roscado con rotura de viruta. Atornilla la herramienta a una distancia parcial, se invierte para romper la viruta y, a continuación, repite el proceso hasta alcanzar la profundidad final.
 |
 |
|
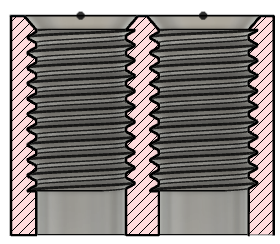
| Agujeros roscados a la derecha | Agujeros roscados a la izquierda |
Entrada: un tipo de operación de agujero más especializado. La opción Entrada permite reducir el avance y la velocidad antes de atravesar la parte inferior del agujero. Esto se puede utilizar para materiales frágiles en los que la fuerza de la entrada forma virutas en la parte inferior del agujero.
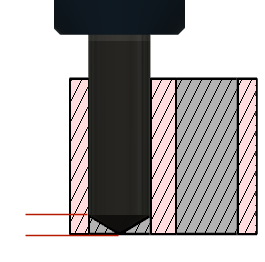 |
Movimiento de entrada: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) en el agujero Antes de alcanzar la profundidad final (se muestra en rojo), reduce la velocidad de avance El taladrado continúa hasta la profundidad final Sale rápidamente hasta la altura de retracción |
Escariado: G85 se utiliza normalmente para escariar agujeros con un diámetro de precisión.
 |
Movimiento de escariado G85: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) hasta la profundidad (Z) Avanza hacia fuera hasta la altura de retracción (R) |
Perforación: G89 se utiliza normalmente para perforar agujeros inferiores planos con un diámetro de precisión. La pausa en la profundidad final pulirá la parte inferior del agujero para lograr una superficie plana y, a continuación, la herramienta avanzará al plano R.
 |
Movimiento de mandrinado G89: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) hasta la profundidad (Z) Espera en la parte inferior (P) Avanza hacia fuera hasta la altura de retracción (R) |
Perforación con parada del eje: G86 se utiliza normalmente para perforar agujeros inferiores planos con un diámetro de precisión. El eje se detiene en la profundidad final del agujero y, a continuación, la herramienta sale rápidamente hacia el plano R.
 |
G86 Mandrinado con movimiento de detención del eje: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) hasta la profundidad (Z) Detiene el eje en la parte inferior Sale rápidamente hasta la altura de retracción (R) |
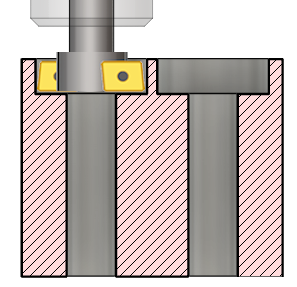
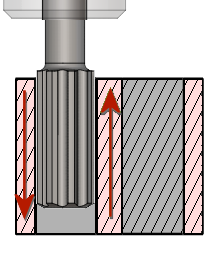
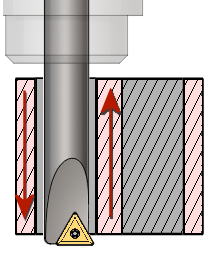
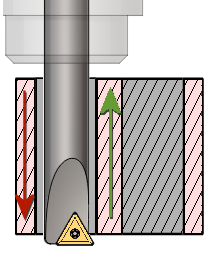
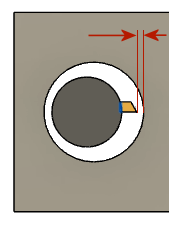
Mandrinado fino (desplazamiento): G76 se utiliza normalmente para perforar agujeros con un diámetro de precisión mediante el mecanizado en una sola dirección. El eje se detiene en la profundidad final del agujero, en algunos casos la punta de la herramienta puede orientarse a una posición específica, la herramienta se aleja de la cara del taladro y, a continuación, la herramienta sale rápidamente hacia el plano R.
 |
Movimiento de mandrinado fino G76: Posiciones en la altura de retracción o "plano R" (R) Avanza (F) hasta la profundidad (Z) Detiene el eje en la parte inferior Posiblemente realiza un movimiento de orientación del eje Desplaza la herramienta fuera de la pared del taladro (Q) Sale rápidamente hasta la altura de retracción (R) |
 |
Perforación inversa (desplazamiento): G87 se utiliza normalmente para achaflanar, mandrinar o escariar agujeros desde la parte posterior de la pieza. Este ciclo puede funcionar de varias formas.
Con una herramienta de chaflán inverso, similar a una barra mandrinadora con una superficie de corte en la parte superior de su base. En ocasiones, la inserción de estas herramientas se extiende con la fuerza centrífuga, a medida que gira el eje. Detener la retracción del eje de la inserción.
Utilizando una herramienta en forma de L colocada en el eje con una superficie de corte en la parte superior de su base. Se pega con cuidado a través del agujero cuando no está girando, orientado de modo que se ajuste a través del mismo, después se posiciona la línea central de la herramienta con la línea central del agujero, se inicia el eje y se avanza la herramienta hacia arriba para realizar el escariado. Una vez completada la operación, detenga la herramienta, desplácese fuera de la línea de centro y retrásela del agujero.
Con un eje de herramienta vacío, la herramienta entra rápidamente en la profundidad completa del agujero donde se detiene, de modo que se pueda montar una herramienta de escariado inverso con una desconexión rápida. La herramienta avanza hacia arriba para mecanizar el escariado, se desplaza hacia abajo fuera de la superficie y, a continuación, detiene el eje para que se pueda eliminar el escariado, antes de que el eje se retraiga fuera del agujero.
Debido a la complejidad del movimiento y a la cantidad de intervención manual necesaria, este tipo de operación no se suele utilizar.
 |
Movimiento de perforación inversa G87: Posiciones en la altura de retracción o "plano R" (R) Se dirige rápidamente hasta la profundidad Espera en la parte inferior (P) La herramienta de escariado inverso está enlazada al eje de herramienta La herramienta avanza hasta la profundidad del escariado La herramienta se desplaza fuera de la superficie Se ha eliminado el escariado La herramienta sale rápidamente hasta la altura de retracción (R) |
Fresado de cajera circular: Fusion utiliza este ciclo para pasar parámetros al ciclo de fresado de cajera en el control de la máquina. Visualmente, no se visualiza ningún elemento en Fusion para mostrar los fresados de cajera. Las rutas de herramienta de fresado circular 2D adaptativo o 2D sin duda realizarán un mejor trabajo de mecanizado de la cajera que el ciclo de cajera fijo en el controlador CNC. Pero la ventaja del ciclo fijo es el tamaño reducido del programa. Una sola línea de código de ciclo fijo puede borrar la misma cajera que podrían borrar 40 líneas de código, mediante 2D adaptativo o 2D circular. Otra ventaja es la capacidad de realizar ajustes en el tamaño o los pasos de corte de la cajera circular en la máquina.
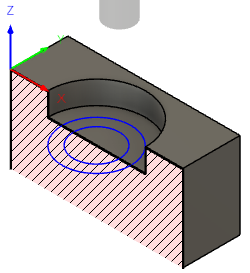 |
Movimiento de fresado de cajera circular: Posiciones en la altura de retracción o "plano R" (R) Llama al ciclo fijo No se visualizará ninguna ruta de herramienta en Fusion |
Fresado de taladro: Fusion utiliza este ciclo para pasar parámetros al ciclo de fresado de taladro en el control de la máquina. Visualmente, no se visualiza ningún elemento en Fusion para mostrar los fresados de taladro. Las rutas de herramienta de fresado de taladro 2D adaptativo o 2D sin duda realizarán un mejor trabajo de mecanizado de mandrinado que el ciclo de mandrinado fijo en el controlador CNC. Pero la ventaja del ciclo fijo es el tamaño reducido del programa. Una sola línea de código de ciclo fijo puede borrar el mismo taladro que podrían borrar 40 líneas de código, mediante el taladro 2D adaptativo o 2D. Otra ventaja es la capacidad de realizar ajustes en el tamaño o los pasos de corte del taladro en la máquina.
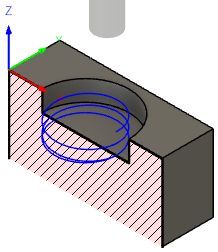 |
Movimiento de fresado de taladro: Posiciones en la altura de retracción o "plano R" (R) Llama al ciclo fijo No se visualizará ninguna ruta de herramienta en Fusion |
Fresado de rosca: Fusion utiliza este ciclo para pasar parámetros al ciclo de fresado de rosca en el control de la máquina. Visualmente, no se visualiza ningún elemento en Fusion para mostrar los fresados de taladro. La ruta de herramienta de fresado de rosca 2D sin duda realizará un mejor trabajo de mecanizado de las roscas que el ciclo de roscado fijo en el controlador CNC. Pero la ventaja del ciclo fijo es el tamaño reducido del programa. Una sola línea de código de ciclo fijo puede mecanizar las mismas roscas que podrían mecanizar 40 líneas de código, mediante el subprocesamiento 2D. Otra ventaja es la capacidad de realizar ajustes en el tamaño o en los pasos de corte de las roscas, en la máquina.
|
Movimiento de fresado de rosca: Posiciones en la altura de retracción o "plano R" (R) Llama al ciclo fijo No se visualizará ninguna ruta de herramienta en Fusion |
Personalizado: Fusion utiliza este ciclo para pasar parámetros al ciclo de sondeo en el control de la máquina. Visualmente, no se visualiza ningún elemento en Fusion para mostrar los movimientos de sondeo. Las herramientas de inspección de Fusion ofrecen más opciones de sondeo e información visual del proceso de sondeo. Sin duda, realizarán un mejor trabajo, si se necesita sondear.
| Movimiento de sondeo: Posiciones en la altura de retracción o "plano R" (R) Llama al ciclo fijo No se mostrará ningún movimiento en Fusion |