Stratégie de palpage d’origine
La stratégie de palpage d’origine ![]() crée une opération de palpage pour localiser le brut et les fonctions et mettre à jour le système de coordonnées défini dans le posage (Origine système d’axes) à l’aide de cycles de palpage (macros) sur la machine CNC. Les résultats d’inspection peuvent être importés depuis un fichier de résultats générés par la machine ou importés en temps réel en utilisant une connexion en direct entre Fusion et la machine-outil.
crée une opération de palpage pour localiser le brut et les fonctions et mettre à jour le système de coordonnées défini dans le posage (Origine système d’axes) à l’aide de cycles de palpage (macros) sur la machine CNC. Les résultats d’inspection peuvent être importés depuis un fichier de résultats générés par la machine ou importés en temps réel en utilisant une connexion en direct entre Fusion et la machine-outil.
La vérification de la position et de la taille d’une pièce par rapport aux tolérances spécifiées vous aide à déterminer si la pièce est correctement chargée et si sa taille est correcte avant de l’usiner. Si les mesures dépassent les tolérances acceptables, la machine CNC peut être invitée à s’arrêter avec un message. L’utilisation du palpage pour affiner le système d’axes de travail améliore également la répétabilité par rapport à son utilisation manuelle.
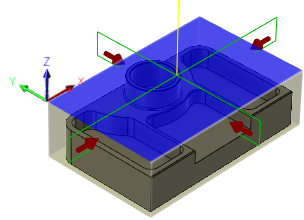
Exemple d’opération de palpage d’origine sur un modèle de brut.
Le paramètre Remplacer le système d’axes pilote dans la boîte de dialogue Palpage d’origine vous permet de contrôler le système de coordonnées qui pilote le palpeur. Lorsque cette option est sélectionnée, le palpeur est piloté à partir d’un système de coordonnées différent (Remplacement du repère SCG) par celui défini dans la posage (Origine du système d’axes [SCG]).