ドリル リファレンス
[製造] > [ミーリング]または[旋盤] > [ドリル] ![]()
ドリル加工は、ワークに穴を作成する上で非常に使用頻度の高い機械加工です。通常、この機能を使用する場合は、CNC 制御機の固定サイクルがトリガされます。これらのサイクルには、特定の穴加工によく使用されるモーションが組み込まれています。通常は、基本的なドリル用、深穴ドリル用、カウンターボア用、ボア用、およびタッピング用の固定サイクルがあります。最終的なコードに出力される固定サイクルは、ポストプロセッサおよび加工機械の性能によって異なります。
このツールパスで実行できるドリルのモーションのタイプは以下のとおりです。
- ドリル: 早送り退出による G81 スタイルのドリル。
- ざぐり: 下部停留と早送り退出による G82 スタイルのドリル。
- チップ切断: ペックおよびペック間の部分退避によるチップ切断。
- 深穴ドリル: ペックおよびペック間の完全退避による深穴ドリル。
- ガイド深穴ドリル - ガン ドリル: 精密な直径を持つ丸穴をあける深穴ドリル。さまざまな材料の深くまっすぐな穴に役立ちます。
- タッピング: タッピング(G84/G74)。主軸回転速度と送り速度を同期化します。
- チップ切断でタッピング: チップ切断によるタッピング。
- 貫通: 穴を貫通するまでの送りを短縮したり減速することができます。
- リーマ: 送り退出によるリーマ加工(G85 スタイル)。
- ボア: 下部停留と送り退出によるボーリング。
- ボア停止: 下部主軸停止と早送り退出によるボーリング(G86 スタイル)。
- ファイン ボア加工: 穴側からシフトするファイン ボーリング加工。
- バックボア: 背面からのボーリング。
- 円形ポケット ミル: 円形ポケットのフライス加工。
- ボア ミル: 中空フライス加工。
- ねじ切りミル: ねじ切りフライス加工。
- プローブ: プローブ工具を使用してパーツのフィーチャを計測するため、または、WCS を定義するのにマシンからマクロを使用するために使用します。ポスト プロセッサでは機械に応じて特別な処理が必要です。**
これらの固定サイクルに関する詳細はこちらを参照してください。
これらのサイクルの入力図形は、パーツ図形のフィーチャから直接選択することができ、他の 2D 操作と一致させることができます。入力図形は、スケッチ(例: 円弧の中心点)から選択することもできます。
ソリッド モデルで[ドリル]を使用する最も簡単な方法は、穴の円柱面を選択することです。それぞれの穴の正確なストックの高さと深さが自動的に設定されます。ドリル加工は、異なる開始高さと深さを持つ穴を認識して、1 つのドリル操作を作成します。円柱面から開始する場合は、[同じ直径を選択]**オプションが使用できます。これを利用すると、類似する穴を自動で簡単に選択することができます。
詳細については、「スポット ドリル穴あけ」のビデオをご覧ください。
 [工具]タブの設定
[工具]タブの設定
工具
[選択]を押して工具ライブラリにアクセスします。
送りおよび速度
スピンドルおよび送り速度の切削パラメータ。
プリセット
カスタム工具の切削データを入力します。
主軸回転速度
回転/分(RPM)で表すスピンドルの回転速度です。
周速度
工具の切削エッジを材料が通過する速度(SFM または m/min)です。
回転あたりの送りを使用
送り速度の入力を、時間の経過に伴う距離ではなく、スピンドルの回転あたりの単位に変更します。
切込み送り速度
ストックに切り込むときのドリルの送り速度。
1 回転あたりの切込み送り
回転あたりの送りとして表される切込み送り速度です。
退避送り速度
退避時に使用する送り速度ですが、早送り移動(G0)には使用しません。
1 回転あたりの退避送り
回転あたりの送りとして表される退避送り速度です。
クーラント
マシン ツールで使用される冷媒の種類を選択します。種類によってはマシンのポスト プロセッサと組み合わせられない場合があります。
刃、軸およびホルダー
ワークピースとの衝突を回避するために、工具の刃、軸、ホルダーをどのように使用するかを指定します。
軸とホルダーのモード
切削動作の実行時に、軸またはホルダーとパーツの間の衝突をどのように処理するかを指定します。
- 工具長を検出: 指定したクリアランスを維持するために、工具をホルダーの外にさらに自動的に延長します。ツールパス ログに、工具がどの程度延長されたかを示すメッセージが表示されます。
- 衝突で失敗: 衝突が検出されたときにツールパス計算を中止します。
- 穴の衝突をスキップ: 衝突が検出されたすべての穴をスキップします。工具は、安全に切削できる次の使用可能な穴に移動します。
軸とホルダーを使用
有効にすると、ツールパス計算で選択した工具の軸とホルダーを含め、衝突を回避するようにします。
軸のクリアランス
工具の軸は、常に、ワークピースからこの距離に保たれます。
ホルダー クリアランス
工具ホルダーは、常にワークピースからこの距離に保たれます。
刃を使用
切削動作中にのみ工具の刃長を使用してガウジをチェックします。
![[複合軸]タブのアイコン](../images/icon/multi-axis-tab.png) [複合軸]タブの設定
[複合軸]タブの設定
加工タイプ
3 軸: 固定された Z 軸の標準ドリル加工です。これは、Z 軸に位置合わせされた垂直の穴に使用します。
4 軸: Z 軸に位置合わせされていない穴をドリル加工するための回転軸を定義します。これは、角度の付いた穴や傾斜したサーフェス上の穴に使用します。詳細については、「4 軸加工」のページを参照してください。
5 軸: 複雑な穴ジオメトリのための完全な 5 軸のドリル動作。これは、特定の領域にアクセスするために工具を傾斜させる必要がある場合に使用します。軸制限を定義し、工具軸を基準にした最小傾斜角度と最大傾斜角度を適用することができます。詳細については、「5 軸加工」のページを確認してください。
ツールの方向
工具方向は、パーツの切断平面を定義します。既定では、セットアップで定義されるワーク座標系(WCS)の Z 軸によって、工具の方向が設定されます。WCS で設定された工具方向は、[工具方向]の設定グループを使用してオーバーライドすることができます。
詳細については、「工具方向での 3+2 加工」のページを参照してください。
 [形状]タブの設定
[形状]タブの設定
ジオメトリ
モデル面、穴のエッジ、スケッチ点、スケッチ円、または直径サイズ範囲で、ドリル位置を選択することができます。また、前の操作から位置を継承して、元の操作では完了できなかった穴を仕上げることもできます。
Selection Mode
ドリル加工の位置の検索に使用する選択のタイプを指定します。
- 面: 円柱または穴の面取りのような、モデルに基づいたフィーチャの選択に使用します。オンにすると、開始高さや穴の深さなどの追加情報を提供します。ドリル位置を選択する方法としては[選択された面]の方が適しています。モデル フィーチャへの関連付けが維持され、モデルを変更するとドリル操作が更新されるためです。
- 点: 穴のエッジまたはスケッチ ジオメトリのような、ジオメトリに基づいた穴の選択に使用します。穴の XY の位置および Z の開始高さのみを返します。
- 直径範囲: 穴の最小/最大サイズ範囲に基づく自動選択のために使用します。
- 操作により残りの穴: これは操作ベースの選択です。衝突回避が原因でプライマリ ドリル操作を完了できなかった穴を自動的に選択するフォールバック操作を作成します。このオプションを使用して、プライマリ操作で衝突が発生した領域に到達するために、通常、より長い工具を使用するセカンダリ操作を作成します。
| 面の選択: 円柱 | 面の選択: 面取り | |
 |
 |
|
| ポイント選択: 穴のエッジ | ポイント選択: スケッチ点 | ポイント選択: スケッチ円 |
 |
 |
 |
穴仕上げ
ドリル用に選択された面の数が含まれています。これはモデルに基づいたフィーチャ選択に使用されます。現在選択したすべての項目をオフにするには、X を使用します。
穴の点
ドリル用に選択された点またはエッジ曲線の数が含まれています。これはジオメトリに基づいた穴の選択に使用します。現在選択したすべての項目をオフにするには、X を使用します。
操作
フォールバック ドリル用に選択された操作の数が含まれます。これは、操作による残りの穴モードを使用した操作ベースの選択です。現在選択したすべての項目をオフにするには、X を使用します。
[最小直径]および[最大直径]
最小/最大範囲選択を作成するためのパラメータ セットを開きます。モデルからフィーチャを物理的に選択する必要がなくなります。システムは指定された直径の最小値と最大値に基づいてモデルを評価します。この範囲を使用して穴のサイズを追加または除外します。これは、さまざまな機械加工を表すサイズでパーツがモデリングされている場合に便利です。
例:** ドリル加工にすべての直径 0.250 ~ 0.2501 の穴を選択し、リーマ加工にすべての直径 0.2505 ~ 0.2506 の穴を選択します。
同じ直径を選択
現在選択しているフィーチャと同じ直径の穴をすべて選択します。
1 つ選択すれば、一致する穴をすべて検索します。このオプションの使用はモデルに関連付けられます。同じ直径の穴が後で追加される場合、操作の再生成にはドリル サイクルで追加された穴が自動的に含まれます。
例: このオプションを有効にして、6 mm の穴を 1 つと 12 mm の穴を 1 つ選択すると、パーツのすべての 6 mm と 12 mm の穴が自動的に選択されます。
オクルージョンを確認
現在の工具方向が原因でドリル加工できない、同じ直径の穴を選択解除します。
たとえば、パーツの下側に穴があり、ドリルがそこに到達できない場合、穴はドリル加工されません。
 |
 |
| 選択解除されている状態 | 選択されたオブジェクト |
制限境界
[同じ直径を選択]と[直径範囲]で使用して、含まれる領域内に類似したアイテムを追加します。ドリル位置を含むようにエッジまたはスケッチ境界を選択します。複数の境界またはネストされた境界を使用して、穴のグループを追加または除外します。ツールパスは、境界がネストされていない限り、選択した境界内にあります。複数の境界を相互にネストすることができます。
次の例では、選択した境界が青色で表示されます。
 |
1) スケッチ境界 2) 内部の穴が追加される 3) ネストされた境界 4) 内部領域が除外される |
5) スケッチ境界(2) 6) リム領域のみを選択する 7) スケッチ境界(3) 8) リム領域を除外する |
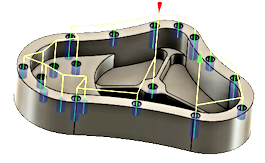
穴セグメント自動併合
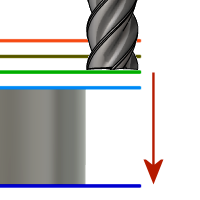
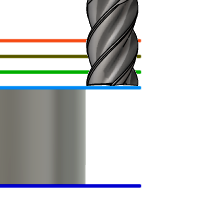
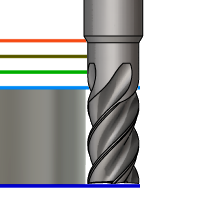
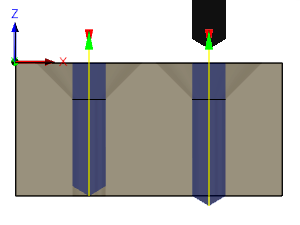
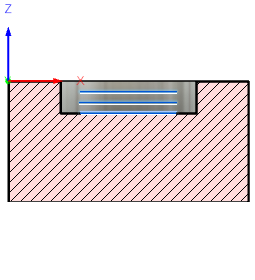
複数の穴セグメントを結合する場合にオンにします。オンにした場合、ドリル加工する始点の高さを決定する際にすべての穴セグメントが含まれます。選択したドリル穴にざぐりがある場合は、このオプションを使用します。ドリル穴の上ではなく、ざぐり穴の上に開始高さを設定するようになります。
例: 最初に穴をスポット ドリルまたはざぐり加工した場合は、その加工領域の上のクリアランスからドリル加工を開始することを検討してください。自動併合を有効にすると、穴セグメントの一番高い位置の上からドリル加工を開始します。
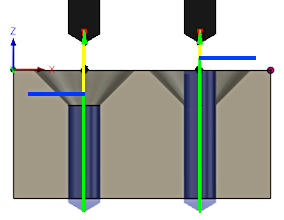 |
左側の穴: 自動併合が無効 右側の穴: 自動併合が有効 青い線はドリル加工の始点の高さを示します。 |
深さ順
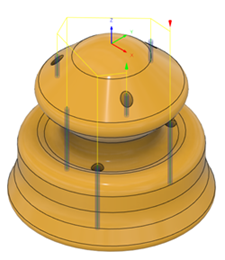
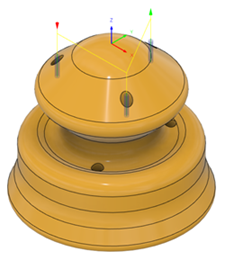
最も高い深さから最も低い深さへ、または最も低い深さから最も高い深さへ順序を入れ替えます。オフにすると、順序の最も高い Z レベルの穴で開始され、進行は下に移動します。オンにすると順序が逆になります。
| 無効。 最初の穴は最も高い Z にあります。 |
有効。 最初の穴は最も低い Z にあります。 |
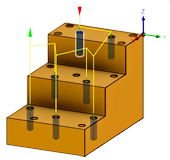 |
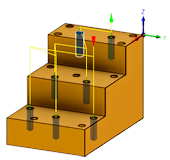 |
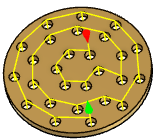
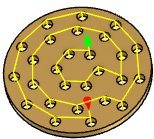
順序
穴の加工順序を指定します。
 |
1) 選択した順序 2) 最適化された順序 3) 内側から外側 4) X モーションで順序付け 5) Y モーションで順序付け |
順序の逆転
ソートされたツールパスの順序を変更する場合にオンにします。
| 無効 | 有効 |
 |
 |
回避/加工サーフェス
ツールパスの計算中に、加工するサーフェス、回避するサーフェス、無視するサーフェス、または回避する固定具としてマークするサーフェスを指定できます。詳細については、「回避/加工サーフェス」のページを確認してください。
 [高さ]タブの設定
[高さ]タブの設定
クリアランス ジオメトリ
クリアランス領域のタイプと開始位置を指定します。
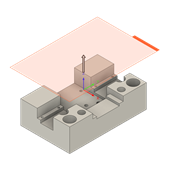
クリアランス ジオメトリ タイプ
切削動作が完了すると、工具は次の切削位置に移動する前に、この安全なクリアランス領域に移動します。
平面: 標準の Z 平面クリアランス領域です。工具は、ドリル位置間の固定 Z 高さに移動します。これは、3 軸ドリル操作に使用します。
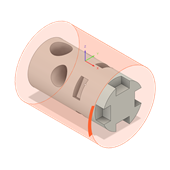
円柱: 定義された軸の周囲の円柱状のクリアランス領域です。工具は、ドリル位置間で円柱のサーフェスに沿って移動します。これは、円柱状パーツの 4 軸および 5 軸のドリル操作、または回転軸の周囲にクリアランスが必要な場合に使用します。
球: 全方向にクリアランスを提供する球状のクリアランス領域です。工具は、ドリル位置間の球状の境界内を移動します。これは、クリアランスに最大限の柔軟性が必要な場合、または複雑なパーツ ジオメトリを使用する場合に、4 軸および 5 軸のドリル操作に使用します。
直方体: 境界ボックスによって定義される矩形状のクリアランス領域です。工具は、ボックス境界内のワークピースの周囲でリンク動作を作成します。これは、定義した矩形状の領域内で工具の動作をコントロールする必要がある場合に、5 軸加工で使用します。
| 平面クリアランス領域 | 円柱クリアランス領域 |
 |
 |
| 球クリアランス領域 | 直方体クリアランス領域 |
 |
 |
クリアランス ジオメトリ方向
3D 空間内のクリアランス形状の方向を設定する方向を指定します。工具の方向は変更されません。
回転軸: 円柱クリアランス領域の中心線として回転軸を使用します。
自動: 現在の工具方向とモデル ジオメトリに基づいて、最適な方向を選択します。工具方向が変更されると、自動的に更新されます。
選択: 面やエッジなど、モデル ジオメトリから方向を選択できます。
X 軸を設定: 現在のセットアップの X 軸をクリアランス方向として使用します。
Y 軸を設定: 現在のセットアップの Y 軸をクリアランス方向として使用します。
Z 軸を設定: 現在のセットアップの Z 軸をクリアランス方向として使用します。
工具方向 X 軸: [工具方向]設定で定義された X 軸を使用します。クリアランスをセットアップ軸ではなく工具の傾斜に合わせる必要がある場合に便利です。
工具方向 Y 軸: [工具方向]設定で定義された Y 軸を使用します。工具に対して側面方向の方がより安全なリンク動作を提供する場合に役立ちます。
工具方向 Z 軸: [工具方向]設定で定義された Z 軸を使用します。角度付きの 3+2 位置など、"上" が工具方向に従う場合に最適です。
方向選択
クリアランス方向に法線方向を使用するエッジを選択します。
[方向を反転]
クリアランス ジオメトリの現在の方向ベクトルを反転します。
クリアランス ジオメトリ原点
球状および円柱状のクリアランス領域タイプについて、ワーク座標系(WCS)の原点の位置を定義します。
WCS 原点設定: 現在のセットアップで定義されている WCS 原点を使用します。
モデル原点: モデルの WCS 原点を使用します。
選択された点: 選択された参照を使用して WCS 原点を定義します。
モデル ボックス点: モデルの境界ボックス上で選択された点を使用して原点を定義します。
ストック ボックス点: ストックの境界ボックス上で選択された点を使用して原点を定義します。
原点選択
頂点、エッジ、円弧または円の中心を選択して、クリアランスの原点を設定します。
原点モデル点
モデルの境界領域上の主要な点を指定して、クリアランスの WCS 原点を設定します。各側面の上部、中央、および下部の X、Y、Z の極値を選択できます。
原点ストック点
ストックの境界領域上の主要な点を指定して、クリアランスの WCS 原点を設定します。各側面の上部、中央、および下部の X、Y、Z の極値を選択できます。
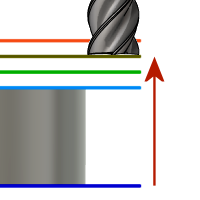
移動高さ
移動高さは、工具パスの始点への動線上で工具が早送りする最初の高さです。
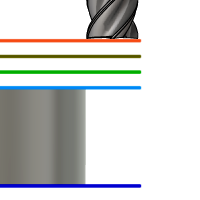
移動高さ。
移動高さ始点
平面領域タイプの場合は、次のようになります。
- 退避高さ: *[退避高さ]*からの増分オフセットです。
- 送り高さ: **[送り高さ]からの増分オフセットです。
- トップ高さ: **[トップ高さ]からの増分オフセットです。
- ボトム高さ: **[ボトム高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 穴トップ: **[穴トップ]からの増分オフセットです。
- 穴ボトム: **[穴ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
円柱と球の領域タイプの場合は、次のようになります。
- 退避: 退避高さを移動高さとして使用します。
- ストックの外径: ストックの外径を移動高さとして使用します。
- モデルの外径: モデルの外径を移動高さとして使用します。
- 選択: 選択された参照を使用して移動高さを定義します。
- 半径: WCS 原点からの指定された半径を移動高さとして使用します。
- 直径: WCS 原点からの指定された直径を移動高さとして使用します。
- 最外...: 選択されたストック、モデル、または固定具直径オプションを使用し、最大値を移動高さとして適用します。
移動高さ選択
移動高さの参照として使用するエッジを選択します。
移動高さ値
クリアランス ジオメトリで定義されている WCS 原点から計測した距離を使用して、移動高さを設定します。
移動高さストック
移動高さを決定する際に、ストックの直径または高さを含めるかどうかをコントロールします。
移動高さモデル
移動高さを決定する際に、モデルの直径または高さを含めるかどうかをコントロールします。
移動高さ固定具
退避高さを決定する際に、現在のセットアップとサーフェス グループの固定具高さを含めるかどうかをコントロールします。
移動高さオフセット
上のドロップダウン リストで選択された相対位置から移動高さをシフトします。正または負のオフセットを適用できます。
退避高さ
退避高さでは、工具が次の切削パスの前に上に移動する高さを設定します。退避高さは、[送り高さ]および[トップ]より上に設定する必要があります。退避高さは、高さを設定するために後続のオフセットとともに使用されます。
退避高さ。
退避高さ始点
- 移動高さ: [移動高さ] からの増分オフセットです。
- 送り高さ: **[送り高さ]からの増分オフセットです。
- トップ高さ: **[トップ高さ]からの増分オフセットです。
- ボトム高さ: **[ボトム高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 穴トップ: **[穴トップ]からの増分オフセットです。
- 穴ボトム: **[穴ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
退避高さオフセット
上のドロップダウン リストで選択された相対位置から退避高さをシフトします。正または負のオフセットを適用できます。
送り高さ
送り高さでは、パーツに進入する送り速度や切込み速度に変化する前に工具が早送りする高さを設定します。送り高さは、**[トップ]より上に設定する必要があります。ドリル処理では、初期の送り高さと退避ペック高さとしてこの高さを使用します。送り高さは、高さを設定するために後続のオフセットとともに使用されます。
送り高さ。
送り高さ始点
- 移動高さ: [移動高さ] からの増分オフセットです。
- 退避高さ: **[退避高さ]からの増分オフセットです。
- 無効: **[送り高さ]を無効にすると、工具は進入まで早送りされます。
- トップ高さ: **[トップ高さ]からの増分オフセットです。
- ボトム高さ: **[ボトム高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 穴トップ: **[穴トップ]からの増分オフセットです。
- 穴ボトム: **[穴ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
送り高さオフセット
上のドロップダウン リストで選択された相対位置から送り高さをシフトします。正または負のオフセットを適用できます。
トップ高さ
トップ高さでは、切り取りのトップを表す高さを設定します。トップ高さは、**[ボトム]より上に設定する必要があります。トップ高さは、高さを設定するために後続のオフセットとともに使用されます。
トップ高さ
トップ高さ始点
- 移動高さ: [移動高さ] からの増分オフセットです。
- 退避高さ: **[退避高さ]からの増分オフセットです。
- 送り高さ: **[送り高さ]からの増分オフセットです。
- ボトム高さ: **[ボトム高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 穴トップ: **[穴トップ]からの増分オフセットです。
- 穴ボトム: **[穴ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
トップ オフセット
トップ オフセットは、上にあるトップ高さのドロップダウン リストの選択内容を基準に適用されます。
ボトム高さ
ボトム高さでは、最終加工の高さまたは深さ、および工具がストック内に下降する最小深度を指定します。ボトム高さは、**[トップ]より下に設定する必要があります。ボトム高さは、高さを設定するために後続のオフセットとともに使用されます。
 ボトム高さ。
ボトム高さ。
ボトム高さ始点
- 移動高さ: [移動高さ] からの増分オフセットです。
- 退避高さ: **[退避高さ]からの増分オフセットです。
- 送り高さ: **[送り高さ]からの増分オフセットです。
- トップ高さ: **[トップ高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 穴トップ: **[穴トップ]からの増分オフセットです。
- 穴ボトム: **[穴ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
- 面取り幅: パラメータに入力された面取り幅を作るのに十分な深さになるよう工具で穴あけします。入力パラメータは、工具の面取り幅を超えることはできません。算出される高さ方向のオフセット量は、工具のパラメータ(直径、先端径、刃先角度)と穴の径によって変わります。円柱形の面、円、円弧を選択することができます。
- 面取り直径: 新しい穴の直径として入力したパラメータと等しい直径です。したがって、入力パラメータは、ツールの直径を超えないようにする必要があります。計算された高さのオフセットは、工具のパラメータに依存し、穴の選択とは無関係です。円柱形の面、円、円弧を選択することができます。
ボトム オフセット
ボトム オフセットは、上にあるボトム高さのドロップダウン リストの選択内容を基準に適用されます。
ドリル先端貫通
オンの場合、ツールチップは穴の底を貫通してドリル加工します。穴の下部の直径にドリルのリップを配置します。また、[抜け代]を使用して工具で底面まで完全に貫通したり、底面を通過することもできます。
 |
左側の穴: 深さは先端まで(オフ) 右側の穴: 深さはリップまで(オン) |
 [サイクル]タブの設定
[サイクル]タブの設定
サイクル タイプ
サイクルタイプは、ドリル サイクルのタイプです。Fusion には、多数の事前定義済み(固定)ドリル サイクルが用意されています。
ドリル サイクルを選択することにより、ドリル操作でどのパラメータを指定できるのかが決まります。
- ドリル - 早送り退出: プログラミングした深さまで送り、早送り退出します。センター ドリル、スポット ドリル、および深さが工具直径の 3 倍未満の穴に使用します。
- ざぐり - 停留と早送り退出: プログラミングした深さまで送り、指定された期間停留した後、早送り退出します。ねじの斜面クリアランスに平坦な底面を作成するために使用します。停留によって穴の床面の仕上げが向上します。
- チップ切断 - 部分退避: 工具直径の 3 倍または 4 倍を超える深さの穴に使用します。複数のペックを使用して、チップを切断したり穴に冷却水を注入させながら工具を定期的に退避させます。これは、**ペック ドリルと呼ばれます。
- 深穴ドリル - 完全退避: チップ切断に似ていますが、こちらはチップを排出し、穴に冷却水を注入させながら工具を穴から完全に退避させます。これは、**ペック ドリルと呼ばれます。
- 貫通: 穴を貫通するまでの送りを短縮したり減速することができます。
- ガイド深穴ドリル - ガン ドリル: 標準ガン ドリルには単一の有効な切削エッジがあります。この独自のヘッド ジオメトリは、従来のツイスト ドリルとは異なります。ドリル加工の間、ガイド パッドによって穴が磨かれ、穴の真直度を維持できます。この動作の結果として正確な直径の丸穴となり、各種材料に深くまっすぐな穴を作成できます。
- タッピング: ねじを受ける穴でねじ山をカットするプロセスです。ねじのような多点工具を使用して丸穴に右または左のねじ山をタップします。
- 左タップ: 左ねじ山用のねじ穴を作成します。タップは穴に入るとき反時計回りに回転し、反転して穴を出ます。
- 右タップ: 右ねじ山用のねじ穴を作成します。タップは穴に入るとき時計回りに回転し、反転して穴を出ます。
- チップ切断でタッピング: 最終深さに達するまで徐々に深くなるように複数回出し入れを繰り返すことでねじ穴を作成します。
- リーマ - 送り退出: 送り込み、最終深さに到達した後すぐに送り退出します。精度の高い穴の仕上げ操作です。
- ボア - 停留と送り退出: リーマに似ていますが、こちらには底面の深さでの停留が含まれます。
- ボア停止 - 停止して早送り退出: 深さまで送り、主軸回転を止め、早送り退出します。退出時にボアのインサートを壁に沿ってドラッグします。
- ファイン ボア - シフト: ボア停止に似ていますが、こちらはインサートの先端の向きをボアの壁から離れるように動かしてから退避移動を行います。
- バックボア: 反転ざぐりのツールがアタッチされている間は、穴の内側の深さを移動して停止します。主軸は、回転を開始してツールをパーツの背面側のざぐりまで送り出します。
- 円形ポケット ミル: 円形ポケットのコントロールでカスタムの固定サイクルを開始するのに使用できます。
- ボア ミル: らせんのボア ミルのコントロールでカスタムの固定サイクルを開始するのに使用できます。
- ねじ切りミル: ねじ切りミルのコントロールでカスタムの固定サイクルを開始するのに使用できます。
- カスタム: プローブ工具を使用してパーツのフィーチャを計測するため、または、WCS を定義するのにマシンからマクロを使用するために使用します。ポスト プロセッサでは機械に応じて特別な処理が必要です。**[セットアップ]プルダウン メニューでより高度なプローブの機能を参照してください。
ペック深さ
チップを除去および切断するために材料に(から)切り込む最初のペック移動の深さを設定します。
ペック深さ短縮
ペックごとにペック深さが短縮される量です。
最小ペック深さ
最小許容ペック深さです。
累積ペック深さ
完全退避を強制するペック深さを指定します。
チップ切断長さ
チップの切断操作で、ドリルはチップのバインドを防ぐために穴に進んだ後に指定した距離を退出します。
退避の前に停留
ペック退避前にドウェルを可能にして切り粉を減らします。加工する素材によっては、この操作を行うことで工具移動高さが大きく増加することがあります。
停留時間
停留時間は、秒単位の停留時間です。停留時間を指定すると、指定した時間の間すべての軸の動作が停止しますが、主軸は指定された RPM で回転し続けます。これを使用すると、穴から退避する前にチップを除去することができ、通常、穴の仕上げが改善されます。
通常、1/4 秒から 1 秒のドウェル時間で十分です。たとえば、1/4 秒停留するには、このフィールドに 0.25 (1/4)を指定します。
ドリル サイクルのポスト処理の場合、停留時間はドリル サイクル パラメータ(通常 P)の 1 つとして指定され、ほとんどの場合ミリ秒(ms)単位で出力されます。

G82 で停留時間 250 ms
拡張されたサイクルを使用してポストする場合、停留時間は通常の停留コマンド(G4)として出力されます。
少なくとも完全に 1 回転する最小ドウェル時間を計算するには、60 を主軸回転速度で割った値を使用します。たとえば、350 RPM での最小停留時間は、60 / 350 = 0.171 s (0.2 s に切り上げ可能)となります。
貫通距離
穴の深さの底より上の距離を指定します。底を貫通する前に、サイクルが送りと速度を調整する必要があります。この値は、穴の底から上方向に計測されます。
工具が穴の底を貫通するときに、切りくずや亀裂が生じるすべての材料に使用できます。
貫通の送り速度
貫通距離に達したときに適用する送り速度をコントロールします。これは、ドリル加工する材料の特性に応じて増減できます。
1 回転あたりの貫通送り
入力では、時間の経過に伴う距離ではなく、スピンドルの回転あたりの単位を使用します。
貫通時の主軸回転速度
貫通距離に達したときに適用する主軸回転速度をコントロールします。これは、ドリル加工する材料の特性に応じて増減できます。
開始深さ
ガン ドリルは長いため、工具が実際の穴の位置から離れないように、下穴は大まかにドリル加工されます。この値は、下穴の内側の位置決め深さを指定します。この位置決め移動は送りモードで実行され、この深さに移動する際の独立した送り速度を指定することができます。
停留深さ
停留するストックの下の深さを指定します。これは、退避前に貫通穴の切りくずを除去するために使用できます。これは、すべてのポストプロセッサで、すべてのサイクルに実装されているわけではありません。
主軸停止
操作前と操作後にスピンドルを停止する場合に選択します。工具が下穴の開始深さに到達すると、スピンドルが起動します。
位置決め主軸回転速度
開始深さに合わせて位置決めするときに使用する主軸回転速度を指定します。
これは、切削主軸回転速度とは異なる場合があります。下穴に合わせて位置決めするときに安全のために低速を使用することや、一貫性を保つために切削速度を一致させることが必要になる場合があります。
位置決め送り速度
開始深さに合わせて位置決めするときに使用する送り速度を指定します。
時間を節約するために切削送り速度より大きい値を指定することも、安全上の理由で切削送り速度より小さい値を指定することもできます。
1 回転あたりの位置決め送り
入力では、時間の経過に伴う距離ではなく、スピンドルの回転あたりの単位を使用します。
ペック深さ
ドリルする増分値を指定し、全深さを複数の増分値に分割します。
最初のペック動作の深さを設定します。ペック動作は、穴に送って穴から早送り退出することで切りくずを除去および切断します。ペック深さの量
ペック深さ短縮
後続のペックごとに、ペック深さから減算する量を指定します。深さが増加すると、ドリルへの荷重が軽減されます。複数のペックが 2 mm の短縮を使用して表示されています
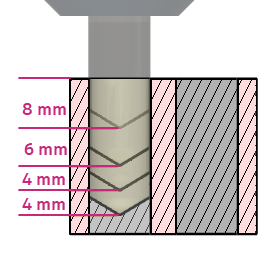
例: ペック深さ 8 mm、ペック深さ短縮 2 mm、最小ペック深さ 4 mm。第 1 ペックは 8 mm です。第 2 ペックは 6 mm です。第 3 ペックは 4 mm です。
値 0.0 では、全深さに到達するまで、全移動に対して同じペック深さが保持されます。
累積ペック深さ
工具が送り高さまで退避する前に、ドリル加工する総奥行きを指定します。これにより、穴から切りくずが抽出され、クーラントが穴に侵入できるようになります。
完全退避を行う前のペックまでの距離の合計。
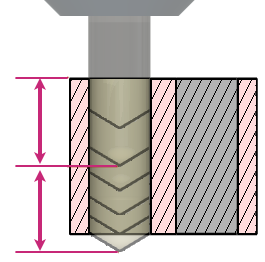
例: ペック深さが 8 mm、累積ペック深さが 14 mm の場合、サイクルは送り高さに退避する前に 2 ペック完了します。
チップ切断長さ
ペック間で工具がどの程度退避するかを指定します。この最小クリアランス退避により、切りくずが切断され、ペック間の工具先端への圧力が緩和されます。黄色で示されています。
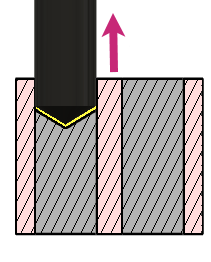
切りくず切断退避は黄色で示されています。
例: ペック深さ 8 mm、累積ペック深さ 14 mm、切りくず切断長さ .50 mm。サイクルは最初のペックを完了し、.50 mm 退避してから、次のペックに進みます。
相対深さ
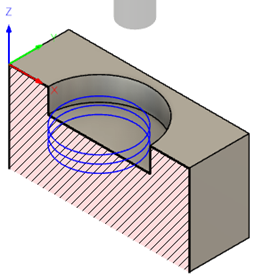
各 XY 円形ポケット パスの Z 深さを指定します。深さが 6 mm のポケット上の相対深さが 2 mm の場合、3 つの Z レベル パスが作成されます。
| 6 mm の深さのポケット上の相対深さ 2 mm | 3 深さ切削 |
 |
 |
サイクル方向
ダウンカットまたはアップカットとして切削方向を指定します。
ダウンカット: 工具は、刃先が最大限の厚さで材料にかみ合い、その後はかみ合いを減らしながら 0 へと戻るような形で進んでいきます。この方法では切断圧力と熱の発生が少なく、サーフェス仕上げが良好で、工具の寿命が長くなります。ダウンカットは、一般的に CNC 加工に推奨されます。
アップカット: 工具は反対の方向で切削するため、ゼロ厚さで開始して最大まで増加します。この方法では工具が切断サーフェスとこすれて材料が加工硬化され、熱が生成されて、工具の摩耗が大きくなる可能性があります。通常、アップカットは、工具の製造元から特定の材料について特に推奨された場合にのみ使用されます。
穴直径を使用
穴直径までドリル加工するか、設定した値まで加工するかを指定します。
切削ピッチ
XY 平面での切削間の距離を指定します。
工具を XY 方向に直線動作で押すのではなく、直径の完全なサイズになるまで、円弧の中心をシフトして切削ピッチを作成します。
パス繰り返し
パス繰り返しを選択して、最終深さに追加の仕上げパスを作成します。
これをスプリングパスと呼び、切削工具からたわみを除去して、底部を円滑に仕上げます。
仕上げ代
後続の粗取りまたは仕上げ操作用に残されたストックの量です。
径方向の仕上げ代
径方向の仕上げ代パラメータは、径方向(工具軸に垂直)の仕上げ代として、工具の側面に残す材料の量をコントロールします。
ピッチ
輪郭の周囲にらせんパスを作成する際の Z ステップの距離を指定します。
複数ステップを使用
切削に複数の XY ステップを作成する場合に選択します。
スレッド化
ねじ切りミル サイクルの方向を選択して、右ねじ、または、左ねじを作成します。
サイクル直径
円形ボアの最終直径を指定します。