Onglet Posage (tournage ou fraisage/tournage) – Référence
Cette section couvre les paramètres qui définissent la taille et la forme du brut, l’orientation de l’axe du système d’axes de travail et la position zéro de la pièce.
Dans la barre d’outils de fabrication, cliquez sur Posage > Nouvelle posage ![]() .
.
Si vous utilisez la définition de la machine, sélectionnez la machine. La sélection de la machine définit le type d’opération.
Les informations ci-dessous supposent que vous avez sélectionné Tournage ou fraisage/tournage comme type d’opération.
Système d’axes de travail : tournage ou fraisage/tournage
Le système d’axes de travail vous permet de définir le plan de coupe ZX et l’orientation de l’axe Z de la broche. L’axe Z se situe presque toujours au niveau de l’axe central de la pièce et doit pointer dans la direction opposée au côté mandrin/serrage de la pièce.
 |
 |
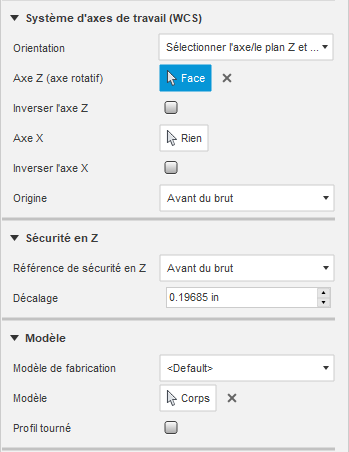
Options de système d’axes pour une opération de tournage ou de fraisage/tournage.
- Axe Z (axe rotatif) : indique l’axe autour duquel la pièce pivote. Sélectionnez un cylindre ou une ligne d’esquisse.
- Inverser l’axe Z : inverse l’axe Z de 180 degrés.
- Axe X : indique l’orientation de l’axe X de la pièce. Sélectionnez une arête, un axe ou une ligne d’esquisse.
- Inverser l’axe X : inverse l’axe X de 180 degrés.
- Origine : vous pouvez sélectionner l’option Avant du brut, Arrière du brut, Avant du modèle ou Arrière du modèle comme origine de la pièce.
 Axe Z (axe rotatif) Sélectionner un cylindre |
 Inverser l’axe Z |
 Axe X Ligne d’esquisse sélectionnée |
 Inverser l’axe X |
Origine
Le paramètre Origine vous permet de définir la référence de définition de la position zéro de la pièce. Le menu déroulant propose les options suivantes pour définir l’origine du système d’axes :
- Avant du brut : permet de définir la référence par rapport à l’avant du brut.
- Arrière du brut : permet de définir la référence par rapport à l’arrière du brut.
- Avant du modèle : permet de définir la référence par rapport à l’avant du modèle.
- Arrière du modèle : permet de définir la référence par rapport à l’arrière du modèle.
- Point sélectionné : permet de sélectionner un sommet ou une arête pour définir la référence à l’origine.
- Mandrin - Avant : permet de définir la référence par rapport à la position du mandrin.
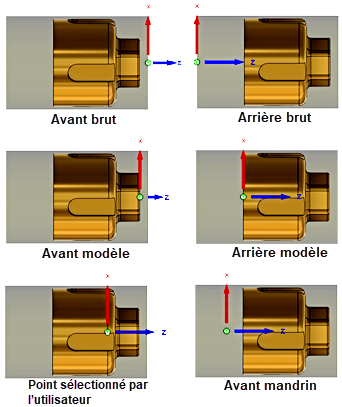
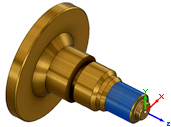
Position de référence de l’origine
Sécurité en Z
Définit la position de retrait Z. Le retrait Sécurité en Z se positionne au début ou à la fin d’une trajectoire d’outil. La position Référence de sécurité en Z peut être définie à partir de l’origine du système d’axes ou par rapport au brut. Définissez une valeur de décalage pour spécifier un dégagement suffisant pour l’outil.
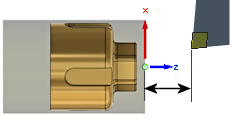 Origine du système d’axes Référence avant et décalage |
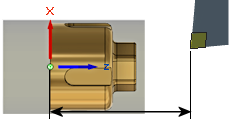 Origine du système d’axes Référence arrière et décalage |
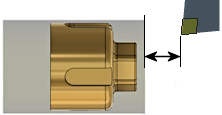 Référence avant du brut et décalage |
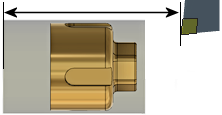 Référence arrière du brut et décalage |
Modèle
Le modèle définit ce qui est usiné. Par défaut, tous les modèles de la zone de dessin sont automatiquement sélectionnés. En présence de plusieurs modèles représentant plusieurs pièces, vous pouvez sélectionner individuellement les modèles que vous souhaitez inclure dans la posage.
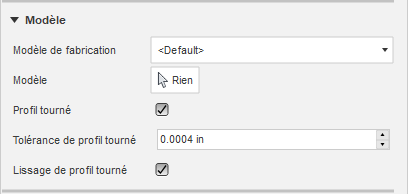
Profil de tournage
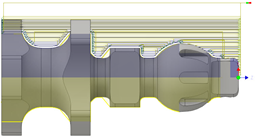
Certaines pièces tournées nécessitent des opérations de fraisage ultérieures. Si la pièce de tournage comporte des perçages transversaux, des rainures transversales ou des contre-dépouilles, vous pouvez utiliser l’option Profil tourné afin d’obtenir un profil 2D approximatif pour les opérations de tournage 2-axes.
 |
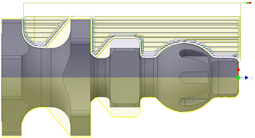 |
| Profil tourné désactivé | Profil tourné activé |
- Tolérance de profil tourné : indique la tolérance pour la génération du profil tourné.
- Lissage de profil tourné : activez cette option pour lisser le profil.
Mandrin
Référence du mandrin et Décalage
Vous pouvez également spécifier la position de référence et la distance de décalage par rapport à la face du mandrin.
 |
Sélectionnez la référence à la face du mandrin.
|