Scheda Setup (tornitura o fresatura/tornitura):riferimenti
In questa sezione vengono descritti i parametri che definiscono le dimensioni del materiale grezzo, la forma del materiale grezzo, l'orientamento dell'asse del sistema di coordinate globali (WCS) e la parte Zero.
Nella barra degli strumenti Produzione, fare clic su Setup > Nuovo Setup ![]() .
.
Se si sta utilizzando una Definizione macchina, selezionare la macchina. La selezione della macchina consente di definire il Tipo di operazione.
Le informazioni riportate di seguito presuppongono di avere selezionato Tornitura o fresa/tornio per Tipo di operazione.
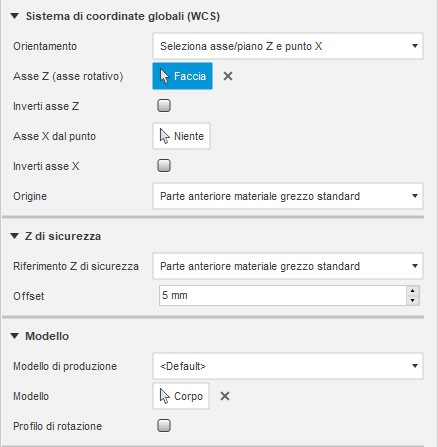
Sistema di coordinate globali (WCS) - Tornitura o fresa/tornio
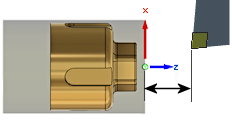
Il WCS permette di impostare il piano di taglio ZX e l'orientamento dell'asse del mandrino Z. L'asse Z si trova quasi sempre sulla linea d'asse della parte e deve puntare lontano dal lato mandrino/di bloccaggio della parte.
 |
 |
Le opzioni WCS per un'operazione di tornitura o fresa/tornio.
- Asse Z (asse rotativo): specifica l'asse rispetto al quale ruota la parte. Selezionare un cilindro o una linea di schizzo.
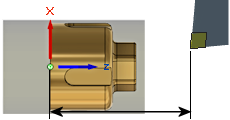
- Inverti asse Z: inverte l'asse Z di 180 gradi.
- Asse X: specifica l'orientamento dell'asse X della parte. Selezionare uno spigolo o una linea di schizzo.
- Inverti asse X: inverte l'asse X di 180 gradi.
- Origine: è possibile scegliere tra Parte anteriore materiale grezzo, Parte inferiore materiale grezzo, Parte anteriore modello o Parte posteriore modello come origine della parte.
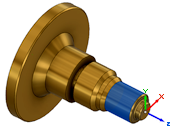 Asse Z (asse rotativo) Selezionare un cilindro. |
 Inverti asse Z |
 Asse X Linea di schizzo selezionata |
 Inverti asse X |
Origine
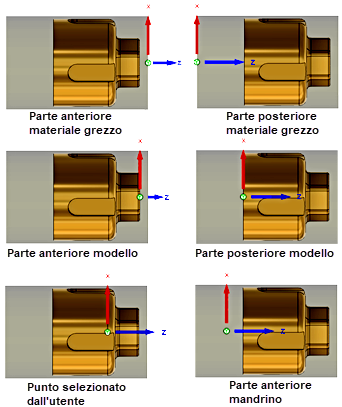
L'origine consente di impostare il riferimento per la definizione della parte Zero. Il menu a discesa contiene le seguenti opzioni per individuare l'origine WCS:
- Parte anteriore materiale grezzo: consente di impostare il riferimento rispetto alla parte anteriore del materiale grezzo.
- Parte posteriore materiale grezzo: consente di impostare il riferimento rispetto alla parte posteriore del materiale grezzo.
- Parte anteriore modello: consente di impostare il riferimento rispetto alla parte anteriore del modello.
- Parte posteriore modello: consente di impostare il riferimento in relazione alla parte posteriore del modello.
- Punto selezionato: selezionare un vertice o uno spigolo per il riferimento di origine.
- Parte anteriore mandrino: consente di impostare il riferimento rispetto alla posizione del mandrino.
Posizione riferimento origine
Safe Z
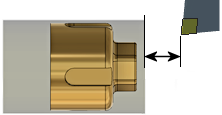
Imposta la posizione di retrazione Z. La retrazione Z di sicurezza si posizionerà all'inizio o alla fine di un percorso utensile. La posizione Riferimento Z di sicurezza può essere rispetto all'origine WCS o al materiale grezzo. Impostare l'Offset per fornire un passaggio sufficiente per l'utensile.
 Origine WCS Riferimento anteriore e Offset |
 Origine WCS Riferimento posteriore e Offset |
 Riferimento anteriore materiale grezzo e Offset |
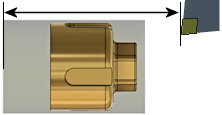 Riferimento posteriore materiale grezzo e Offset |
Modello
Il modello definisce l'oggetto della lavorazione. Per default, tutti i modelli nell'area grafica vengono selezionati automaticamente. Se si dispone di più modelli che rappresentano più parti, è possibile selezionare singolarmente quali modelli si desidera includere nel setup.
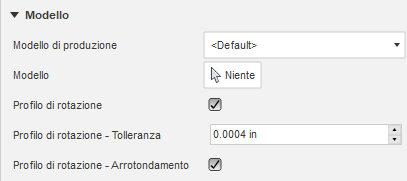
Profilo massimo di rivoluzione
Alcune parti tornite richiedono operazioni di fresatura successive. Se la parte tornitura dispone di fori che si intersecano, asole o sottosquadri che si intersecano, è possibile utilizzare l'opzione Profilo di rotazione per approssimare un profilo 2D per operazioni di tornitura a due assi.
 |
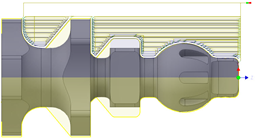 |
| Profilo di rotazione disattivato | Profilo di rotazione attivato |
- Profilo di rotazione - Tolleranza: specifica la tolleranza per la generazione del profilo di rotazione.
- Ammorbidimento profilo di rotazione: consente di ammorbidire il profilo.
Mandrino
Riferimento mandrino e Offset
È anche possibile specificare la posizione di riferimento e la distanza di offset rispetto alla faccia del mandrino.
 |
Selezionare il riferimento alla faccia del mandrino.
|