Palpage d’origine - Référence
Les cycles de palpage constituent un processus d’usinage conçu pour définir un point zéro sur une pièce et pour inspecter cette dernière.
Fabriquer > Inspection > Palpage > Palpage d’origine ![]()
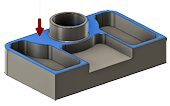
Vous pouvez palper le modèle de pièce ou le corps de brut. Lorsque vous sélectionnez la fonction géométrique ou le point à palper, le cycle de palpage approprié est sélectionné et les options disponibles sont mises à jour.
Vous pouvez utiliser les cycles de palpage pour localiser différentes positions :
- Contrôle d'un seul axe
- Contrôle du coin
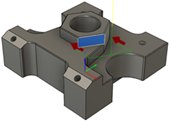
- Contrôle du centre du bloc
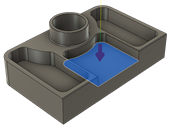
- Contrôle du centre d'une empreinte rectangulaire
- Contrôle du centre d'un bossage circulaire
- Contrôle du centre d'un perçage circulaire
- Contrôle des empreintes rectangulaires et circulaires avec îlots
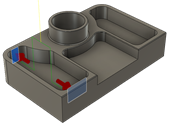
- Contrôle entre deux parois/faces
Spécifiez les tolérances pour vérifier que la position et la taille des fonctions géométriques sur le brut ou le modèle de pièce respectent la tolérance. Elles permettent par exemple de vérifier si la pièce ou le brut souhaité est utilisé et si cette pièce ou ce brut a été chargé correctement. Indiquez à la machine CNC d’interrompre l’usinage et d’afficher un message sur le contrôleur si la position ou la taille sont hors tolérance.
La boîte de dialogue Palpage contient quatre onglets : Outil, Géométrie, Hauteurs et Paramètres. Une grande partie des paramètres proposés dans ces onglets sont identiques à ceux que vous trouveriez pour n’importe quelle trajectoire d’outil d’usinage.
Outil
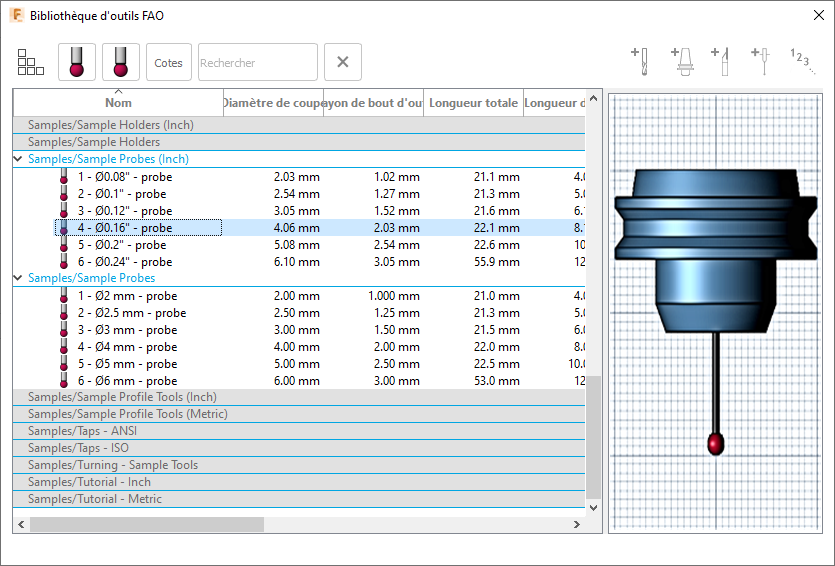
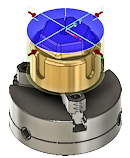
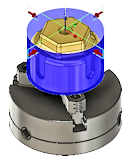
Cliquez sur Sélectionner et faites défiler la liste vers le bas jusqu’à la bibliothèque Samples/Sample Probes pour sélectionner un palpeur, puis cliquez sur OK.
Vitesse d’avance de liaison
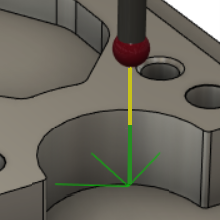
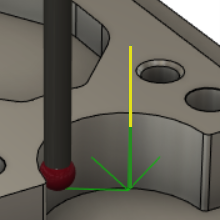
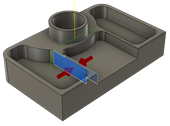
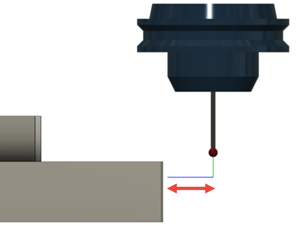
Définit la vitesse du palpeur pendant les mouvements de liaison qui sont effectués avant et après que le palpeur avance et entre en contact avec la pièce. Les mouvements de liaison sont affichés en jaune dans la zone de dessin.
Vitesse d’avance d’entrée
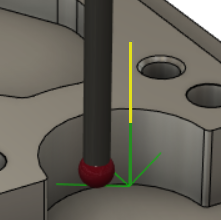
Définit la vitesse du palpeur pendant les mouvements d’approche effectués avant et après que le palpeur touche la pièce. Les mouvements d’approche sont affichés en vert dans la zone de dessin.
Si le palpeur est configuré pour effectuer deux contacts, le premier contact est à la vitesse d’avance d’entrée et le second à la vitesse d’avance de mesure.
Vitesse d’avance de mesure
Définit la vitesse du palpeur pendant les mouvements de mesure, à savoir lorsque le palpeur touche la pièce.
Si le palpeur est configuré pour effectuer deux contacts, le premier contact est à la vitesse d’avance d’entrée et le second à la vitesse d’avance de mesure.
Mode de palpage
Vous pouvez choisir de sélectionner des faces à partir du modèle ou du brut. Les options de sélection varient en fonction de ce choix.
Si vous sélectionnez une paroi, une fonction de palpage basée sur un axe est créée. Si vous sélectionnez la face supérieure, des options de palpage supplémentaires peuvent être disponibles. Les faces sélectionnées déterminent le type de cycle de palpage que vous pouvez réaliser. Gardez à l’esprit qu’il n’est pas nécessaire de se trouver dans l’onglet Géométrie pour sélectionner une face.
Surface(s) de palpage – Modèle
Indique le nombre de faces sélectionnées dans le modèle. La sélection détermine le type de palpage à effectuer.
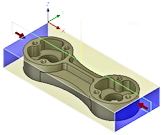
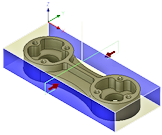
Exemples de faces sélectionnées et d’options de type de palpage :
 |
 |
| Surfaces simples (surface Z illustrée) | Surfaces simples à un angle (angle le long de l’axe Y illustré) |
 |
 |
| Coins (coin extérieur XY illustré) | Canaux (canal Y illustré) |
 |
 |
| Parois (Paroi X illustrée) | Bossages (bossage circulaire XY illustré) |
 |
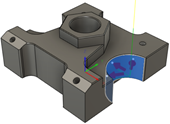 |
| Perçages (perçage circulaire XY illustré) | Perçages et bossages partiels (perçage partiel circulaire XY illustré) |
gif
Exemple de changement de la position des points sur un perçage partiel.
Si vous souhaitez placer le palpage à l’endroit exact où vous cliquez sur le modèle, sélectionnez Utiliser le point de sélection.
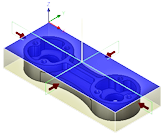
Palpage de surfaces du brut – Brut
Indique le nombre de faces sélectionnées dans le brut. La sélection détermine le type de palpage à effectuer.
Exemples de faces sélectionnées et d’options de type de palpage :
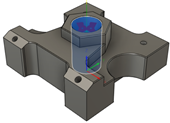
 |
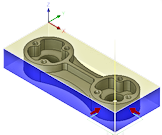 |
| Face supérieure sélectionnée pour le centre du brut (bossage rectangulaire XY illustré) | Deux parois perpendiculaires sélectionnées pour le coin du brut (coin extérieur XY illustré) |
 |
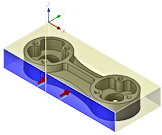 |
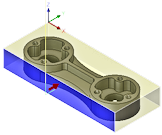
| Paroi unique X ou Y sélectionnée (surface Y illustrée) | Paroi unique X ou Y sélectionnée (Angle le long de l’axe Y illustré) |
 |
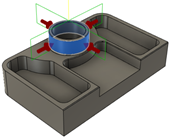
 |
| Face supérieure sélectionnée pour le centre du bossage (bossage circulaire XY illustré) | Sélection de face cylindrique pour le centre du bossage (bossage circulaire XY illustré) |
 |
 |
| Deux parois opposées dans X pour le centre du bloc X (paroi X illustrée) | Deux parois opposées dans Y pour le centre du bloc Y (paroi Y illustrée) |
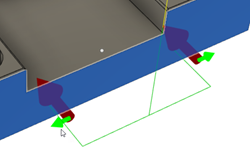
Utiliser le point de sélection
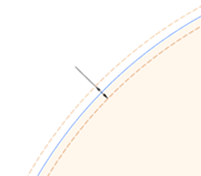
Lorsque cette option est sélectionnée, le palpage est effectué au niveau du point réel choisi sur la surface sélectionnée. Une flèche rouge indique le point sélectionné.
Type de palpage
Affiche les cycles de palpage disponibles, selon votre sélection. Le mode de palpage et la face sélectionnés déterminent le type de palpage pouvant être effectué.
Approche
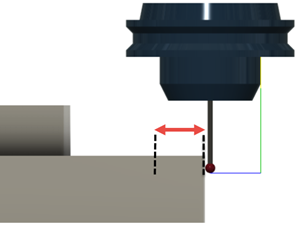
Entrez une valeur pour indiquer à quelle distance de la normale de surface le palpage doit commencer à approcher la surface. Par défaut, l’approche est le double du diamètre de palpage.
Espacement
Définit l’espacement du contrôle entre les points lorsqu’un angle est calculé à partir de la face sélectionnée.
Translation
Indiquez une valeur pour spécifier la distance maximale au-delà de laquelle le contrôle peut s’éloigner du point de contact attendu tout en enregistrant une mesure.
Si aucun contact n’est établi sur cette distance, le contrôle renvoie une mesure incorrecte.
Tolérances
Valeurs d’écart acceptables, en matière de position, de taille ou d’angle de la fonction géométrique mesurée, sur le modèle ou sur le brut. Ces tolérances bilatérales correspondent aux degrés de variation de la position, de la taille ou de l’angle par rapport à leur valeur nominale pour lesquels les valeurs sont toujours considérées comme respectant la tolérance.
Par exemple, lors du palpage du diamètre d’un bossage, la tolérance de taille peut être considérée par une bande représentant un diamètre maximum et minimum située autour du diamètre réel. Une tolérance de 0,1 mm pour un bossage de 15 mm de diamètre signifie que le diamètre doit être compris entre 14,9 et 15,1 mm.
Si la fonction géométrique mesurée est en dehors des limites de tolérance, vous pouvez utiliser les options Hors de la position, Taille incorrecte et Oblique de l’onglet Action pour indiquer à la machine CNC de cesser l’usinage et d’afficher un message sur le contrôleur.
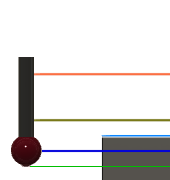
Hauteurs
Les différentes hauteurs pour le palpeur.
Hauteur de sécurité
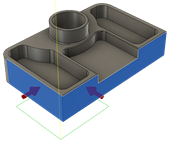
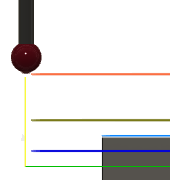
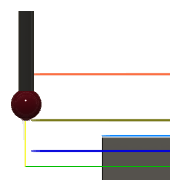
Première hauteur jusqu’à laquelle le palpage se déplace pour rejoindre le début du palpage et le point auquel il retourne une fois le processus terminé. Cette position peut être définie par rapport au brut, au modèle, à une autre référence ou à une position sélectionnée par l’utilisateur. La hauteur est indiquée en orange.
Le paramètre Depuis définit la référence du paramètre Hauteur de dégagement :
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Dessus de la surface de palpage : décalage incrémentiel par rapport à la partie supérieure de la surface la plus basse sélectionnée.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Le décalage est défini par rapport à la sélection du paramètre Depuis. Saisissez une valeur ou faites glisser le cercle orange dans la zone de dessin.
Hauteur de rétraction
Définit une hauteur intermédiaire, entre la hauteur de dégagement et la hauteur inférieure, utilisée entre les mouvements de palpage. Si le cycle de palpage doit vérifier plusieurs emplacements, il s’agit de la hauteur atteinte entre chaque palpage. La hauteur est indiquée en vert foncé.
Le paramètre Depuis définit la référence du paramètre Hauteur de retrait :
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Dessus de la surface de palpage : décalage incrémentiel par rapport à la partie supérieure de la surface la plus basse sélectionnée.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Le décalage est défini par rapport à la sélection du paramètre Depuis. Saisissez une valeur ou faites glisser le cercle vert foncé dans la zone de dessin.
Hauteur inférieure
Détermine la profondeur de palpage réelle. Cette position dépend du point de contact du palpage et non de la partie inférieure de la pointe du palpage. Par défaut, un palpage de type sphérique est décalé vers le haut, d’une distance définie par son rayon. La hauteur est indiquée en bleu.
Le paramètre Depuis définit la référence du paramètre Hauteur inférieure :
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Dessus de la surface de palpage : décalage incrémentiel par rapport à la partie supérieure de la surface la plus basse sélectionnée.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Le décalage est défini par rapport à la sélection du paramètre Depuis. Saisissez une valeur ou faites glisser le cercle bleu dans la zone de dessin.
Système d’axes
Contrôle le système de coordonnées qui pilote cette opération de palpage.
Remplacer le repère pilote
Lorsque cette option est sélectionnée, le palpeur est piloté à partir d’un système de coordonnées différent (Remplacement du repère SCG) par celui défini dans la posage (Origine du système d’axes [WCS]).
Le remplacement du repère SCG pour cette opération de palpage n’est pas mis à jour, mais l’origine du système d’axes (WCS) pour les opérations d’usinage ultérieures est mis à jour. Cela verrouille le système de coordonnées du palpeur.
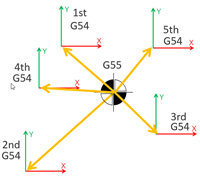
Exemple d’origine du système d’axes (WCS) mise à jour (1=G54), mais remplacement du repère SCG inchangé (2=G55) pour plusieurs pièces.
Lorsque cette option est désélectionnée, le palpeur est piloté à partir du même système de coordonnées que celui défini dans la posage (Origine du système d’axes [WCS]).
L’origine du système d’axes (WCS) pour cette opération de palpage et les opérations d’usinage suivantes sont mises à jour.
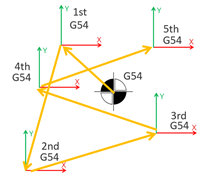
Exemple d’origine du système d’axes (WCS) mise à jour (1=G54) pour plusieurs pièces.
Remplacement du repère SCG
Numéro du système de coordonnées qui pilote cette opération de palpage. Le numéro correspond à un code G spécifique, défini par le post-processeur.
SCG à mettre à jour
Numéro du système de coordonnées dans la posage (Origine du système d’axes [WCS]) qui sera mis à jour en fonction des résultats de cette opération de palpage. Le numéro correspond à un code G spécifique, défini par le post-processeur.
Hors de la position
En sélectionnant cette option, vous indiquez à la machine CNC d’interrompre l’usinage et d’afficher un message sur le contrôleur lorsque la position de la fonction géométrique est en dehors des limites de tolérance.
Taille incorrecte
En activant cette option, vous indiquez à la machine CNC d’interrompre l’usinage et d’afficher un message sur le contrôleur lorsque la taille de la fonction géométrique est en dehors des limites de tolérance.
Oblique
En activant cette option, vous indiquez à la machine CNC d’interrompre l’usinage et d’afficher un message sur le contrôleur lorsque l’angle de la fonction géométrique est en dehors des limites de tolérance.
Imprimer les résultats
Lorsque cette option est sélectionnée, les résultats du palpage s’affichent sur le contrôleur de la machine CNC. Les résultats peuvent également être générés dans un fichier de résultats généré par la machine qui peuvent être importés dans Fusion.
Par défaut, les résultats sont séparés à l’aide d’un système de numérotation incrémentiel. Le numéro de fonction est incrémenté, mais pas le numéro de pièce. Cette option s’avère pratique lors du palpage de plusieurs faces sur une seule pièce.
Sélectionnez Incrémenter le numéro de composant pour incrémenter le numéro de pièce dans les résultats, tout en réinitialisant le numéro de fonction. Cette option s’avère pratique lors du palpage d’une même face sur plusieurs pièces.