Rainure – Référence
L’option Rainure permet de fraiser une trajectoire de trait d’axe en sélectionnant des arêtes ou des esquisses. Elle ne permet pas d’appliquer un contour au périmètre de la rainure sélectionnée. La largeur de l'outil doit être inférieure ou égale à celle de la rainure. La rainure peut être ouverte, fermée, droite, circulaire, ou comporter plusieurs courbes. La forme doit toutefois être continue sur la largeur de la rainure. Cette option s’avère utile pour dégager un canal avant l’usinage d’une limite.
Fabrication > Fraisage > 2D > Rainure ![]()
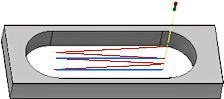
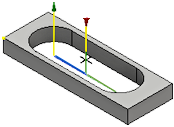
L’animation ci-dessous montre une rainure de 10 mm de largeur. La fente est usinée par un outil de diamètre de 10 mm.
Les paramètres par défaut définis pour l’option Rainure permettent d’avancer en rampe jusqu’à la profondeur finale. Sélectionnez l’esquisse ou l’arête inférieure représentant la rainure.
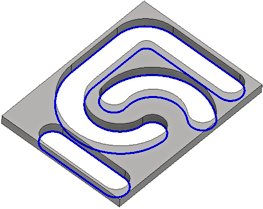 Sélection de la géométrie pour une opération de Rainure |
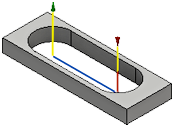
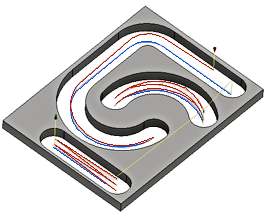 Trajectoire d’outil générée pour la géométrie sélectionnée |
 Paramètres de l’onglet Outil
Paramètres de l’onglet Outil
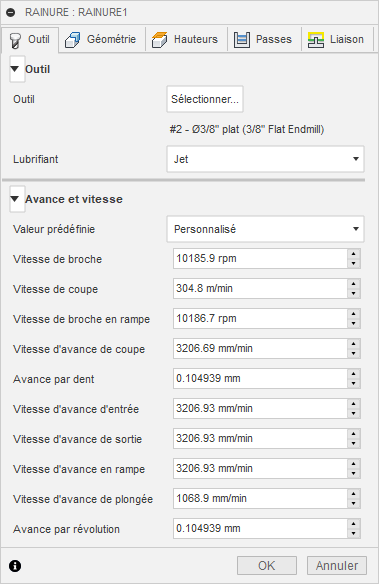
Liquide de refroidissement
Sélectionnez le type de liquide de refroidissement employé avec la machine-outil. Tous les types ne conviennent pas à l'ensemble des post-processeurs de machines.
Avance et vitesse
Paramètres de coupe pour les broches et l'avance.
- Vitesse de broche : vitesse de rotation de la broche exprimée en rotations par minute (rpm).
- Vitesse de coupe : vitesse à laquelle la matière se déplace le long de l’arête de coupe de l’outil (SFM ou m/min).
- Vitesse de broche en rampe : vitesse de rotation de la broche lors de la réalisation de mouvements de rampe.
- Vitesse d’avance de coupe : vitesse d’avance utilisée dans les mouvements de coupe réguliers. Exprimée en pouces/min (PPM) ou mm/min.
- Vitesse par dent : vitesse d’avance de coupe exprimée en tant qu’avance par dent (FPT).
- Vitesse d’avance d’entrée : avance utilisée lors de l’entrée dans un mouvement de coupe.
- Vitesse d’avance de sortie : avance utilisée lors de la sortie d’un mouvement de coupe.
- Vitesse d’avance en rampe : avance utilisée lors de la réalisation de rampes hélicoïdales dans le brut.
- Vitesse d’avance de plongée : avance utilisée lors de la plongée dans le brut.
- Avance par révolution : vitesse d’avance de plongée exprimée en tant qu’avance par révolution.
 Paramètres de l’onglet Géométrie
Paramètres de l’onglet Géométrie
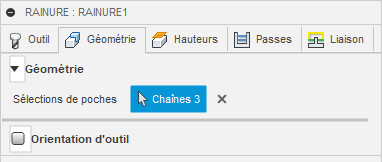
Géométrie
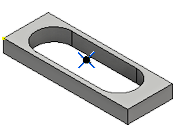
La rainure peut être utilisée sur une arête ou une esquisse représentant une rainure.
Sélection de poche
Les limites ouvertes ou fermées peuvent être usinées en sélectionnant des arêtes ou des esquisses. La rainure peut être droite, circulaire, ou comporter plusieurs courbes. La forme doit toutefois être continue sur la largeur de la rainure.
Sélection de la géométrie pour une opération de Rainure |
Trajectoire d’outil générée pour la géométrie sélectionnée |
Orientation de l’outil
Spécifie le mode d’orientation de l’outil à l’aide d’une combinaison d’options d’origine et d’orientation du trièdre.
Le menu déroulant Orientation propose les options suivantes pour définir l’orientation des axes X, Y et Z du trièdre :
- Régler orientation du WCS : utilise le système de coordonnées de la pièce de travail (WCS) de la posage actuelle pour l’orientation de l’outil.
- Orientation du modèle : utilise le repère de la pièce active pour l’orientation de l’outil.
- Sélectionner Z axe/plan et axe X : permet de sélectionner une face ou une arête pour définir l’axe Z et une autre face ou arête pour définir l’axe X. Les axes X et Z peuvent tous deux être inversés de 180 degrés.
- Sélectionner Z axe/plan et axe Y : permet de sélectionner une face ou une arête pour définir l’axe Z et une autre face ou arête pour définir l’axe Y. Les axes Z et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner les axes X et Y : permet de sélectionner une face ou une arête pour définir l’axe X et une autre face ou arête pour définir l’axe Y. Les axes X et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner le système d’axes : définit une orientation d’outil spécifique pour cette opération à partir d’un système de coordonnées utilisateur dans le modèle. Cette option utilise à la fois l’origine et l’orientation du système de coordonnées existant. Choisissez-la si votre modèle ne contient pas de point ni de plan appropriés pour votre opération.
Le menu déroulant Origine propose les options suivantes pour localiser l’origine du trièdre :
- Régler origine du WCS : utilise l’origine du repère de la posage actuelle pour l’orientation de l’outil.
- Origine du modèle : utilise l’origine du système d’axes de travail de la pièce active pour définir l’origine de l’outil.
- Sélectionner le point : permet de sélectionner un sommet ou une arête comme origine du trièdre.
- Point de cube de brut : permet de sélectionner un point sur le cube capable du brut pour définir l’origine du trièdre.
- Coin du modèle : permet de sélectionner un point sur le cube capable du modèle pour définir l’origine du trièdre.
 Paramètres de l’onglet Hauteurs
Paramètres de l’onglet Hauteurs
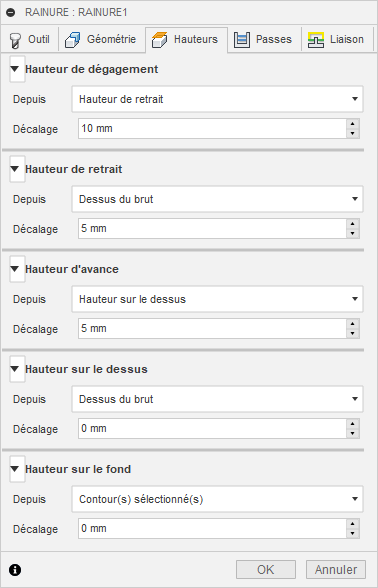
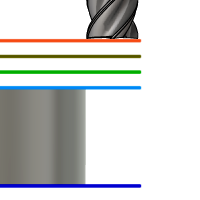
Hauteur de sécurité
La hauteur de sécurité correspond à la première hauteur que l’outil atteint sur son chemin en direction du début de la trajectoire d’outil.
Hauteur de sécurité
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur sur le dessus.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionné(s) : décalage incrémentiel à partir d’un contoursélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage de hauteur de dégagement
Le paramètre Décalage de hauteur de dégagement est appliqué. Il est défini par rapport à la hauteur de dégagement sélectionnée dans la liste déroulante ci-dessus.
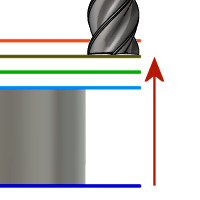
Hauteur de rétraction
La hauteur de rétraction spécifie la hauteur qu’atteint l’outil avant la passe de coupe suivante. Elle doit être définie sur une valeur supérieure à celle des paramètres Hauteur d’avance et Haut. La hauteur de rétraction s’utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de rétraction
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur sur le dessus.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionné(s) : décalage incrémentiel à partir d’un contoursélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage de la hauteur de rétraction
Le paramètre Décalage de la hauteur de rétraction est appliqué. Il est défini par rapport à la hauteur de rétraction sélectionnée dans la liste déroulante ci-dessus.
Hauteur d’avance
La hauteur d'avance définit la hauteur jusqu'à laquelle l'outil accélère avant de passer à la vitesse d'avance/de plongée pour pénétrer la pièce. Elle doit être supérieure à la valeur du paramètre Haut. Une opération de perçage utilise cette hauteur comme hauteur de travail initiale et hauteur de rétraction entre les picotins. La hauteur d’avance s’utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur d’avance
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Désactivée : la désactivation de l’option Hauteur d’avance pousse l’outil à accélérer jusqu’à l’entrée.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur sur le dessus.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionné(s) : décalage incrémentiel à partir d’un contoursélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage de hauteur d’avance
Le paramètre Décalage de hauteur d'avance est appliqué. Il est défini par rapport à la hauteur d'avance sélectionnée dans la liste déroulante ci-dessus.
Hauteur supérieure
La hauteur supérieure définit la hauteur qui décrit le haut de la coupe. Elle doit être définie sur une valeur supérieure à celle du paramètre Bas. La hauteur supérieure s’utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur supérieure
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionné(s) : décalage incrémentiel à partir d’un contoursélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage supérieur
Le paramètre Décalage supérieur est appliqué. Il est défini par rapport à la hauteur supérieure sélectionnée dans la liste déroulante ci-dessus.
Hauteur inférieure
La hauteur inférieure détermine les valeurs finales de hauteur et de profondeur d'usinage, ainsi que la profondeur maximale atteinte par l'outil dans le brut. Elle doit être définie sur une valeur inférieure à celle du paramètre Haut. La hauteur inférieure s’utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur inférieure
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur sur le dessus.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionné(s) : décalage incrémentiel à partir d’un contoursélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage inférieur
Le paramètre Décalage inférieur est appliqué. Il est défini par rapport à la hauteur inférieure sélectionnée dans la liste déroulante ci-dessus.
 Paramètres de l’onglet Passes
Paramètres de l’onglet Passes
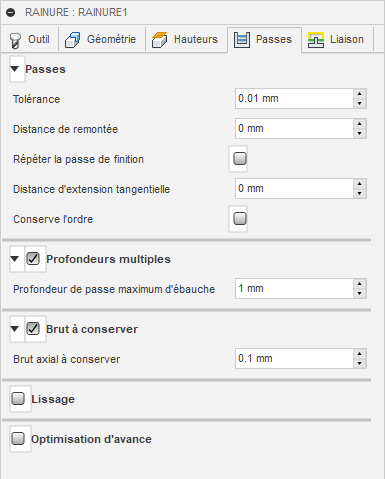
Tolérance
Tolérance utilisée lors de la linéarisation d'une géométrie telle que des splines et des ellipses. La tolérance est considérée comme la distance maximale de la corde.
 |
 |
| Tolérance large de 0,100 | Tolérance stricte de 0,001 |
Le mouvement de fraisage par contournage des machines CNC est contrôlé à l’aide des commandes de ligne G1 et d’arc G2 G3. Pour s’adapter à ce comportement, Fusion calcule de manière approximative les trajectoires d’outils de spline et de surface en leur appliquant une linéarité. De nombreux segments de ligne courts destinés à représenter approximativement la forme souhaitée sont ainsi créés. La précision de l’adéquation entre la trajectoire d’outil et la forme souhaitée dépend largement du nombre de lignes utilisé. En effet, plus le nombre de lignes est important, plus la trajectoire d’outil s’approche de la forme nominale de la spline ou de la surface.
Surcharge de données
Il peut s’avérer tentant d’avoir systématiquement recours à des valeurs de tolérances très strictes, mais cela s’accompagnerait de certains inconvénients : augmentation de la durée de calcul des trajectoires d’outil, augmentation de la taille des fichiers de code G et mouvements de ligne très courts. Les deux premiers points posent peu de problème, car Fusion exécute rapidement les calculs et la plupart des systèmes modernes disposent d’au moins 1 Mo de RAM. Cependant, les mouvements de ligne courts, associés à des avances importantes, peuvent entraîner un phénomène connu sous le nom de "data starving".
Ce phénomène se produit lorsque la commande, submergée par la profusion de données à traiter, ne parvient plus à suivre. Les commandes CNC peuvent uniquement traiter un nombre fini de lignes de code (blocs) par seconde. Cela peut représenter à peine 40 blocs/seconde sur les anciennes machines et 1 000 blocs/seconde ou plus sur une machine récente, telle que les modèles de Haas Automation. Il arrive que les mouvements de ligne courts et les avances importantes forcent la vitesse de traitement au-delà des capacités de gestion de la commande. Lorsque cela se produit, la machine doit marquer une pause après chaque mouvement et attendre l'émission de la commande servo suivante.
Distance de rétraction
Après avoir atteint la fin de la coupe, l'outil s'écarte de la paroi avant de se retirer complètement.
 Remontée définie sur 0,0 |
 Remontée définie sur 0,25 |
Répéter la passe de finition
Lorsque cette option est sélectionnée, l'outil effectue une coupe supplémentaire pour retirer le brut restant suite à la déviation de l'outil.
Passe de finition désactivée |
 Passe de finition activée |
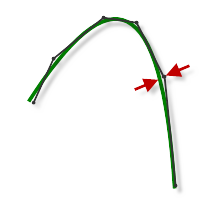
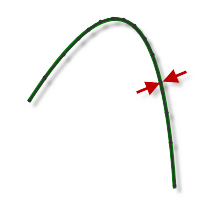
Distance d’extension de fragment tangentielle
Spécifie l’extension tangentielle des passes sur les rainures ouvertes.
Conserver l’ordre
Si cette option est activée, les fonctions sont usinées dans l’ordre dans lequel elles ont été sélectionnées. Sinon, l’ordre de la trajectoire d’outil est optimisé pour maximiser l’efficacité du parcours.
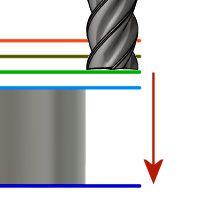
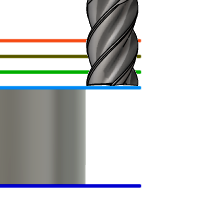
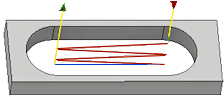
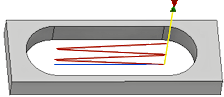
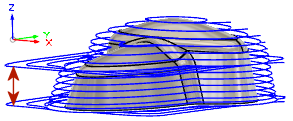
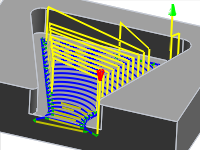
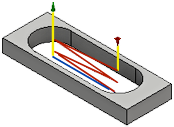
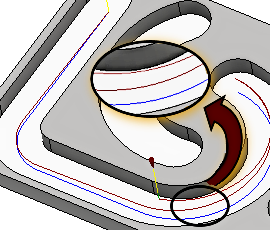
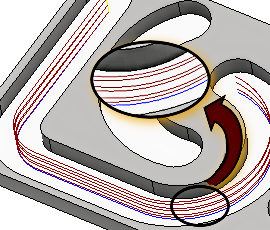
Profondeurs multiples
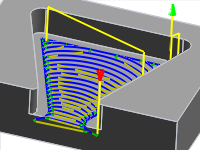
Par défaut, l'action associée à la rainure consiste à avancer en rampe jusqu'à la profondeur. L'outil avancera en zigzag jusqu'à la profondeur complète. L'une des manières permettant de réduire la charge de l'outil consiste à effectuer plusieurs coupes en profondeur.
Sans plusieurs coupes en profondeur |
 Avec plusieurs coupes en profondeur (ligne bleue) |
Pas en Z maximum
Spécifie la distance pour le pas en Z maximum entre deux niveaux Z. Le pas en Z maximum est appliqué à toute la profondeur, moins les quantités correspondant au brut restant et à la passe de finition.
 |
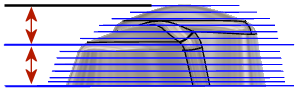 |
- La passe de finition finale peut être inférieure au pas en Z maximum.
- Exemple sans pas en Z de finition.
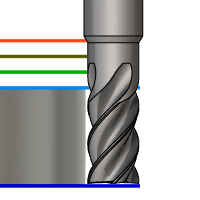
Brut axial à conserver (sol)
Détermine la quantité de matière à conserver dans la direction axiale (le long de l'axe Z), c'est-à-dire à l'extrémité de l'outil. Utilisez une valeur de brut négative pour retirer plus de matière au niveau du fond de la rainure.
Lissage
Lisse la trajectoire d'outil en supprimant des points et des arcs d'ajustement en trop dans la mesure du possible et dans la plage de tolérance de filtrage donnée.
 |
 |
| Lissage désactivé | Lissage activé |
Le lissage permet de réduire la taille du code sans sacrifier la précision. Le principe du lissage est le suivant : les lignes colinéaires sont remplacées par une seule ligne et les lignes multiples des zones incurvées par des arcs tangents.
Les effets du lissage peuvent être considérables. La taille du fichier de code G peut être réduite de moitié, voire plus. La machine fonctionnera plus rapidement et de manière plus fluide, et la finition de surface aura un meilleur aspect. La proportion de réduction du code dépend de la façon dont la trajectoire d’outil se prête au lissage. Le filtrage fonctionne bien pour les trajectoires d’outil situées essentiellement sur un plan principal (XY, XZ ou YZ), telles que les trajectoires parallèles. En revanche, les autres types, comme les crêtes en 3D, sont moins réduits.
Tolérance de lissage
Indique la tolérance du filtre de lissage.
Le lissage donne des résultats optimaux lorsque la tolérance (c’est-à-dire la précision avec laquelle la trajectoire linéarisée initiale est générée) est supérieure ou égale à la tolérance de lissage (ajustement de l’arc de ligne).
Optimisation Avance
Indique que l’avance doit être réduite au niveau des coins.
Changement de direction maximal
Précise le changement angulaire maximal autorisé avant la réduction de l’avance.
Rayon d’avance réduite
Indique le rayon minimal autorisé avant la réduction de l’avance.
Distance d’avance réduite
Spécifie la distance de réduction de l’avance avant un coin.
Vitesse d’avance réduite
Indique l’avance réduite à appliquer dans les coins.
Coins intérieurs uniquement
Activez cette option pour réduire uniquement l’avance sur les coins intérieurs.
 Paramètres de l’onglet Liaison
Paramètres de l’onglet Liaison
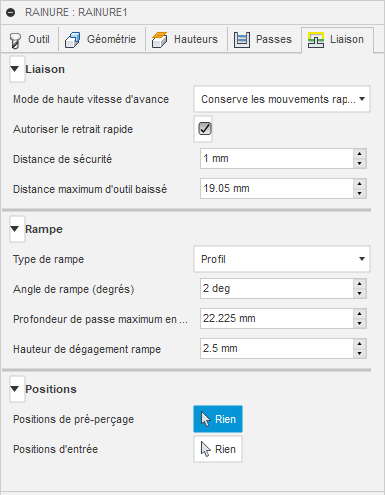
Mode de haute vitesse d’avance
Indique les situations dans lesquelles les mouvements rapides doivent être convertis en mouvements réellement rapides (G0) et quand ils doivent être convertis en mouvements UGV (G1).
- Conserve les mouvements rapides : tous les mouvements rapides sont conservés.
- Conserve les mouvements rapides axiaux et radiaux : les mouvements rapides strictement horizontaux (radiaux) ou verticaux (axiaux) sont traduits en mouvements réellement rapides.
- Conserve les mouvements rapides axiaux : seuls les mouvements rapides verticaux sont conservés.
- Conserve les mouvements rapides radiaux : seuls les mouvements rapides horizontaux sont conservés.
- Conserve les mouvements rapides sur un seul axe : uniquement les mouvements rapides se déplaçant selon un seul axe (X, Y ou Z).
- Toujours utiliser UGV : traduit les mouvements rapides en mouvements G01 (à haute vitesse d’avance) plutôt qu’en mouvements rapides (G0).
Ce paramètre est généralement défini pour éviter les collisions lors des mouvements rapides sur les machines qui effectuent des mouvements de type « déviation » à ces endroits.
Haute vitesse d'avance
Vitesse d’avance à utiliser pour les mouvements rapides traduits en mouvements G1 plutôt que G0.
Autoriser la rétraction rapide
Lorsque ce paramètre est activé, les rétractions s’effectuent sous forme de mouvements rapides (G0). Désactivez ce paramètre pour forcer les rétractions à la vitesse de sortie.
Distance de sécurité
Distance minimale entre l’outil et les surfaces de la pièce lors des mouvements de rétraction. Cette distance est mesurée après l’application de la surépaisseur, de sorte que si une surépaisseur négative est utilisée, il convient de faire particulièrement attention à ce que la distance de sécurité soit suffisamment grande pour éviter les collisions.
Distance outil baissé maximum
Indique la distance maximale autorisée pour les mouvements avec l'outil baissé.
 Distance outil baissé maximum de 1" |
 Distance outil baissé maximum de 2" |
Type de rampe
Indique la manière dont l'outil se déplace vers le bas pour effectuer chaque ouverture de profondeur.
 Pré-perçage |
 Emplacement du point de pré-perçage |
 Plongée au début de la coupe |
|
 Profil |
Le profil suit la rainure. Il s'agit du type de rampe par défaut. L'outil avance en rampe jusqu'à l'angle spécifié sur la longueur de la rainure. Si l'outil doit atteindre la profondeur complète, il peut être nécessaire d'appliquer des mouvements de rampe en zigzag. Vous pouvez limiter la profondeur de la rampe à l'aide de l'option Pas en Z de rampe maximum. |
Angle de rampe (degrés)
Indique l’angle de rampe maximal. Si le paramètre Type de rampe est défini sur Profil, l’outil avance en rampe jusqu’à l’angle spécifié sur la longueur de la rainure.
Pas en Z de rampe maximum
Indique la profondeur de rampe maximale lors de l'utilisation de l'option Contour - Type de rampe sur les rainures longues. Cela permet de limiter la charge de l'outil pour les rainures très profondes ou très courtes.
 Pas en Z de rampe maximum de 0,750 po |
 Pas en Z de rampe maximum de 0,300 po |
Hauteur de dégagement rampe
Hauteur au-dessus du brut au niveau de laquelle démarre la trajectoire d'outil de rampe.
Positions de pré-perçage
Sélectionnez les points au niveau desquels des perçages ont été effectués pour permettre le passage de l'outil de coupe dans la matière. Utilisé avec l'option Pré-perçage - Type de rampe.
Emplacement du point de pré-perçage |
La plongée démarre au point de pré-perçage. |
Positions d’entrée
Sélectionnez la géométrie à proximité de l'emplacement auquel vous souhaitez faire passer l'outil.