Informations de référence sur la construction de fonction
Cette fonctionnalité fait partie d'une extension. Les extensions sont une manière flexible d’accéder à des fonctionnalités supplémentaires dans Fusion. En savoir plus.
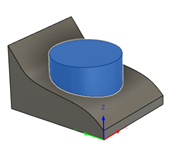
Utilisez la boîte de dialogue Construction de fonction pour spécifier les détails d’une trajectoire d’outil de construction de fonction.
Fabriquer > Additif > Multi-axes > Construction de fonction ![]()
La boîte de dialogue contient les paramètres suivants :
Outil
Spécifie l’outil de dépôt. Choisissez un outil à fil d’arc électrique, à poudre laser et à fil laser.
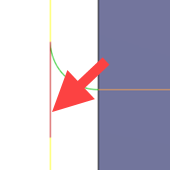
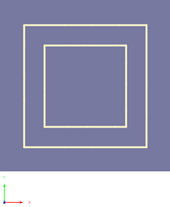
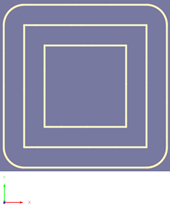
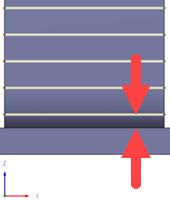
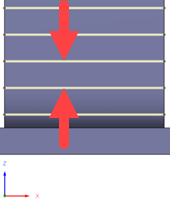
Largeur de cordon
Spécifie la largeur de la matière fondue utilisée pour déposer les fonctions.
Exemple d’une petite largeur de cordon (à gauche) et une grande largeur de cordon (à droite) pendant la simulation du brut :

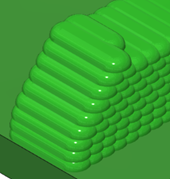
Le cordon est différent de la charge d’alimentation de la matière (fil ou poudre, par exemple) en entrée de la machine.
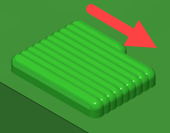
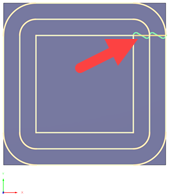
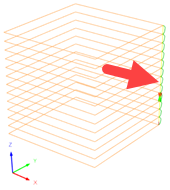
Vitesse d’avance de dépôt
Spécifie la vitesse de déplacement de la tête de dépôt lors du dépôt du cordon de matière.
Exemple de cordon déposé pendant la simulation du brut :
Vitesse d’avance d’entrée
Spécifie la vitesse de déplacement de la tête de dépôt lors de l’engagement dans un mouvement de dépôt.
Vitesse d’avance de sortie
Spécifie la vitesse de déplacement de la tête de dépôt lors du dégagement d’un mouvement de dépôt.
Vitesse d’avance de plongée
Spécifie la vitesse de déplacement de la tête de dépôt lorsqu’elle se déplace vers une couche pour déposer la matière fondue.
Type de base
Spécifie la forme de la surface de base sur laquelle déposer les fonctions.
- Plan : surface plane dans le plan XY.
- Cylindre : surface cylindrique.
- Surface de révolution : surface générée par révolution d’une courbe autour de l’axe X.
- Arbitraire : surface de forme libre.
Base
Définit la surface de base.
Dans la zone de dessin, cliquez sur une ou plusieurs faces.
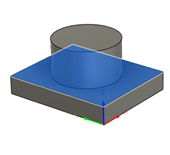
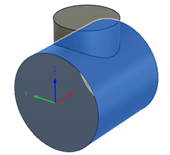
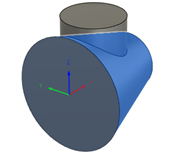
De gauche à droite, exemple d’une surface plane dans le plan XY, une surface cylindrique, une surface générée par révolution d’une courbe et une surface de forme libre :
Fonction
Définit les fonctions que vous souhaitez déposer.
Dans la zone de dessin, cliquez sur les corps ou les faces des corps.
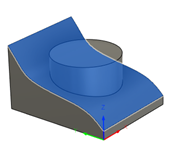
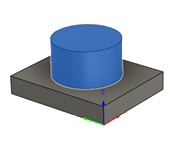
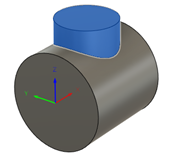
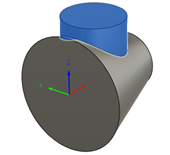
De gauche à droite, exemple d’une fonction sur une base plane, une base cylindrique, une base de surface de révolution et une base arbitraire :
Orientation de l’outil
Remplace l’orientation de l’outil définie dans la posage.
Pour en savoir plus, reportez-vous à la rubrique Présentation de l’orientation d’outil.
Modèle
Remplace la géométrie du modèle (surfaces ou corps) définie dans la posage.
Hauteur de sécurité
Spécifie la première hauteur vers laquelle l’outil se dirige lorsqu’il cherche à rejoindre le début de la trajectoire d’outil additive.
Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
Origine (absolue) : décalage absolu par rapport à l’origine définie dans la posage ou dans la zone Orientation de l’outil.
Hauteur de rétraction
Spécifie la hauteur à laquelle l’outil se place avant la passe suivante.
Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
Origine (absolue) : décalage absolu par rapport à l’origine définie dans la posage ou dans la zone Orientation de l’outil.
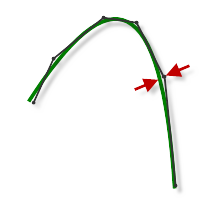
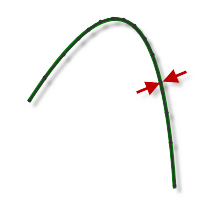
Tolérance
La tolérance d’usinage correspond à la somme des tolérances utilisées pour la génération des trajectoires d’outil et la triangulation de la géométrie. Il convient d’ajouter les éventuelles tolérances de filtrage supplémentaires à cette valeur pour obtenir la valeur de tolérance totale.
Exemple de tolérance large (à gauche) et de tolérance stricte (à droite) :
 |
| 
Le mouvement de fraisage par contournage des machines CNC est contrôlé à l’aide des commandes de ligne G1 et d’arc G2 G3. Pour s’adapter à ce comportement, Fusion calcule de manière approximative les trajectoires d’outils de spline et de surface en leur appliquant une linéarité. De nombreux segments de ligne courts destinés à représenter approximativement la forme souhaitée sont ainsi créés. La précision de l’adéquation entre la trajectoire d’outil et la forme souhaitée dépend largement du nombre de lignes utilisé. En effet, plus le nombre de lignes est important, plus la trajectoire d’outil s’approche de la forme nominale de la spline ou de la surface.
Surcharge de données
Il peut s’avérer tentant d’avoir systématiquement recours à des valeurs de tolérances très strictes, mais cela s’accompagnera toutefois de certains inconvénients : augmentation de la durée de calcul des trajectoires d’outil, augmentation de la taille des fichiers de code G et mouvements de ligne très courts. Les deux premiers points posent peu de problèmes, car Fusion exécute rapidement les calculs et la plupart des systèmes modernes disposent d’au moins 1 Mo de RAM. Cependant, les mouvements de ligne courts, associés à des avances importantes, peuvent entraîner un phénomène connu sous le nom de « data starving », ou surcharge de données.
Ce phénomène se produit lorsque la commande, submergée par la profusion de données à traiter, ne parvient plus à suivre. Les commandes CNC peuvent uniquement traiter un nombre fini de lignes de code (blocs) par seconde. Cela peut représenter à peine 40 blocs/seconde sur les anciennes machines et 1 000 blocs/seconde ou plus sur une machine récente, telle que les modèles de Haas Automation. Il arrive que les mouvements de ligne courts et les avances importantes forcent la vitesse de traitement au-delà des capacités de gestion de la commande. Lorsque cela se produit, la machine doit marquer une pause après chaque mouvement et attendre l’émission de la commande servo suivante.
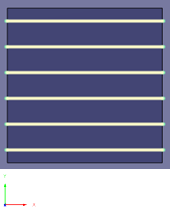
Pas
Indique le recouvrement horizontal entre les passes de remplissage sur une couche.
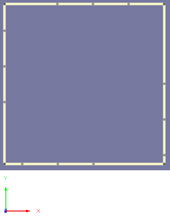
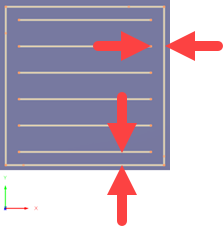
Remplissage
Ajoute des passes de remplissage à l’intérieur de la fonction.
La trajectoire d’outil additive découpe les fonctions en couches. Chaque couche est constituée de passes de périmètre, de passes de remplissage ou des deux.
De gauche à droite, exemple d’éléments de remplissage uniquement, de périmètres uniquement et d’éléments de remplissage et de périmètres :
Surépaisseur d’incrément
Indique l’écart en pourcentage par rapport au pas horizontal.
Le pas est ajusté pour permettre un dépôt plus régulier sur la surface de base. Par exemple, si le pas est de 10 mm et la surépaisseur d’incrément de 10 %, le pas peut varier entre 9 mm et 11 mm.
Exemple de 0 % (à gauche) et 10 % (à droite) :
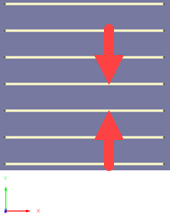
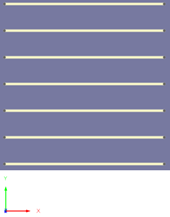
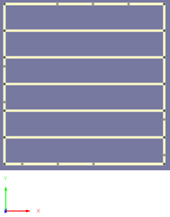
Direction
Contrôle si le dépôt lors des passes de remplissage se produit dans une seule direction (Unidirectionnel) ou dans les deux (Bidirectionnel).
Exemple d’éléments de remplissage lorsque l’option Unidirectionnel est sélectionnée (à gauche) et lorsque l’option Bidirectionnel est sélectionnée (à droite) :
Coin de départ
Indique la position de départ des passes de remplissage par rapport au SCG.
De gauche à droite, exemple de position En haut à gauche, En haut à droite, En bas à gauche et En bas à droite :
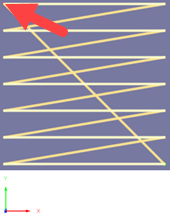
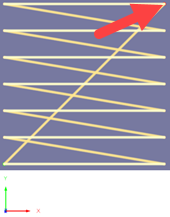
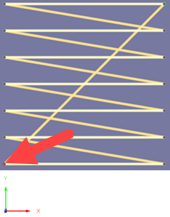
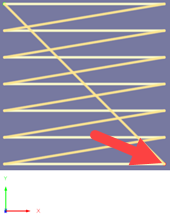
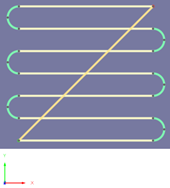
Position de départ
Contrôle la direction de déplacement des passes de remplissage le long de l’axe X.
Exemple de passes de remplissage se déplaçant le long d’une base cylindrique à partir d’une position de départ de X minimum (à gauche) et d’une position de départ de X maximum (à droite) :
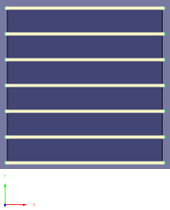
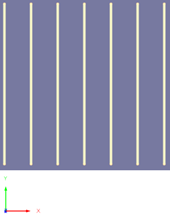
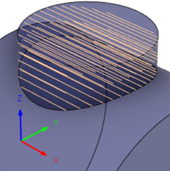
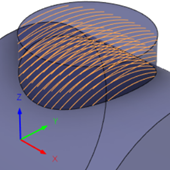
Angle
Spécifie l’angle des passes de remplissage sur la première couche, mesuré dans le sens trigonométrique à partir de l’axe X autour de l’axe Z.
De gauche à droite, exemple de 0 degré, 45 degrés et 90 degrés :

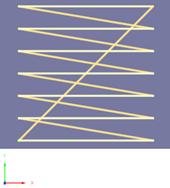
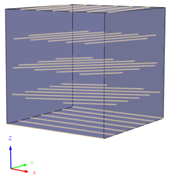
Motif angulaire
Contrôle la façon dont les passes de remplissage sont répétées lorsque les couches progressent vers le haut.
Exemple d’angle de rotation de 45 degrés (à gauche) et d’angle alternatif de 45 degrés (à droite) :


Angle de rotation
Indique l’augmentation de l’angle pour chaque couche successive de passes de remplissage. L’angle est mesuré dans le sens trigonométrique à partir de l’axe X autour de l’axe Z.
Exemple de 25 degrés (à gauche) et 45 degrés (à droite) :
Angle alternatif
Indique l’angle pour chaque autre couche de passes de remplissage. L’angle est mesuré dans le sens trigonométrique à partir de l’axe X autour de l’axe Z.
Exemple de 45 degrés (à gauche) et 90 degrés (à droite) :

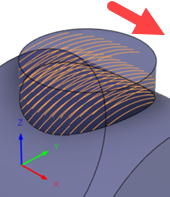
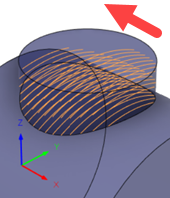
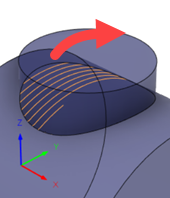
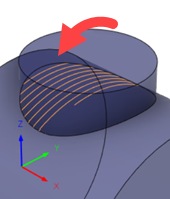
Direction de rotation
Contrôle la direction de déplacement des passes de remplissage, telle qu’elle serait perçue par un observateur situé au-dessus de l’axe X et regardant vers celui-ci.
Exemple de passes de remplissage se déplaçant à travers une base cylindrique dans le sens horaire (à gauche) et trigonométrique (à droite) :
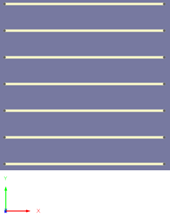
Style
Contrôle si les passes de remplissage sont exécutées le long de l’axe X ou à travers celui-ci.
Exemple avec l’option Le long sélectionnée (à gauche) et avec l’option À travers sélectionnée (à droite) :
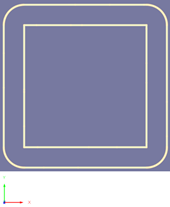
Périmètre
Ajoute des passes de périmètre autour de la fonction.
La trajectoire d’outil additive découpe la fonction en couches. Chaque couche est constituée de passes de périmètre, de passes de remplissage ou des deux.
De gauche à droite, exemple d’éléments de remplissage uniquement, de périmètres uniquement et d’éléments de remplissage et de périmètres :
Ordre
Contrôle si les passes de périmètre sont ajoutées avant ou après les passes de remplissage.
Largeur de l’espacement
Indique l’espace entre les passes de périmètre et les passes de remplissage.
Étendue
Contrôle la façon dont une épaisseur ajoutée est appliquée à l’arête de la fonction.
Nombre de passes : permet de spécifier un nombre de passes supplémentaires décalées vers l’extérieur et vers l’intérieur des passes de périmètre.
Distance : permet de spécifier une distance vers l’extérieur et vers l’intérieur des passes de périmètre, et d’ajouter automatiquement autant de passes supplémentaires que possible, en fonction du recouvrement.
De gauche à droite, exemple avec l’option Décalage vers l’extérieur sélectionnée, avec l’option Décalage vers l’intérieur sélectionnée et avec l’option Décalage vers l’extérieur et vers l’intérieur sélectionnée :
Décalages vers l’extérieur
Indique le nombre de passes supplémentaires décalées vers l’extérieur par rapport aux passes de périmètre. Si la valeur est strictement positive, une épaisseur est ajoutée à l’extérieur de la paroi de la fonction.
Décalages vers l’intérieur
Indique le nombre de passes supplémentaires décalées vers l’intérieur par rapport aux passes de périmètre. Si la valeur est strictement positive, une épaisseur est ajoutée à l’intérieur de la paroi de la fonction.
Distance minimale vers l’extérieur
Indique la distance de décalage vers l’extérieur par rapport aux passes de périmètre. Dans ce décalage, des passes supplémentaires sont automatiquement ajoutées en fonction du recouvrement.
Distance minimale vers l’intérieur
Indique la distance de décalage vers l’intérieur par rapport aux passes de périmètre. Dans ce décalage, des passes supplémentaires sont automatiquement ajoutées en fonction du recouvrement.
Rotation à l’intérieur d’une couche
Indique l’augmentation de l’angle de la position de départ des passes de périmètre sur la même couche. L’angle est mesuré dans le sens trigonométrique à partir de l’axe X autour de l’axe Z.
La variation des positions de départ évite qu’une jointure visible ne se forme sur le cordon déposé.
Exemple de jointure provoquée par une valeur de 0 degré.
Rotation entre les couches
Indique l’augmentation de l’angle de la position de départ pour les passes de périmètre sur des couches successives. L’angle est mesuré dans le sens trigonométrique à partir de l’axe X autour de l’axe Z.
La variation des positions de départ évite qu’une jointure visible ne se forme sur le cordon déposé.
Exemple de jointure provoquée par une valeur de 0 degré.
Décalage par rapport à la base
Indique la distance entre la surface de base et la première couche de passes.
Épaisseur de couche
Indique la distance entre les couches successives de passes.
Axe d’outil
Ajoute des contrôles supplémentaires sur l’axe d’outil, tels que le degré maximal d’inclinaison de l’outil vers l’avant, vers l’arrière ou latéralement.
Les contrôles d’axe d’outil permettent de conserver la tête de l’outil de dépôt à un certain angle lors du dépôt.
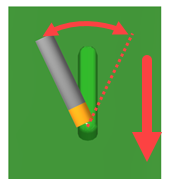
Inclinaison vers l’avant
Indique le nombre de degrés d’inclinaison de l’outil vers l’avant (positif) ou vers l’arrière (négatif) par rapport à la direction de déplacement.
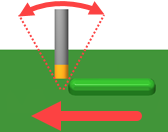
Inclinaison latérale
Indique le nombre de degrés d’inclinaison de l’outil latéralement par rapport à la direction de déplacement.
Mode
Contrôle l’axe d’outil pour les passes de périmètre.
Normale de surface de base : conserve l’axe d’outil normal pour rapport à la surface de base.
Vers la couche précédente : aligne la tangente de l’axe d’outil sur la pente de la surface.
Règle de rétraction
Détermine la façon dont l’outil se déplace entre les passes.
Rétraction complète : permet de rétracter entièrement l’outil selon la valeur du paramètre Hauteur de rétraction à la fin de la passe, avant de le positionner au-dessus du début de la passe suivante.
Rétraction minimale : permet d’atteindre directement la hauteur minimale à laquelle l’outil usine la pièce de travail, plus toute distance de sécurité spécifiée.
Chemin le plus court : permet de déplacer l'outil sur la distance la plus courte possible en ligne droite entre des trajectoires.
Important : n’utilisez pas l’option Chemin le plus court sur des machines qui ne prennent pas en charge les mouvements rapides linéarisés, avec les mouvements G0 réalisés en ligne droite (par opposition aux mouvements G0 entraînant tous les axes à vitesse maximale, ou « en zig zag »). Si vous ne respectez pas cette règle, le logiciel ne pourra pas simuler correctement le mouvement de la machine et l’outil risque de présenter des dysfonctionnements.
Dans le cas des machines qui ne prennent pas en charge les mouvements rapides linéarisés, il est possible de modifier le post-processeur afin de convertir tous les mouvements G0 en mouvements G1 UGV. Pour obtenir de plus amples informations et des instructions sur la modification des post-processeurs évoquée, contactez l’assistance technique.
Distance de sécurité
Indique la distance minimale entre l’outil et les surfaces de la pièce lors des mouvements de rétraction. Cette distance est mesurée après l’application de la surépaisseur, de sorte que si une surépaisseur négative est utilisée, il convient de faire particulièrement attention à ce que la distance de sécurité soit suffisamment grande pour éviter les collisions.
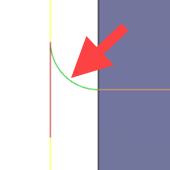
Entrée
Indique le rayon à appliquer aux mouvements d’entrée.
Exemple de rayon de 2 mm (à gauche) et de rayon de 0,5 mm (à droite) :
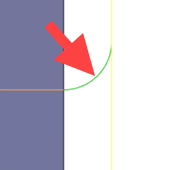
Sortie
Indique le rayon à appliquer aux mouvements de sortie.
Exemple de rayon de 0,5 mm (à gauche) et de 2 mm (à droite) :
Type de transition
Spécifie le type de connexion effectué entre les passes.
- Aucun contact : les passes ne sont pas connectées entre elles sur le même niveau Z, mais au moyen d’un mouvement de rétraction.
- Ligne droite : permet d’effectuer des connexions simples et directes, à l’aide de lignes droites.
- Chemin le plus court : trajectoire la plus courte possible entre des zones d’usinage. Il s’agit généralement d’un mouvement en ligne droite.
- Lisse : permet d’utiliser comme il convient des mouvements tangentiels lisses à l’aide d’arcs réels.