ドリル サイクルのリファレンス
ドリル サイクルは、単一行のコードで穴加工タスクに必要なすべてのモーションを組み合わせることができるため、固定サイクルとも呼ばれます。これにより、プログラムのサイズが小さくなり、マシンでのドリル加工要件の変更が容易になります。
すべての CNC コントローラに同じ固定サイクルがあるわけではありません。ほとんどのマシンには、センター/スポット ドリル、ペック ドリル、ざぐり、ボア、リーマ、タッピングなどの一般的な穴機能の固定サイクルがあります。一部のマシンには、ガン ドリルやバック ボアなどの特殊なサイクルがあります。Fusion は、ポスト プロセッサを使用して、マシンの組み込みの固定サイクルにパラメータを渡します。マシンに特定の固定サイクルがない場合、Fusion は軸位置決め動作を長いコード形式で出力します。長いコードの動作を取得している場合、固定サイクルでは利用できない追加の Fusion 機能が実際に利用できる場合があります。選択した機能の固定サイクルがマシンにあり、長いコードを取得する場合は、マーケットプレイスのユーザにポスト プロセッサのカスタマイズを依頼することができます。
これは、Fusion ドリル サイクルと生成されるモーションのタイプのリストです。わかりやすくするために、サイクルの定義に使用される共通の G コードと共通の英数字コードを使用してこれらのサイクルを参照します。一般的な固定ドリル サイクルでは、G80 シリーズ コードが使用されます。一部では、G70 シリーズ コードが使用されます。これらの説明は一般的なもので、すべての CNC マシンに適用されるわけではありません。
一般的な固定サイクル構造は次のようになります。
G8# X (位置) Y (位置) Z (深さ) R (退避高さ) Q (増分ペック量) P (停留時間) F (送り速度)
ドリル: G81 は通常、穴の深さが直径の 3 倍未満のよりソフトな材料でのスポット ドリルおよび基本的なドリルに使用されます。
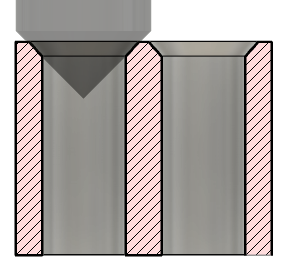 |
G81 ドリル動作: 退避高さまたは「R 平面」(R)に位置決め 深さ(Z)に送り(F) 退避高さ(R)まで早送り退出 |
ざぐり: 最終深さの停留によって平坦なサーフェスの穴のボトムが研磨されるため、G82 は通常、ざぐり穴に使用されます。
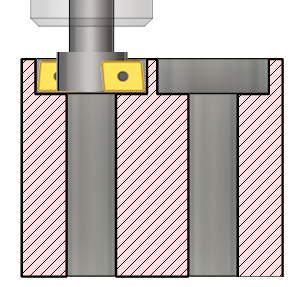 |
G82 ざぐり動作: 退避高さまたは「R 平面」(R)に位置決め 深さ(Z)に送り(F) しばらく停留(P) 退避高さ(R)まで早送り退出 |
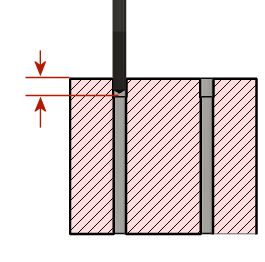
チップ切断: G73 は通常、工具が長い糸状のチップを引き上げる際に、深い穴をドリル加工する場合によく使用されます。穴にドリル加工した後、工具は少し退避し、次の増分値に対してさらにドリル加工を続行します。これは、完全な深さに達するまで続きます。これらの小さな退避により、ドリルで作成された長いチップを切断します。
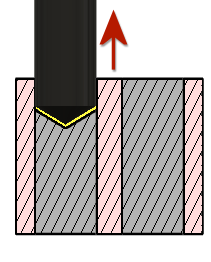 |
G73 チップ切断動作: 退避高さまたは「R 平面」(R)に位置決め 穴に増分距離(Q)で送り(F) 短い距離で退避(黄色) 増分ペック(Q)を続行し、最終深さ(Z)に到達するまで退避 退避高さ(R)まで早送り退出 |
ペック ドリル: G83 は通常、チップを穴から引き出す必要がある場合に、深い穴をドリル加工するために使用されます。穴をドリル加工した後、工具は R 平面に退避し、チップを引き出して冷却水が穴に入るようにします。次にドリルは離れた位置に戻り、次の増分値に対してさらにドリル加工を続行します。場合によっては、工具が穴に深く切込む際に、ペック量を削減するパラメータが存在します。これは、完全な深さに達するまで続きます。
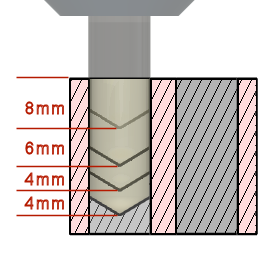 |
G83 ペック ドリル モーション: 退避高さまたは「R 平面」(R)に位置決め 穴に増分距離(Q)で送り(F) 「R 平面」(R)に退避 離れた位置まで早送り退出 増分ペック(Q)を続行し、最終深さ(Z)に到達するまで退避 退避高さ(R)まで早送り退出 |
ガイド深穴ドリル/ガン ドリル: 深さが穴の直径の 20 倍より大きい場合に、深穴のドリル加工に使用される特殊なサイクルです。ほとんどの CNC マシンには、ガン ドリル固定サイクルがありません。通常、ガン ドリルでは、非常に長いドリルが位置から離れないように、パーツに短い下穴をドリル加工する必要があります。ドリル自体にも、切削先端直径に一致する直径に沿ったガイドが含まれている場合があります。これにより、工具が穴の中で固定されます。通常、ガン ドリルでは、工具を通して加圧された冷却水を使用して、チップを強制的に取り出し、切削先端の潤滑を維持します。下穴への送り後、ガン ドリルは穴から退出する前に最終深さまで送り、R 平面まで送られます。
 |
ガン ドリル動作: 退避高さまたは「R 平面」に位置決め 下穴に送り(図を参照) 最終深さに達するまでドリル加工 退避高さまで早送り退出 |
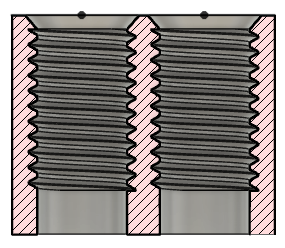
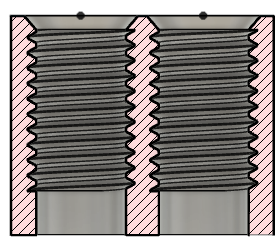
タッピング: タッピングの目的は、円柱内径にスパイラルの溝切りを加工することです。通常、G84 (右手)と G74 (左手)の固定サイクルを使用します。タップは、ねじと見た目が非常によく似ている工具ですが、ねじが材料を加工するためにシャープである点が異なります。タッピングは、ねじピッチに一致する速度で穴に送られ、同期された主軸の RPM が必要になります。最終深さに到達すると、主軸は方向を反転し、同じ送り速度で穴から送り退出します。基本的に、工具をねじ込み、主軸を反転して、工具をねじで外します。
Fusion には複数のタッピング オプションがあります。それぞれのサンプルのツールパス操作を作成し、出力をマシンのプログラミング マニュアルのサンプルと比較する必要があります。これは各タップ サイクルの基本的な説明で、これらはすべて同期された主軸速度と送り速度を必要とします。
- タッピング: 右ねじまたは左ねじ(G84/G74)のタッピング。主軸方向は、工具ライブラリの設定により決まります。
- 左タッピング: 左ねじ切り工具に固有のタッピング。
- 右タッピング: 右ねじ切り工具に固有のタッピング。
- チップ切断でタッピング: チップ切断によるタッピング。工具を部分距離でねじ込み、反転してチップを切断し、最終深さに到達するまでプロセスを繰り返します。
 |
 |
|
| 右ねじ穴 | 左ねじ穴 |
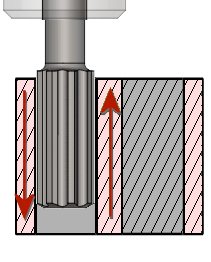
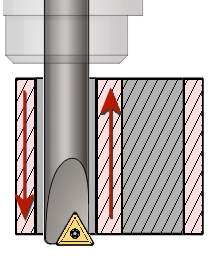
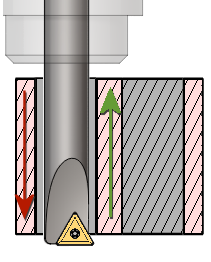
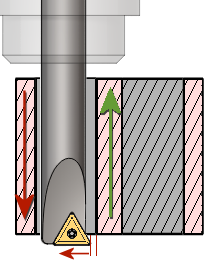
貫通: より特殊なタイプの穴操作です。貫通では、穴の底を貫通する直前の送りと速度を減速できます。これは、貫通の力によって穴の底が欠ける破損しやすい材料に使用される場合があります。
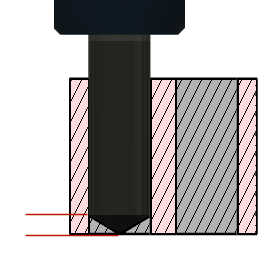 |
貫通動作: 退避高さまたは「R 平面」(R)に位置決め 穴に送り(F) 最終深さ(赤で表示)に到達する前に送り速度を減速 ドリル加工は最終深さまで続行 退避高さまで早送り退出 |
リーマ: G85 は一般的に、正確な直径の穴のリーマに使用されます。
 |
G85 リーマ動作: 退避高さまたは「R 平面」(R)に位置決め 深さ(Z)に送り(F) 退避高さ(R)まで送り退出 |
ボア: G89 は一般的に、平坦なボトムの穴を正確な直径にボア加工する場合に使用されます。最終深さの停留で平坦サーフェスの穴のボトムを研磨してから、工具は R 平面に送り退出します。
 |
G89 ボア動作: 退避高さまたは「R 平面」(R)に位置決め 深さ(Z)に送り(F) ボトム(P)で停留 退避高さ(R)まで送り退出 |
主軸停止によるボア: G86 は一般的に、平坦なボトムの穴を正確な直径にボア加工するために使用されます。主軸は穴の最終深さで停止し、工具は R 平面に早送り退出します。
 |
G86 主軸停止によるボア動作: 退避高さまたは「R 平面」(R)に位置決め 深さ(Z)に送り(F) ボトムで主軸を停止 退避高さ(R)まで早送り退出 |
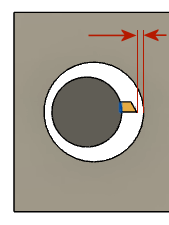
ファイン ボア(シフト): 通常、G76 は 1 方向の加工のみで、正確な直径のボア加工に使用されます。主軸は穴の最終深さで停止します。工具先端が特定の位置に向いている場合、工具はボアの面から離れ、工具は R 平面に早送り退出します。
 |
G76 ファイン ボア動作: 退避高さまたは「R 平面」(R)に位置決め 深さ(Z)に送り(F) ボトムで主軸を停止 主軸の方向が移動する可能性あり ボア壁(Q)から工具をシフト 退避高さ(R)まで早送り退出 |
 |
バック ボア(ソフト): 通常、G87 はパーツの背面からの穴の面取り、ボア、またはざぐりに使用されます。このサイクルは、いくつかの異なる方法で動作する場合があります。
ベースの上側に切削表面があるボア バーと同様に、反転面取り工具を使用します。これらの工具のインサートは、主軸が回転するときに遠心力で延長されることがあります。主軸を停止すると、インサートは退避されます。
ベースの上側に切削表面がある主軸に配置された L 字型工具を使用します。回転していない穴を穴にフィットするように注意深く突き抜け、穴の中心線と共に工具の中心線を配置し、主軸を開始して工具を上向きに送り、ざぐり穴を作成します。完了したら、工具を停止し、中心線から離して、穴から退避します。
空の工具軸を使用して、工具は停止する穴の完全な深さに早送り退出します。このため、高速切断の逆ざぐり工具を取り付けることができます。工具は、ざぐりを加工するために上向きに送られ、サーフェスから下向きに移動して主軸を停止します。これにより、ざぐりを除去してから、軸が穴から退避します。
モーションの複雑さと必要な手動操作の量が理由で、このタイプの操作はほとんど使用されません。
 |
G87 バック ボア動作: 退避高さまたは「R 平面」(R)に位置決め 深さまで早送り ボトム(P)で停留 逆ざぐり工具が工具軸にアタッチされる 工具がざぐり深さに送られる 工具がサーフェスから離れる ざぐりが除去される 工具が退避高さ(R)まで早送り退出される |
円形ポケット ミル: Fusion は、このサイクルを使用して、ご使用のマシン制御のポケット ミル サイクルにパラメータを渡します。Fusion には、ポケット ミルを視覚的に示す表示はありません。ポケットの加工のジョブにおいて、2D 負荷制御または 2D サークル ミル ツールパスは、CNC コントローラの固定ポケット サイクルよりも確実に優れています。しかし、固定サイクルには、プログラムのサイズを小さくできる利点があります。単一行の固定サイクル コードは、2D 負荷制御または 2D サークルを使用すると 40 行になる可能性がある同じポケットを除去することができます。また、マシンで円形ポケットのサイズや切削ステップを調整できるという利点もあります。
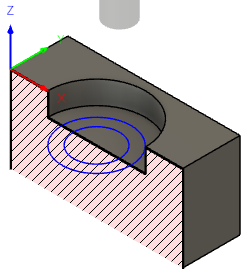 |
円形ポケット ミル動作: 退避高さまたは「R 平面」(R)に位置決め 固定サイクルを呼び出し Fusion にツールパスは表示されません |
ボア ミル: Fusion は、このサイクルを使用して、ご使用のマシン制御のボア ミル サイクルにパラメータを渡します。Fusion には、ボア ミルを視覚的に示す表示はありません。ボアの加工のジョブにおいて、2D 負荷制御または 2D ボア ミル ツールパスは、CNC コントローラの固定ボア サイクルよりも確実に優れています。しかし、固定サイクルには、プログラムのサイズを小さくできる利点があります。単一行の固定サイクル コードは、2D 負荷制御または 2D ボアを使用すると 40 行になる可能性がある同じボアを除去することができます。また、マシンでボアのサイズや切削ステップを調整できるという利点もあります。
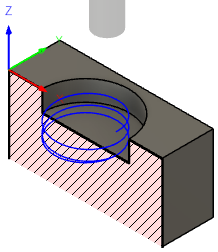 |
ボア ミル動作: 退避高さまたは「R 平面」(R)に位置決め 固定サイクルを呼び出し Fusion にツールパスは表示されません |
ねじ切りミル: Fusion は、このサイクルを使用して、ご使用のマシン制御のねじ切りミル サイクルにパラメータを渡します。Fusion には、ボア ミルを視覚的に示す表示はありません。ねじ切りの加工のジョブにおいて、2D ねじ切りミル ツールパスは、CNC コントローラの固定ねじ切りサイクルよりも確実に優れています。しかし、固定サイクルには、プログラムのサイズを小さくできる利点があります。単一行の固定サイクル コードは、2D ねじ切りを使用すると 40 行になる可能性がある同じねじ切りを加工することができます。また、マシンでねじ切りのサイズや切削ステップを調整できるという利点もあります。
|
ねじ切りミル動作: 退避高さまたは「R 平面」(R)に位置決め 固定サイクルを呼び出し Fusion にツールパスは表示されません |
カスタム - Fusion は、このサイクルを使用して、ご使用のマシン制御のプローブ サイクルにパラメータを渡します。Fusion には、プローブ動作を視覚的に示す表示はありません。Fusion の検査ツールには、プローブおよびプローブ プロセスの視覚的なフィードバックに関する追加のオプションが提供されています。プローブが必要な場合、これらは確実に、より優れたジョブを実行します。
| プローブ動作: 退避高さまたは「R 平面」(R)に位置決め 固定サイクルを呼び出し Fusion に動作は表示されません |