
Pencil reference
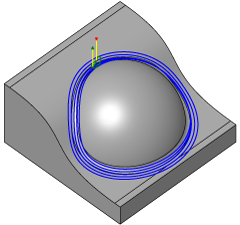
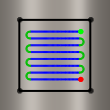
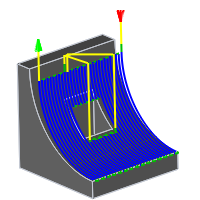
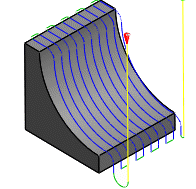
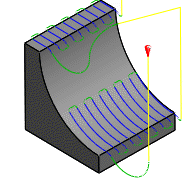
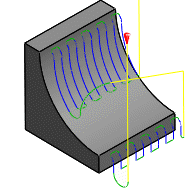
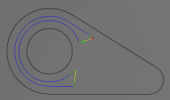
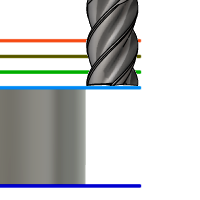
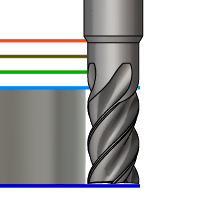
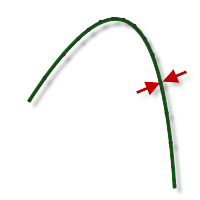
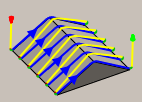
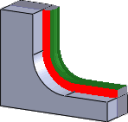
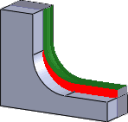
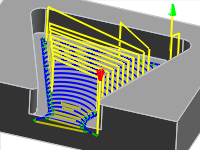
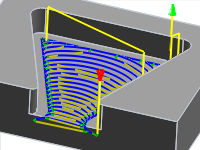
The Pencil strategy creates toolpaths along internal corners and fillets with radii smaller than or equal to the tool corner radius.
Manufacture > Milling > 3D > Pencil ![]()
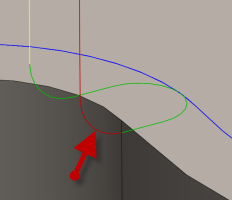
By applying an Overthickness , it is also possible to calculate pencil paths along fillets that have a larger radius than the tool corner radius.
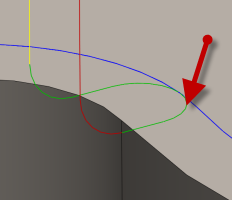
The controlling parameter for this operation is the Bitangency Angle. The system runs the tool along all the paths where it would be making two simultaneous contacts with the part with more than this angle in difference.
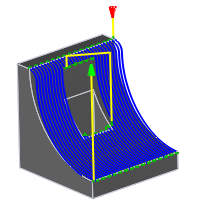
The pencil overthickness enables you to detect a set of pencil passes for a tool larger than the one you specify and project the passes into the surface. This makes it possible to find paths along a corner fillet where the radius is slightly greater than the corner radius of the tool.
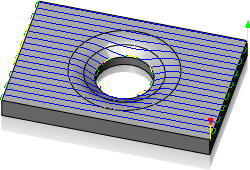
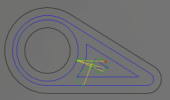
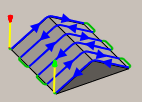
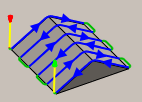
Within the same operation, this strategy can calculate stepovers with a constant distance along the surface to each side of the pencil passes.
 Tool tab settings
Tool tab settings

Coolant
Select the type of coolant used with the machine tool. Not all types will work with all machine postprocessors.
Feed & Speed
Spindle and Feedrate cutting parameters.
- Spindle Speed - The rotational speed of the spindle expressed in Rotations Per Minute (RPM)
- Surface Speed - The speed which the material moves past the cutting edge of the tool (SFM or m/min)
- Ramp Spindle Speed - The rotational speed of the spindle when performing ramp movements
- Cutting Feedrate - Feedrate used in regular cutting moves. Expressed as Inches/Min (IPM) or MM/Min
- Feed per Tooth - The cutting feedrate expressed as the feed per tooth (FPT)
- Lead-In Feedrate - Feed used when leading in to a cutting move.
- Lead-Out Feedrate - Feed used when leading out from a cutting move
- Ramp Feedrate - Feed used when doing helical ramps into stock
- Plunge Feedrate - Feed used when plunging into stock
- Feed per Revolution - The plunge feedrate expressed as the feed per revolution
Shaft & Holder
When enabled, this provides additional controls for collision handling. Collision detection can be done for both the tool shaft and holder, and they can be given separate clearances. Choose between several modes, depending on the machining strategy.
This function increases the number of calculations that need to be performed. This may effect the performance of your system on very large projects.
Shaft and Holder Modes
Disabled - When Shaft and Holder is disabled Fusion does not calculate for any shaft/holder collisions.
Pull away - The toolpath pulls away from the workpiece to maintain a safe distance between the shaft and/or holder.
Detect tool length - The tool is automatically extended further out of the holder to maintain the specified safe distance between the shaft and/or holder and the workpiece. A message indicating how the far the tool is extended out of the holder is logged.
Fail on collision - The toolpath calculation is aborted and an error message logged when the safe distance is violated.
Settings
- Use Shaft - Enable to include the shaft of the selected tool, in the toolpath calculation, to avoid collisions.
- Shaft Clearance - The tool shaft always stays this distance from the part.
- Use Holder - Enable to include the holder of the selected tool, in the toolpath calculation, to avoid collisions.
- Holder Clearance - The tool holder always stays this distance from the part.
 Geometry tab settings
Geometry tab settings
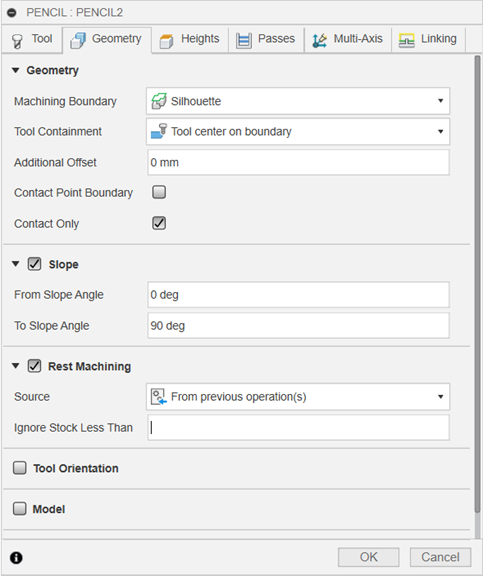
Machining Boundary
Boundaries mode specifies how the toolpath boundary is defined. The following images are shown using a 3D Radial toolpath.
Example 1
Example 2
Boundary modes:
None - The toolpaths machine all stock without limitation.
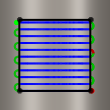
Bounding box - Contains toolpaths within a box defined by the maximum extents of the part as viewed from the WCS.

Bounding box
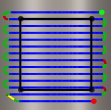
Silhouette - Contains toolpaths within a boundary defined by the part shadow as viewed from the WCS.
Silhouette
Selection - Contains toolpaths within a region specified by a selected boundary.
Selection
Tool Containment
Use tool containment to control the tools' position in relation to the selected boundary or boundaries.
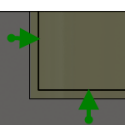
Inside
The entire tool stays inside the boundary. As a result, the entire surface contained by the boundary might not be machined.
Inside
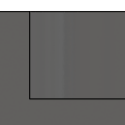
Center
The boundary limits the center of the tool. This setting ensures that the entire surface inside the boundary is machined. However, areas outside the boundary or boundaries might also be machined.
Center
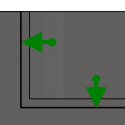
Outside
The toolpath is created inside the boundary, but the tool edge can move on the outside edge of the boundary.
Outside
To offset the boundary containment, use the Additional Offset parameter.
Additional Offset
The additional offset is applied to the selected boundary/boundaries and tool containment.
A positive value offsets the boundary outwards unless the tool containment is Inside, in which case a positive value offsets inwards.
Negative offset with tool center on boundary
No offset with tool center on boundary
Positive offset with tool center on boundary
To ensure that the edge of the tool overlaps the boundary, select the Outside tool containment method and specify a small positive value.
To ensure that the edge of the tool is completely clear of the boundary, select the Inside tool containment method and specify a small positive value.
Contact Point Boundary
When enabled, specifies that the boundary limits where the tool touches the part rather than the tool center location.
Disabled
Enabled
The difference is illustrated below on a Parallel toolpath using a ball end mill.
Disabled
Enabled
Contact Only
Controls whether or not toolpaths are generated where the tool is not in contact with the machining surface. When disabled, toolpaths are extended to the limits of the containment boundary and across openings in the workpiece.
Enabled
Disabled
Slope
Contains toolpaths based on a range of specified angles.
0° - 90°
0° - 45°
45° - 90°
Slope angle confinement is specified by the From Slope Angle and To Slope Angle angle parameters on the Geometry tab. Angles are defined from 0° (horizontal) to 90° (vertical).
Only areas equal to or greater than the values in the From Slope Angle and To Slope Angle parameters are machined.
Most 3D finishing strategies support slope angle confinement. One use of slope confinement is to confine a selected toolpath strategy to angles where it works best. For example, Parallel Finish is better suited to shallow areas while Contour Finish is better suited to steep areas.
From Slope Angle
From Slope Angle is defined from the 0° (horizontal) plane. Only areas equal to or greater than this value are machined.
Slope angle from 0°
To Slope Angle
To Slope Angle is defined from the 0° (horizontal) plane. Only areas equal to or less than this value are machined.
Slope angle to 90°
Rest Machining
Limits the operation to just remove material that a previous tool or operation could not remove.
Rest Machining ON
Rest Machining OFF
Source
Specifies the source from which the rest machining is to be calculated.
- From previous operation(s)
- From operation(s)
- From tool
- From file
- From solid(s)
- From setup stock
From Setup Stock
Union of all Dependent Operations
Union of all dependent operations.
Include all Previous Operations
Include all previous operations.
Tool Diameter
Specifies the diameter of the rest material tool.
Corner Radius
Specifies the corner radius of the rest material tool.
Taper Angle
Specifies the rest material tool taper angle.
Shoulder Length
Specifies the rest material tool shoulder length.
File
Specifies the rest material file.
Ignore Stock Less Than
Specifies the amount of stock from previous operations to ignore. Expressed in distance units. The parameter helps you avoid machining of minor rest material.
Tool Orientation
Specifies how the tool orientation is determined using a combination of triad orientation and origin options.
The Orientation drop-down menu provides the following options to set the orientation of the X, Y, and Z triad axes:
- Setup WCS orientation - Uses the workpiece coordinate system (WCS) of the current setup for the tool orientation.
- Model orientation - Uses the coordinate system (WCS) of the current part for the tool orientation.
- Select Z axis/plane & X axis - Select a face or an edge to define the Z axis and another face or edge to define the X axis. Both the Z and X axes can be flipped 180 degrees.
- Select Z axis/plane & Y axis - Select a face or an edge to define the Z axis and another face or edge to define the Y axis. Both the Z and Y axes can be flipped 180 degrees.
- Select X & Y axes - Select a face or an edge to define the X axis and another face or edge to define the Y axis. Both the X and Y axes can be flipped 180 degrees.
- Select coordinate system - Sets a specific tool orientation for this operation from a defined user coordinate system in the model. This uses both the origin and orientation of the existing coordinate system. Use this if your model does not contain a suitable point & plane for your operation.
The Origin drop-down menu offers the following options for locating the triad origin:
- Setup WCS origin - Uses the workpiece coordinate system (WCS) origin of the current setup for the tool origin.
- Model origin - Uses the coordinate system (WCS) origin of the current part for the tool origin.
- Selected point - Select a vertex or an edge for the triad origin.
- Stock box point - Select a point on the stock bounding box for the triad origin.
- Model box point - Select a point on the model bounding box for the triad origin.
Model
Enable to override the model geometry (surfaces/bodies) defined in the setup.
Include Setup Model
Enabled by default, the model selected in the setup is included in addition to the model surfaces selected in the operation. If you disable this checkbox, then the toolpath is generated only on the surfaces selected in the operation.
Avoid/Touch Surfaces
Specifies surfaces to avoid. When enabled, toolpaths stay away from the selected surfaces by a specified amount.
Disabled
Enabled
Avoid/Touch Surface Clearance
The tool always stays this distance from the selected surfaces.
Touch Surfaces
Inverts the meaning of the Avoid surfaces setting. When enabled, the avoid surfaces are the ones that must be touched within the given clearance while the remaining surfaces are avoided.
Touch surfaces
 Heights tab settings
Heights tab settings
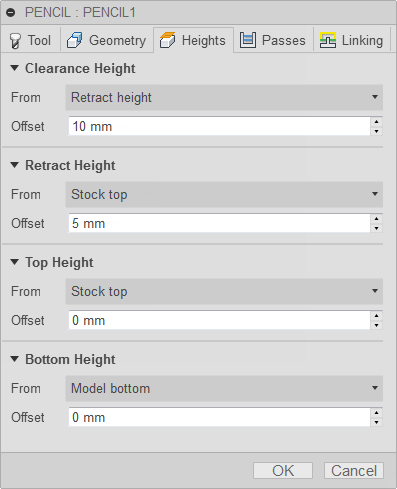
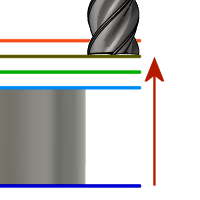
Clearance Height
The Clearance height is the first height the tool rapids to on its way to the start of the tool path.
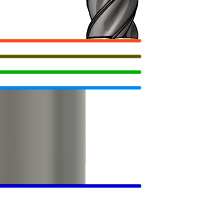
Clearance Height
- Retract height: incremental offset from the Retract Height.
- Feed height: incremental offset from the Feed Height.
- Top height: incremental offset from the Top Height.
- Bottom height: incremental offset from the Bottom Height.
- Model top: incremental offset from the Model Top.
- Model bottom: incremental offset from the Model Bottom.
- Stock top: incremental offset from the Stock Top.
- Stock bottom: incremental offset from the Stock Bottom.
- Selection: incremental offset from a Point (vertex), Edge or Face selected on the model.
- Origin (absolute): absolute offset from the Origin that is defined in either the Setup or in Tool Orientation within the specific operation.
Clearance Height Offset
The Clearance Height Offset is applied and is relative to the Clearance height selection in the above drop-down list.
Retract Height
Retract height sets the height that the tool moves up to before the next cutting pass. Retract height should be set above the Feed height and Top. Retract height is used together with the subsequent offset to establish the height.
Retract Height
- Clearance height: incremental offset from the Clearance Height.
- Feed height: incremental offset from the Feed Height.
- Top height: incremental offset from the Top Height.
- Bottom height: incremental offset from the Bottom Height.
- Model top: incremental offset from the Model Top.
- Model bottom: incremental offset from the Model Bottom.
- Stock top: incremental offset from the Stock Top.
- Stock bottom: incremental offset from the Stock Bottom.
- Selection: incremental offset from a Point (vertex), Edge or Face selected on the model.
- Origin (absolute): absolute offset from the Origin that is defined in either the Setup or in Tool Orientation within the specific operation.
Retract Height Offset
Retract Height Offset is applied and is relative to the Retract height selection in the above drop-down list.
Top Height
Top height sets the height that describes the top of the cut. Top height should be set above the Bottom. Top height is used together with the subsequent offset to establish the height.
Top Height
- Clearance height: incremental offset from the Clearance Height.
- Retract height: incremental offset from the Retract Height.
- Feed height: incremental offset from the Feed Height.
- Bottom height: incremental offset from the Bottom Height.
- Model top: incremental offset from the Model Top.
- Model bottom: incremental offset from the Model Bottom.
- Stock top: incremental offset from the Stock Top.
- Stock bottom: incremental offset from the Stock Bottom.
- Selection: incremental offset from a Point (vertex), Edge or Face selected on the model.
- Origin (absolute): absolute offset from the Origin that is defined in either the Setup or in Tool Orientation within the specific operation.
Top Offset
Top Offset is applied and is relative to the Top height selection in the above drop-down list.
Bottom Height
Bottom height determines the final machining height/depth and the lowest depth that the tool descends into the stock. Bottom height needs to be set below the Top. Bottom height is used together with the subsequent offset to establish the height.
Bottom Height
- Clearance height: incremental offset from the Clearance Height.
- Retract height: incremental offset from the Retract Height.
- Feed height: incremental offset from the Feed Height.
- Top height: incremental offset from the Top Height.
- Model top: incremental offset from the Model Top.
- Model bottom: incremental offset from the Model Bottom.
- Stock top: incremental offset from the Stock Top.
- Stock bottom: incremental offset from the Stock Bottom.
- Selection: incremental offset from a Point (vertex), Edge or Face selected on the model.
- Origin (absolute): absolute offset from the Origin that is defined in either the Setup or in Tool Orientation within the specific operation.
Bottom Offset
Bottom Offset is applied and is relative to the Bottom height selection in the above drop-down list.
 Passes tab settings
Passes tab settings
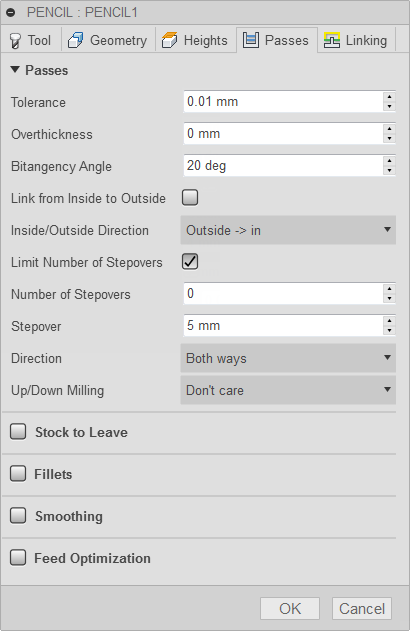
Tolerance
The machining tolerance is the sum of the tolerances used for toolpath generation and geometry triangulation. Any additional filtering tolerances must be added to this tolerance to get the total tolerance.
 |
 |
| Loose Tolerance .100 | Tight Tolerance .001 |
CNC machine contouring motion is controlled using line G1 and arc G2 G3 commands. To accommodate this, Fusion approximates spline and surface toolpaths by linearizing them; creating many short line segments to approximate the desired shape. How accurately the toolpath matches the desired shape depends largely on the number of lines used. More lines result in a toolpath that more closely approximates the nominal shape of the spline or surface.
Data Starving
It is tempting to always use very tight tolerances, but there are trade-offs including longer toolpath calculation times, large G-code files, and very short line moves. The first two are not much of a problem because Fusion calculates very quickly and most modern controls have at least 1MB of RAM. However, short line moves, coupled with high feedrates, may result in a phenomenon known as data starving.
Data starving occurs when the control becomes so overwhelmed with data that it cannot keep up. CNC controls can only process a finite number of lines of code (blocks) per second. That can be as few as 40 blocks/second on older machines and 1,000 blocks/second or more on a newer machine like the Haas Automation control. Short line moves and high feedrates can force the processing rate beyond what the control can handle. When that happens, the machine must pause after each move and wait for the next servo command from the control.
Overthickness
Additional thickness which is applied to the tool to detect passes along fillets with a radius exceeding the radius of the tool.
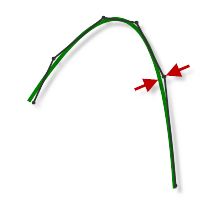
Bitangency Angle
An angle in degrees which is used to detect passes along a wall or fold.
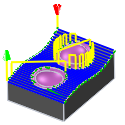
Link from Inside to Outside
Enable to specify whether the linking between passes should be done without particular ordering or linking should be done by ordering from inside passes to outside passes.
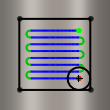
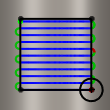
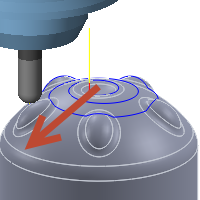
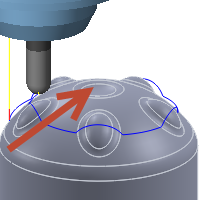
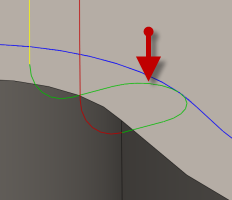
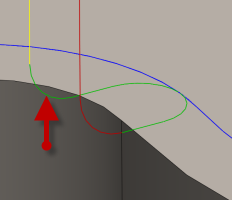
Inside/Outside Direction
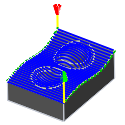
Specifies if the toolpath moves inside-out or outside-in. Selecting the Shortest machining distance option uses a mixture of the ordering to achieve the shortest machining distance.
Inside > out
Outside > in
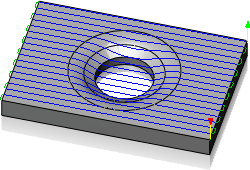
Limit Number of Stepovers
When disabled, the number of steps is unlimited and the result is a collapsed pencil finish of the entire surface.
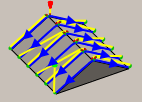
Number of Stepovers
The number of roughing steps.
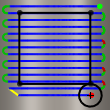
Stepover
Specifies horizontal stepover between passes. By default, this value is 95% of the cutter diameter less the tool corner radius.
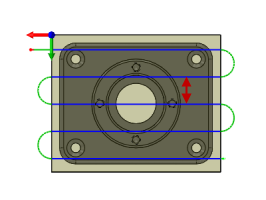
Horizontal stepover
Direction
The Direction option lets you control if Fusion should attempt to maintain either Climb or Conventional milling.
Climb
Both Ways
One Way
Select One Way to machine all the passes in a single direction. When this method is used, Fusion attempts to use climb milling relative to the selected boundaries
Other Way
This reverses the direction of the toolpath compared to the One Way setting to generate a conventional milling toolpath.
Both Ways
When Both Ways is selected, Fusion disregards the machining direction and links passes with the directions that result in the shortest toolpath.
Up/Down Milling
Use this option to break each pass into segments so that each piece is machined using either downward or upward moves only. This is useful when using insert cutters that are restricted to a specific cutting direction.
Both
Down Milling
Stock to Leave
Positive
Positive Stock to Leave - The amount of stock left after an operation to be removed by subsequent roughing or finishing operations. For roughing operations, the default is to leave a small amount of material.
None
No Stock to Leave - Remove all excess material up to the selected geometry.
Negative
Negative Stock to Leave - Removes material beyond the part surface or boundary. This technique is often used in Electrode Machining to allow for a spark gap, or to meet tolerance requirements of a part.
Radial (wall) Stock to Leave
The Radial Stock to Leave parameter controls the amount of material to leave in the radial (perpendicular to the tool axis) direction, i.e. at the side of the tool.
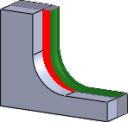
Radial stock to leave
Radial and axial stock to leave
Specifying a positive radial stock to leave results in material being left on the vertical walls and steep areas of the part.
For surfaces that are not exactly vertical, Fusion interpolates between the axial (floor) and radial stock to leave values, so the stock left in the radial direction on these surfaces might be different from the specified value, depending on surface slope and the axial stock to leave value.
Changing the radial stock to leave automatically sets the axial stock to leave to the same amount, unless you manually enter the axial stock to leave.
For finishing operations, the default value is 0 mm / 0 in, i.e. no material is left.
For roughing operations, the default is to leave a small amount of material that can then be removed later by one or more finishing operations.
Negative stock to leave
When using a negative stock to leave, the machining operation removes more material from your stock than your model shape. This can be used to machine electrodes with a spark gap, where the size of the spark gap is equal to the negative stock to leave.
Both the radial and axial stock to leave can be negative numbers. However, the negative radial stock to leave must be less than the tool radius.
When using a ball or radius cutter with a negative radial stock to leave that is greater than the corner radius, the negative axial stock to leave must be less than or equal to the corner radius.
Axial (floor) Stock to Leave
The Axial Stock to Leave parameter controls the amount of material to leave in the axial (along the Z-axis) direction, i.e. at the end of the tool.
Axial stock to leave
Both radial and axial stock to leave
Specifying a positive axial stock to leave results in material being left on the shallow areas of the part.
For surfaces that are not exactly horizontal, Fusion interpolates between the axial and radial (wall) stock to leave values, so the stock left in the axial direction on these surfaces might be different from the specified value depending on surface slope and the radial stock to leave value.
Changing the radial stock to leave automatically sets the axial stock to leave to the same amount, unless you manually enter the axial stock to leave.
For finishing operations, the default value is 0 mm / 0 in, i.e. no material is left.
For roughing operations, the default is to leave a small amount of material that can then be removed later by one or more finishing operations.
Negative stock to leave
When using a negative stock to leave the machining operation removes more material from your stock than your model shape. This can be used to machine electrodes with a spark gap, where the size of the spark gap is equal to the negative stock to leave.
Both the radial and axial stock to leave can be negative numbers. However, when using a ball or radius cutter with a negative radial stock to leave that is greater than the corner radius, the negative axial stock to leave must be less than or equal to the corner radius.
Fillets
Enable to enter a fillet radius.
Fillet Radius
Specify a fillet radius.
Smoothing
Smooths the toolpath by removing excessive points and fitting arcs where possible within the given filtering tolerance.
 |
 |
| Smoothing Off | Smoothing On |
Smoothing is used to reduce code size without sacrificing accuracy. Smoothing works by replacing collinear lines with one line and tangent arcs to replace multiple lines in curved areas.
The effects of smoothing can be dramatic. G-code file size may be reduced by as much as 50% or more. The machine will run faster and more smoothly and surface finish improves. The amount of code reduction depends on how well the toolpath lends itself to smoothing. Toolpaths that lay primarily in a major plane (XY, XZ, YZ), like parallel paths, filter well. Those that do not, such as 3D Scallop, are reduced less.
Smoothing Tolerance
Specifies the smoothing filter tolerance.
Smoothing works best when the tolerance (the accuracy with which the original linearized path is generated) is equal to or greater than the Smoothing (line arc fitting) tolerance.
Feed Optimization
Specifies that the feed should be reduced at corners.
Maximum Directional Change
Specifies the maximum angular change allowed before the feedrate is reduced.
Reduced Feed Radius
Specifies the minimum radius allowed before the feed is reduced.
Reduced Feed Distance
Specifies the distance to reduce the feed before a corner.
Reduced Feedrate
Specifies the reduced feedrate to be used at corners.
Only Inner Corners
Enable to only reduce the feedrate on inner corners.
 Linking tab settings
Linking tab settings
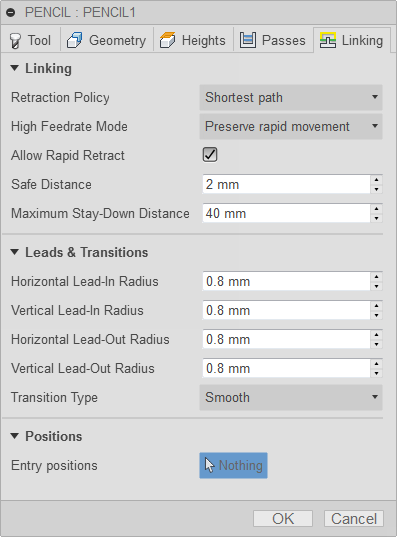
Retraction Policy
Controls how the tool moves between cutting passes. The following images are shown using the Flow strategy.
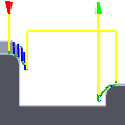
Full retraction - completely retracts the tool to the Retract Height at the end of the pass before moving above the start of the next pass.
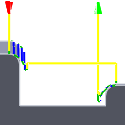
Minimum retraction - moves straight up to the lowest height where the tool clears the workpiece, plus any specified safe distance.
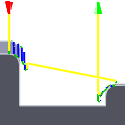
Shortest path - moves the tool the shortest possible distance in a straight line between paths.
 Important: The Shortest path option should not be used on machines that do not support linearized rapid movements where G0 moves are straight-line (versus G0 moves that drive all axes at maximum speed, sometimes referred to as "dogleg" moves). Failure to obey this rule will result in machine motion that cannot be properly simulated by the software and may result in tool crashes.
Important: The Shortest path option should not be used on machines that do not support linearized rapid movements where G0 moves are straight-line (versus G0 moves that drive all axes at maximum speed, sometimes referred to as "dogleg" moves). Failure to obey this rule will result in machine motion that cannot be properly simulated by the software and may result in tool crashes.
For CNC machines that do not support linearized rapid moves, the post processor can be modified to convert all G0 moves to high-feed G1 moves. Contact technical support for more information or instructions how to modify post processors as described.
High Feedrate Mode
Specifies when rapid movements should be output as true rapids (G0) and when they should be output as high feedrate movements (G1).
- Preserve rapid movement - All rapid movements are preserved.
- Preserve axial and radial rapid movement - Rapid movements moving only horizontally (radial) or vertically (axial) are output as true rapids.
- Preserve axial rapid movement - Only rapid movements moving vertically.
- Preserve radial rapid movement - Only rapid movements moving horizontally.
- Preserve single axis rapid movement - Only rapid movements moving in one axis (X, Y or Z).
- Always use high feed - Outputs rapid movements as (high feed moves) G01 moves instead of rapid movements (G0).
This parameter is usually set to avoid collisions at rapids on machines which perform "dog-leg" movements at rapid.
High Feedrate
The feedrate to use for rapids movements output as G1 instead of G0.
Allow Rapid Retract
When enabled, retracts are done as rapid movements (G0). Disable to force retracts at lead-out feedrate.
Safe Distance
Minimum distance between the tool and the part surfaces during retract moves. The distance is measured after stock to leave has been applied, so if a negative stock to leave is used, special care should be taken to ensure that safe distance is large enough to prevent any collisions.
Maximum Stay-Down Distance
Specifies the maximum distance allowed for stay-down moves.
1" Maximum stay-down distance
2" Maximum stay-down distance
Horizontal Lead-In Radius
Specifies the radius for horizontal lead-in moves.
Horizontal lead-in radius
Vertical Lead-In Radius
The radius of the vertical arc smoothing the entry move as it goes from the entry move to the toolpath itself.
Vertical lead-in radius
Horizontal Lead-Out Radius
Specifies the radius for horizontal lead-out moves.
Horizontal lead-out radius
Vertical Lead-Out Radius
Specifies the radius of the vertical lead-out.
Vertical lead-out radius
Transition Type
Specifies the type of connection done between passes.
- No contact - Sidesteps are not connected with each other on the same Z-level, but connected with a retract move.
- Straight line - Simpler, direct connections using straight lines.
- Shortest path - The shortest possible path between machining areas - typically a move in a straight line.
- Smooth - Use smooth tangential movements using true arcs where appropriate.
Entry positions
Selection button to choose entry positions.