Usare la pagina Finitura ripido e bassa pendenza per creare un percorso utensile Z costante nelle regioni ripide di un modello e un percorso utensile Offset 3D o Passate parallele nelle aree a bassa pendenza.
Questo differisce da Finitura Z costante ottimizzata poiché si può specificare quando cambiare da lavorazione offset 3D alla lavorazione Z costante usando il campo Soglia angolare e si può specificare una Sovrapposizione in cui vengono creati sia i percorsi utensile ripidi che bassa pendenza. Inoltre, la finitura costante Z ottimizzata usa solo segmenti interi, in cui la finitura ripido e bassa pendenza dividerà i segmenti in corrispondenza della boundary a bassa pendenza. Questo significa che i percorsi utensile di finitura ripido e bassa pendenza hanno molte più uscite rispetto ai percorsi utensile ottimizzati con Z costante.
Soglia angolare — Inserire l'inclinazione della superficie, misurato dall'orizzontale, che determina la suddivisione tra lavorazione Z costante (ripido) e bassa pendenza.
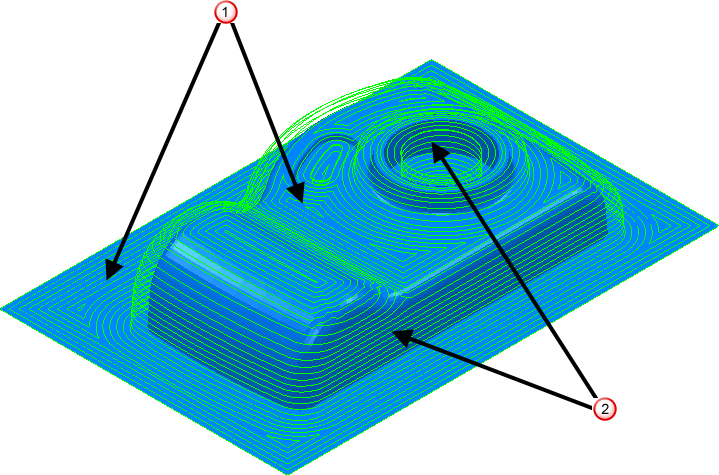
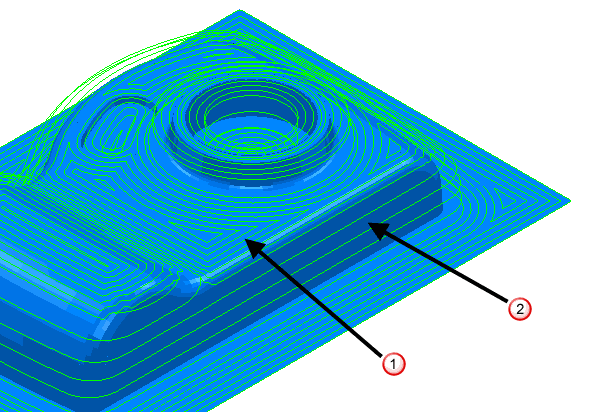
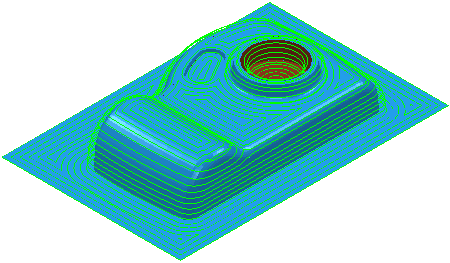
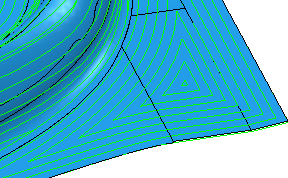
 — Mostra il percorso utensile Offset 3D nelle aree a bassa pendenza.
— Mostra il percorso utensile Offset 3D nelle aree a bassa pendenza.
 — Mostra il percorso utensile Z costante nelle aree ripide.
— Mostra il percorso utensile Z costante nelle aree ripide.
Sovrapposizione ripido/bassa pendenza — Inserire le dimensioni dell'area di sovrapposizione in cui hanno luogo la lavorazione Z costante (ripido) e bassa pendenza. Questo riduce al minimo le marcature sul modello provocate da un cambio improvviso da lavorazione Z costante a bassa pendenza.
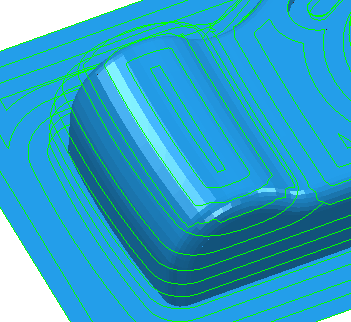
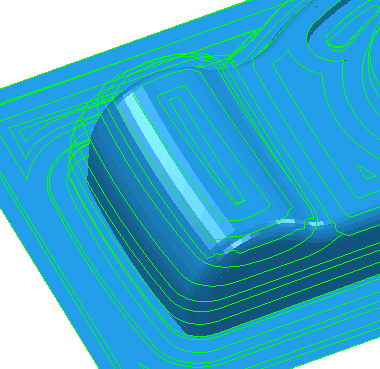
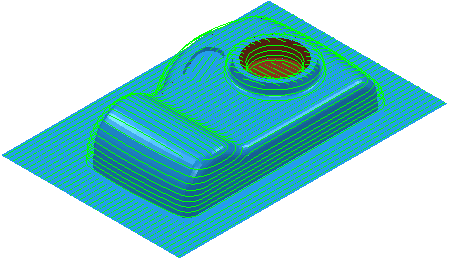
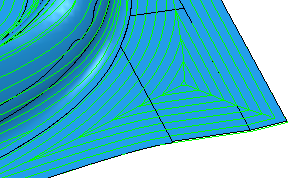
— Mostra il percorso utensile Offset 3D sovrapposto alle aree ripide.
— Mostra il percorso utensile Z costante.
Ripido — Le opzioni per la porzione Z costante del percorso utensile.
Bassa pendenza — Le opzioni per la porzione passate parallele/offset del percorso utensile.
Spirale — Selezionare questa opzione per creare un percorso a spirale tra due contorni chiusi consecutivi. Questo riduce al minimo il numero di alzate dell'utensile e ottimizza il tempo di taglio, pur mantenendo costanti le condizioni di taglio e le deviazioni sull'utensile.
Selezionando Spirale si converte quanto segue:
in:
Direzione di taglio — Selezionare la tecnologia di fresatura.
Selezionare una Direzione di taglio dalle seguenti:
- Concorde — Selezionare per creare i percorsi usando solo la fresatura concorde, dove possibile. L'utensile si trova alla sinistra dell'angolo lavorato quando visualizzato nella direzione del viaggio dell'utensile.
- Convenzionale — Selezionare per creare i percorsi usando solo la fresatura convenzionale o verso l'alto, dove possibile. L'utensile si trova alla destra dell'angolo lavorato quando visualizzato nella direzione del viaggio dell'utensile.
- Qualsiasi — Selezionare per creare i percorsi usando sia la fresatura convenzionale che quella concorde. Questo minimizza le alzate dell'utensile e il suo viaggio.
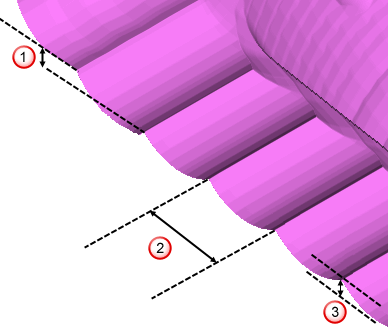
Passo in Z — Inserire la distanza tra passate di lavorazione consecutive. Il Passo in Z è per porzioni ripide del percorso utensile.
Passo laterale — Inserire la distanza tra passate di lavorazione consecutive. Il Passo laterale è per porzioni a bassa pendenza del percorso utensile.
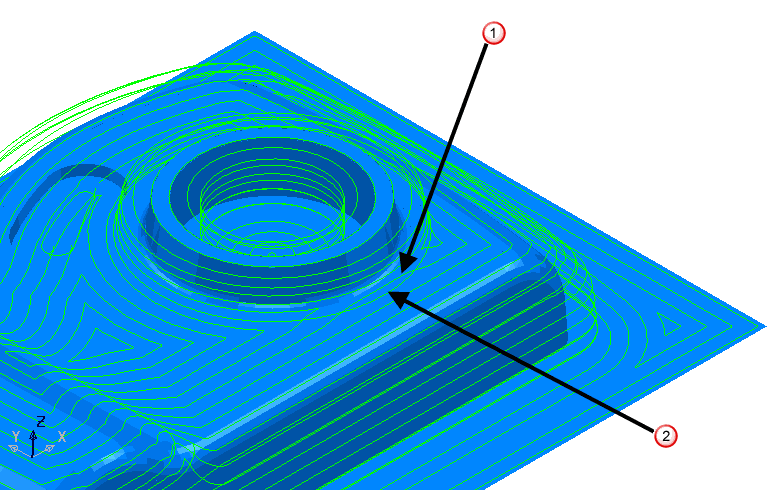
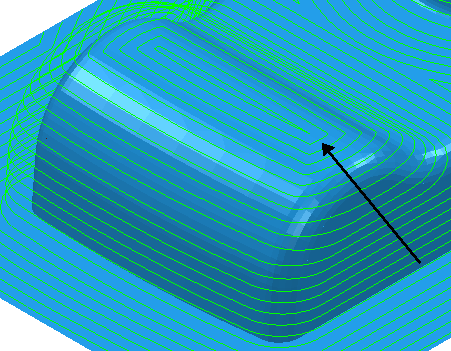
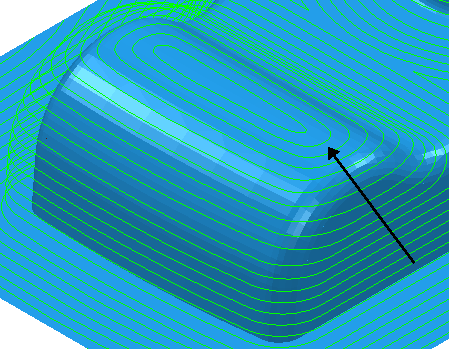
— Mostra il passo laterale del percorso utensile Offset 3D nelle aree a bassa pendenza.
— Mostra il passo in Z del percorso utensile Z costante nelle aree ripide.
 Copia passo laterale da utensile — Fare clic per caricare la profondità radiale di taglio dai dati di taglio dell'utensile attivo. La profondità di passata radiale viene normalmente misurata all'asse utensile.
Copia passo laterale da utensile — Fare clic per caricare la profondità radiale di taglio dai dati di taglio dell'utensile attivo. La profondità di passata radiale viene normalmente misurata all'asse utensile.
 Modificato — Quando visualizzato, mostra il valore inserito. Fare clic su per cambiare questo valore in modo che sia uguale al valore calcolato automaticamente.
cambia in .
Modificato — Quando visualizzato, mostra il valore inserito. Fare clic su per cambiare questo valore in modo che sia uguale al valore calcolato automaticamente.
cambia in .
 Altezza cresta — Inserire l'altezza massima della cuspide e usare questo valore per determinare il passo laterale. PowerMill calcola il valore del passo laterale per dare un'altezza cresta della tolleranza di lavorazione usando l'utensile corrente, quando si sta lavorando un piano inclinato a 45
Altezza cresta — Inserire l'altezza massima della cuspide e usare questo valore per determinare il passo laterale. PowerMill calcola il valore del passo laterale per dare un'altezza cresta della tolleranza di lavorazione usando l'utensile corrente, quando si sta lavorando un piano inclinato a 45 . Questo è il caso peggiore di altezza cresta per ogni tolleranza data.
. Questo è il caso peggiore di altezza cresta per ogni tolleranza data.
Passo in Z
Passo laterale
 Altezza di cresta
Altezza di cresta
Per ulteriori informazioni vedere Collegamento tra passo laterale e altezza di cresta.
Calcola usando cresta — Selezionare questa opzione per determinare il passo in Z in base all'Altezza di cresta con un passo in Z massimo determinato dal valore Passo massimo in Z. Quando deselezionato, il passo in Z tra altezze Z consecutive ha un valore costante uguale al valore Passo in Z minimo.
Tipo — Selezionare se PowerMill crea un percorso utensile Passate parallele o Offset nelle regioni a bassa pendenza.
Tipo — Offset
Tipo — Passate parallele
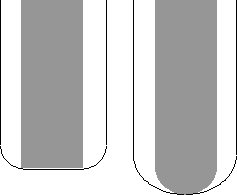
Ammorbidimento — Selezionare questa opzione per ammorbidire gli offset dei segmenti del percorso utensile sopra al modello.
Selezionare l'opzione Ammorbidimento converte questo:
in questo:
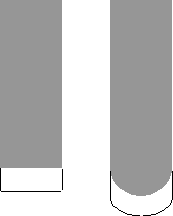
Linea d'asse — Selezionare per includere una passata sopra alla linea centrale delle congiunzioni di spigolo del percorso utensile. In questo modo si eliminano piccole creste create in corrispondenza delle congiunzioni.
Linea centrale disattivata:
Linea centrale attivata:
Tolleranza — Inserire un valore per determinare con quanta precisione il percorso utensile segue il contorno del modello.
Sovrametallo — Inserire la quantità di materiale da lasciare sulla parte. Fare clic sul pulsante Sovrametallo  per separare la casella Sovrametallo in Sovrametallo radiale
per separare la casella Sovrametallo in Sovrametallo radiale  Sovrametallo assiale
Sovrametallo assiale  . Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
. Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
Sovrametallo radiale — Inserire l'offset radiale dell'utensile. Quando si lavora a 2,5 o 3 assi, un valore positivo lascia materiale sulle pareti verticali.
Sovrametallo assiale — Inserire l'offset dell'utensile, nella sola direzione dell'asse utensile. Quando si sta lavorando a 2,5 assi o a 3 assi, un valore positivo lascia materiale sulle facce orizzontali.
 Sovrametallo componente — Fare clic per visualizzare la finestra di dialogo Sovrametallo componente che consente di specificare il sovrametallo di diverse superfici.
Sovrametallo componente — Fare clic per visualizzare la finestra di dialogo Sovrametallo componente che consente di specificare il sovrametallo di diverse superfici.