同一孔を固定サイクルに結合 は、孔あけ工程のプロパティです。
デフォルトで、FeatureCAM では工程から工程への移動の際に、工具はより高い位置にある Z 早送り平面 までリトラクトします。これは安全を考慮した上での設定ですが、工程ごとに固定サイクルのキャンセル (G80) と、固定サイクル モードの開始 (G81 や G83 など) を繰り返し出力する、非効率的な NC プログラムになってしまいます。次は、そのようなプログラムの例です。
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
同一孔を固定サイクルに結合 には、2 つの機能があります。まず、固定サイクル モードの開始を一度だけ出力する、効率的な NC データを作成します。これにより、各孔を加工した後、工具はより低い位置にある プランジ クリアランス までリトラクトします。
FeatureCAM オプション ダイアログ(ポスト処理 ページ)の サブプログラム無効 が選択解除されている場合、次の Fanuc NC データ サンプルが示すように、孔の位置は 1 つのマクロに含まれます。
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
サブプログラム無効 が選択されている場合でも、固定サイクル モードの開始が一度だけ出力される、効率的な NC データになります。次の Fanuc NC データ サンプルは、サブプログラム無効で 同一孔を固定サイクルに結合 を選択したものです。
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
フィーチャーの 同一孔を固定サイクルに結合 を有効にすると、孔フィーチャー プロパティ ダイアログの ストラテジー タブで、フィーチャー全体のリトラクト平面を設定することができます。または、工程リスト タブの リトラクト 列で、フィーチャーの各工程のリトラクト平面を設定することができます。Fanuc スタイルの、「G99-固定サイクル R 点レベル復帰」と 「G98-固定サイクル初期レベル復帰」をサポートするポストを使用している場合、これらのコードが FeatureCAM で使用されます。サポートされていない場合、固定サイクルはキャンセルされ、必要に応じて位置が出力されます。フィーチャー全体にリトラクト平面を設定する場合、ストラテジー タブの 2 つのオプションを使用します。
|
Z 早送り平面へリトラクト |
工程を加工した後、工具はより高い位置にある Z 早送り平面 (Fanuc G98-固定サイクル初期レベル復帰) までリトラクトします。 |
|
プランジ クリアランスへリトラクト |
工程を加工した後、工具はより低い位置にあるプランジ クリアランス平面 (Fanuc G99-固定サイクル R 点レベル復帰) までリトラクトします。 |
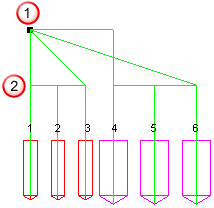
フィーチャーの各工程のリトラクト平面を設定する場合、工程リスト タブの リトラクト 列を確認します。
|
|
緑の短い矢印は、工程を加工した後、工具がより低い位置にあるプランジ クリアランス平面 (Fanuc G99-固定サイクル R 点レベル復帰) までリトラクトすることを示します。この矢印をクリックしてダイアログから Z 早送り平面へリトラクト を選択し、長い矢印に変更することができます。 |
|
|
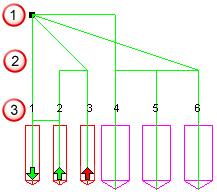
緑の長い矢印は、工程を加工した後、工具がより高い位置にある Z 早送り平面 (Fanuc G98-固定サイクル初期レベル復帰) までリトラクトすることを示します。この矢印をクリックしてダイアログから プランジ クリアランスへリトラクト を選択し、短い矢印に変更することができます。 |
|
|
グレーの矢印は、工程を加工した後、工具がより高い位置にある Z 早送り平面までリトラクトすることを示します。通常、固定サイクルの最後に表示されているため変更できません。 |



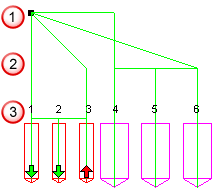
次の例では、2 つの孔パターンを示しています。孔 1、2、3 が含まれている最初のパターンに、同一孔を固定サイクルに結合 を選択しています。孔 2 は、早送り平面までリトラクトするよう編集されています。
 工具変更位置
工具変更位置
 早送り平面
早送り平面
 リトラクト平面
リトラクト平面
固定サイクル内で異なる早送り平面を利用できるポスト (G98、G99 をサポートする Fanuc ポスト)では、さらに効率的な G コードを作成することができます。Fanuc では、より高い位置にある Z 早送り平面へのリトラクトに G98、より低い位置にあるプランジ クリアランス平面へのリトラクトに G99 を用いることができます。これらの G コードは、「Z 早送りリトラクト」(より高い位置にある Z 早送り平面へのリトラクト、G98) と、「R 平面リトラクト」(より低い位置にあるプランジ クリアランス平面へのリトラクト、G99) としてポスト プロセッサーに入力されます。その結果、次のようなプログラムが作成されます。
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80