|
Přístup: |
Pás karet:
karta CAM
 panel Vrtání
Vrtat
panel Vrtání
Vrtat

|
Operace Vrtat poskytuje přístup k celé škále operací vrtání, závitování a vytváření děr. Mezi ně patří:
- Vrtání – vrtání ve stylu G82 s rychlým odjezdem,
- Válcové zahloubení – vrtání ve stylu G82 s prodlevou na dně a rychlým odjezdem,
- Lámání třísek – lámání třísek s dlabáním a částečnými návraty mezi dlabáním,
- Hluboké vrtání – hluboké vrtání s dlabáním a úplnými návraty mezi dlabáním,
- Vedené hluboké vrtání – hlavňové vrtání – hluboké vrtání vytvářející velmi kulatou díru s přesným průměrem, které je velmi užitečné pro hluboké a přímé díry u rozličných materiálů,
- Závitování – závitování (G84/G74) se synchronizovanou rychlostí vřetena a posuvem,
- Závitování s lámáním třísek – závitování s lámáním třísek,
- Průnik – Umožňuje snížit rychlost přísuvu a otáčky před provrtáním díry skrz materiál.
- Vystružování – vystružování (styl G85) s posunem ven,
- Vrtání – vrtání s prodlevou na dně a posunem ven,
- Zastavit vrtání – vrtání (styl G86) se zastavením vřetena na dně a rychlým odjezdem,
- Přesné vrtání – přesné vrtání s posunem pryč od strany díry,
- Zpětné vrtání – vrtání zezadu,
- Frézování kruhové kapsy – frézování kruhové kapsy,
- Vrtací frézování – vrtací frézování,
- Frézování závitu – frézování závitu,
- Sonda – slouží k měření prvku součásti nástrojem sondy nebo k definování souřadnicového systému pomocí maker stroje. Vyžaduje zvláštní zacházení v postprocesorech v závislosti na stroji.
Vstupní geometrii těchto cyklů lze vybírat přímo z prvků geometrie součásti. Vzhledem ke konzistenci s dalšími 2D operacemi lze vstupní geometrii vybírat také z náčrtu (například středové body oblouků).
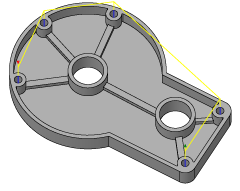
Nejjednodušším způsobem použití prvku vrtání při práci s modely základních těles je přímo vybrat válcové plochy vrtaných děr. Díky tomu se u každé díry nastaví správná výška a hloubka polotovaru a bude možné mít v jednom prvku vrtání díry na různých rovinách a s různými hloubkami. Všimněte si také, že při vrtání válcových ploch je k dispozici možnost Vybrat stejný průměr, které umožňuje snadný a automatický výběr mnoha podobných děr.
 Nastavení na kartě Nástroj
Nastavení na kartě Nástroj
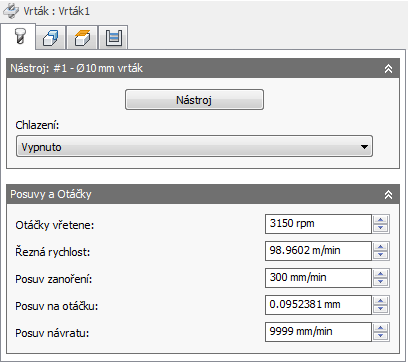
Chladivo:
Jedná se o typ chladiva použitého s nástrojem.
Rychlost vřetena:
Jedná se o rotační rychlost vřetena.
Řezná rychlost:
Jedná se o rychlost vřetena, která je vyjádřena jako rychlost nástroje na povrchu.
Rychlost posuvu při zanoření:
Jedná se o posuv použitý při zanořování do polotovaru.
Posuv na rotaci:
Jedná se o rychlost posuvu při zanoření, která je vyjádřena jako hodnota posuvu na rotaci.
Rychlost posuvu při návratu:
Jedná se o posuv, který se používá při návratu a nepoužití rychloposuvu (G0).
 Nastavení na kartě Geometrie
Nastavení na kartě Geometrie
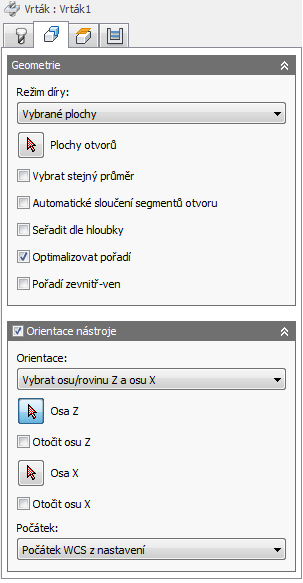
Vybrat stejný průměr
Toto políčko zaškrtněte, chcete-li automaticky vybrat všechny díry se stejným průměrem, jako má díra aktuálně vybraná ve výběrovém okně.
Příklad: chcete-li vrtat jedinou díru o průměru 6 mm (0,25 palce) a všechny díry o průměru 12 mm (0,5 palce), vyberte nejdříve díru o průměru 6 mm (0,25 palce), poté díru o průměru 12 mm (0,5 palce) a poté zaškrtněte políčko Vybrat stejný průměr.
Použití této možnosti je asociováno k modelu. Pokud budou později přidány další díry se stejným průměrem, obnovení operace zahrne přidané díry do vrtacího cyklu automaticky.
Automatické sloučení segmentů děr
Při vrtání díry s více segmenty tuto možnost povolte, aby došlo k automatickému zahrnutí sousedících segmentů.
Seřadit podle hloubky
Určuje, že díry musí být řazeny vzestupně nebo sestupně podle úrovně osy Z.
Optimalizovat pořadí
Určuje, že díry musí být řazeny tak, aby byla minimalizována vzdálenost obrábění.
Seřadit zevnitř ven
Chcete-li změnit pořadí děr z výchozího pořadí na pořadí, při kterém se nejdříve obrobí vnitřní díry a poté vnější díry, povolte tuto možnost.
Orientace nástroje
Pomocí kombinace orientace trojice a možností počátku umožňuje určit, jak bude nástroj orientován.
Rozevírací nabídka Orientace nabízí následující možnosti nastavení orientace os X, Y a Z trojice:
- Orientace WCS z nastavení – k určení orientace nástroje se použije souřadnicový systém obrobku z aktuálního nastavení.
- Orientace modelu – k určení orientace nástroje se použije pracovní souřadnicový systém aktuální součásti.
- Vybrat osu nebo rovinu Z a osu X – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany definujte osu X. Osy Z i X lze obrátit o 180 stupňů.
- Vybrat osu nebo rovinu Z a osu Y – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany definujte osu Y. Osy Z i Y lze obrátit o 180 stupňů.
- Vybrat osy X a Y – výběrem plochy nebo hrany definujte osu X a výběrem další plochy nebo hrany definujte osu Y. Osy X i Y lze obrátit o 180 stupňů.
- Vybrat souřadnicový systém – nastaví konkrétní orientaci nástroje pro tuto operaci v modelu z uživatelského souřadnicového systému (USS) aplikace Inventor. Použije se počátek i orientace existujícího souřadnicového systému. Tuto možnost použijte, pokud model neobsahuje vhodný bod a rovinu pro danou operaci.
Rozevírací nabídka Počátek nabízí následující možnosti umístění počátku trojice:
- Počátek WCS z nastavení – k určení počátku nástroje se použije počátek WCS.
- Počátek modelu – k určení počátku nástroje se použije pracovní souřadnicový systém aktuální součásti.
- Vybraný bod – k určení počátku trojice vyberte vrchol nebo hranu.
- Bod na ohraničujícím kvádru polotovaru – k určení počátku trojice vyberte bod na ohraničujícím kvádru polotovaru.
- Bod kvádru modelu – k určení počátku trojice vyberte bod v ohraničujícím kvádru modelu.
 Nastavení na kartě Výšky
Nastavení na kartě Výšky
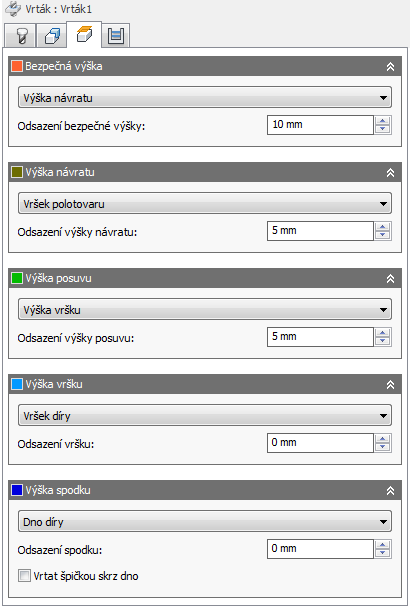
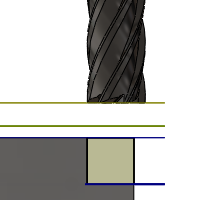
Bezpečná výška
Bezpečná výška je první výškou, do které se nástroj přesune rychloposuvem při přechodu na začátek dráhy nástroje.
Bezpečná výška
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení bezpečné výšky:
Použije se odsazení bezpečné výšky vztahující se k výběru bezpečné výšky v rozevíracím seznamu výše.
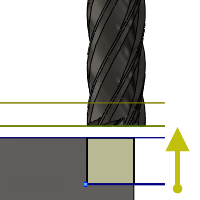
Výška návratu
Výška návratu určuje výšku, do které se posune nástroj před dalším řezným záběrem. Výška návratu musí být nastavena na hodnotu, která je vyšší než hodnota parametrů Výška posuvu a Vršek. Výška návratu se používá spolu s následným odsazením k určení výšky.
Výška návratu
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky návratu:
Použije se odsazení výšky návratu vztahující se k výběru výšky návratu v rozevíracím seznamu výše.
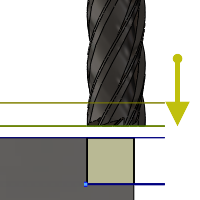
Výška posuvu
Výška posuvu určuje výšku, do které se nástroj přesune rychloposuvem před změnou rychlosti na rychlost posuvu nebo zanoření do součásti. Výška posuvu musí být nastavena na hodnotu, která je vyšší než hodnota parametru Vršek. Vrtací operace tuto výšku použije jako počáteční výšku posuvu a jako výšku návratu přerušení záběru. Výška posuvu se používá spolu s následným odsazením k určení výšky.
Výška posuvu
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Zakázáno: Zákaz možnosti Výška posuvu způsobí rychloposuv nástroje dolů k nájezdu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky posuvu:
Použije se odsazení výšky posuvu vztahující se k výběru výšky posuvu v rozevíracím seznamu výše.
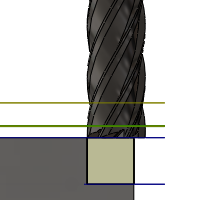
Horní výška
Výška vršku určuje výšku, která popisuje horní část řezu. Výška vršku musí být nastavena na hodnotu, která je vyšší než hodnota parametru Spodek. Výška vršku se používá spolu s následným odsazením k určení výšky.
Horní výška
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Horní odsazení:
Použije se odsazení vršku vztahující se k výběru výšky vršku v rozevíracím seznamu výše.
Dolní výška
Výška spodku určuje konečnou výšku a hloubku obrábění a nejnižší hloubku, do které nástroj v polotovaru sestoupí. Výška spodku musí být nastavena na hodnotu, která je nižší než hodnota parametru Vršek. Výška spodku se používá spolu s následným odsazením k určení výšky.
Dolní výška
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vršek díry: jedná se o přírůstkové odsazení od vršku díry.
- Dno díry: jedná se o přírůstkové odsazení ode dna díry.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
- K šířce zkosení: umožní nástroji zavrtat se natolik, aby vznikla šířka zkosení, která odpovídá vstupnímu parametru. Vstupní parametr nesmí překročit šířku zkosení nástroje. Vypočítané odsazení výšky závisí na parametrech nástroje (průměr, průměr špičky a úhel špičky) a na průměru díry. Možné výběry zahrnují válcové plochy, kružnice a oblouky.
- K průměru zkosení: průměr nové díry je roven vstupnímu parametru. Proto vstupní parametr nesmí překročit průměr nástroje. Vypočtené odsazení výšky závisí na parametrech nástroje a nezávisí na výběru děr. Možné výběry zahrnují válcové plochy, kružnice a oblouky.
Dolní odsazení:
Použije se odsazení spodku vztahující se k výběru výšky spodku v rozevíracím seznamu výše.
Vrtat špičkou skrze dno
Tuto možnost povolte, pokud chcete, aby špička úplně provrtala dno.
Hloubka záběru:
Určuje, jak daleko bude nástroj vrtat za dno díry, aby bylo zajištěno prořezání.
 Nastavení na kartě Cyklus
Nastavení na kartě Cyklus
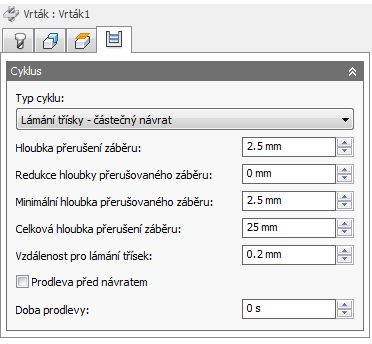
Typ cyklu:
Typ cyklu – jedná se o typ vrtacího cyklu. Aplikace Inventor HSM poskytuje řadu předdefinovaných (pevných) vrtacích cyklů.
Výběr vrtacího cyklu rozhoduje o tom, které parametry lze určit pro vrtací operaci.
- Vrtání – rychlý odjezd – Jedná se o běžné vrtání doporučené k vrtání děr s hloubkou menší než trojnásobek průměru nástroje.
- Válcové zahloubení - prodleva a rychloposuv ven – Zvětší jeden konec dříve vyvrtané díry. Zvětšený konec obvykle končí plochým vnitřkem. Ke zlepšení dokončení díry se použije prodleva.
- Lámání třísky - částečný návrat – Vrtá díry s hloubkou třikrát nebo čtyřikrát větší než průměr nástroje pomocí pravidelného návratu nástroje, při kterém se odstraňují třísky nebo zalévá díra chladicí kapalinou. Tento postup je známý také jako přerušované vrtání.
- Hluboké vrtání – úplný návrat Vrtá díry s hloubkou třikrát nebo čtyřikrát větší než průměr nástroje pomocí pravidelného návratu nástroje z díry, při kterém se odstraňují třísky nebo zalévá díra chladicí kapalinou. Tento postup je známý také jako přerušované vrtání.
- Průnik – Umožňuje snížit rychlost přísuvu a otáčky před provrtáním díry skrz materiál.
- Vedené hluboké vrtání – hlavňové vrtání – U standardního hlavňového vrtání je pouze jediná účinná řezací hrana. Tato jedinečná hlavová geometrie se liší od běžného točivého vrtání. Vodivé podložky při vrtání vyhlazují díru, což umožňuje, aby díra zůstala přímá. Výsledkem této aktivity je velmi kulatá díra s přesným průměrem. Je také možné vytvářet hluboké a rovné díry v mnoha různých materiálech.
- Levostranné závitování – Při vstupu do díry, kde má vyřezat závit, závitník rotuje proti směru pohybu hodinových ručiček.
- Pravostranné závitování – Při vstupu do díry, kde má vyřezat závit, závitník rotuje po směru pohybu hodinových ručiček.
- Závitování s lámáním třísek
- Vystružování – posun ven
- Vrtání – prodleva a posun ven
- Zastavit vrtání – zastavit a rychlý odjezd
- Přesné vrtání – posun
- Zpětné vrtání
- Frézování kruhové kapsy
- Vrtací frézování
- Frézování závitu
- Sonda – slouží k měření prvku součásti nástrojem sondy nebo k definování souřadnicového systému pomocí maker stroje. Vyžaduje zvláštní zacházení v postprocesorech v závislosti na stroji.
Hloubka přerušení záběru:
Nastavuje hloubku prvního pohybu přerušovaného záběru, který se zanořuje do materiálu a vyjíždí z něj, aby se odstranily a odlomily třísky.
Redukce hloubky přerušovaného záběru:
Jedná se o hodnotu, o kterou se při každém kroku sníží hloubka přerušení záběru.
Minimální hloubka přerušovaného záběru:
Jedná se o minimální povolenou hloubku přerušení záběru.
Celková hloubka přerušovaného záběru:
Určuje hloubku přerušení záběru, která vynutí úplný návrat.
Vzdálenost lámání třísek:
Při operaci lámání třísek se vrták po vstupu do díry vrací o určenou vzdálenost, aby se zabránilo namotávání třísek.
Prodleva před návratem
Povolí prodlevu před návratem přerušení záběru k odběru třísek. To může výrazně zvýšit zdvih nástroje v závislosti na obráběném materiálu.
Doba prodlevy:
Doba prodlevy je čas prodlevy v sekundách. Díky určení časové prodlevy se zastaví pohyby podél všech os na určenou dobu, zatímco vřeteno pokračuje v rotaci určenými otáčkami za minutu. Toho lze využít k odstranění třísek před návratem z díry a obvykle to vede k lepšímu dokončení díry.
Obvykle je dostačující časová prodleva v rozmezí 1/4–1 sekunda. Pro příklad zadejte do tohoto pole hodnotu 0,25 nebo 1/4. Prodleva potrvá čtvrt sekundy.
Při následném zpracování vrtacího cyklu je doba prodlevy určena jako jeden z parametrů vrtacího cyklu (obvykle P) a ve většině případů jsou jednotkami výstupu milisekundy (ms).

G82, čas prodlevy je 250 ms
Při následném zpracování pomocí rozšířených cyklů je výstupem doby prodlevy běžný příkaz prodlevy (G4).
Chcete-li vypočítat minimální čas prodlevy, která zajistí alespoň jednu celou rotaci, použijte hodnotu 60 dělenou rychlostí vřetena. Například při 350 ot/min by měla být minimální časová prodleva 60/350 = 0,171 s, což je možné zaokrouhlit na 0,2 s.