Plano rápido Z — Introduzca la distancia de seguridad mínima en Z sobre la pieza.
Antes de realizar un movimiento rápido separado de la figura, la herramienta se retrae al Plano rápido Z configurado para esa figura. Si la siguiente figura tiene un Plano rápido Z distinto, el movimiento rápido se inicia desde la altura Z definida para ese plano. La herramienta se coloca en el Plano rápido Z para esta figura.
Este valor es relativo a la parte superior del bloque en el sistema de coordenadas de usuario actual. Compare con Altura Z de inicio.
Altura Z de inicio — Introduzca la distancia por encima de la operación en la que avanza la herramienta.
En la imagen, L1.
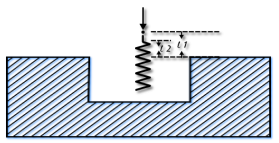
En el taladrado de agujeros profundos, el taladro retrocede a esta distancia entre las picadas. En las figuras de fresado, por defecto se utiliza el mismo valor en el desbaste y en el acabado. Como resultado, las herramientas avanzan desde la parte superior de la figura hasta el fondo antes de cortar. Para hacer que la herramienta descienda sobre la figura, asigne a la Altura Z de inicio de una operación un valor negativo; es necesario que el valor esté por encima del fondo de la figura.
Para avanzar en rápido hasta el fondo, puede utilizar un valor de Altura Z de inicio negativo o seleccionar la opción de Carga relativa.
Dist. seg. rampa Z — Introduzca la distancia por encima de la operación en la que se inicia el movimiento en rampa. La Dist. seg. rampa Z está limitada por la Altura Z de inicio.
En la imagen, L2.
Tolerancia spline — Aproxima el perfilado con arcos y líneas cuando se ha definido un perfilado como spline. Cuanto menor es el valor del parámetro, más liso es el perfilado. Este atributo de mecanizado se utiliza en el reconocimiento de figuras para determinar si una superficie es un agujero.
Tolerancia posprocesado — Introduzca la tolerancia con la que se crean las trayectorias. Reduzca el valor de Tolerancia posprocesado en las piezas pequeñas para crear trayectorias de herramienta más exactas.
También hay que ajustar el posprocesador para generar más dígitos. Por ejemplo, si cambia la tolerancia de posprocesado de 0,001 a 0,0001, también tiene que ajustar el formato digital en el posprocesador para que el código CN utilice un decimal más. Reducir la tolerancia de posprocesado genera líneas adicionales de código CN, por lo que se recomienda hacerlo únicamente en máquinas CN de alta precisión que pueden utilizar coordenadas de alta precisión cuando sea necesario en una aplicación.
Dist. seg. índice Z — Es la distancia de seguridad por encima del cilindro que delimita al bloque.
Radio redondeo — Introduzca un radio para redondear automáticamente las esquinas exteriores vivas de la figura con el radio especificado. La forma de la figura no cambia, pero las trayectorias se modifican para reflejar el redondeo.
Radio de esquina mín. — Introduzca un radio para redondear automáticamente las esquinas interiores de una figura con el radio dado. La forma de la figura no cambia, pero las trayectorias se modifican para reflejar el redondeo.
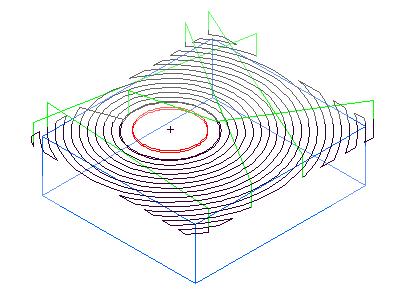
% Mín. distancia rápida — Introduzca la distancia mínima, como un porcentaje del diámetro de herramienta, en la que la herramienta puede utilizar un movimiento rápido. Los movimientos menores que esta distancia utilizan un movimiento de avance.
La distancia rápida mínima se aplica en el fresado de 2,5D. Exprese el valor como un tanto por ciento del diámetro de la herramienta.
El ejemplo representa una figura mecanizada con un valor del 400%:
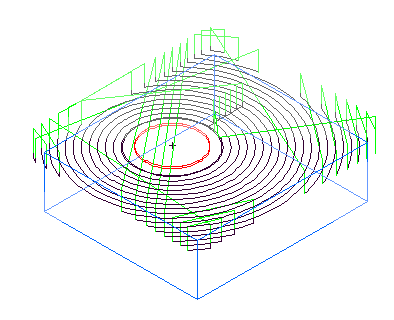
Este es el mismo ejemplo pero con una % Mín. distancia rápida del 10%. La herramienta realiza movimientos de retracción y rápidos entre pasadas.
Dist. seg. posterior — Se utiliza cuando se mecanizan agujeros con abocardados negativos; la Dist. seg. posterior es la distancia de seguridad a la que está la herramienta de abocardado negativo desde el fondo del agujero cuando se mecanizan secciones de mandrinado.
Usar buscador curva bloque según borde — En ocasiones, el núcleo Parasolid no calcula las curvas de bloque como debe. Si surgen problemas en el cálculo de curvas de bloque de ficheros Parasolid, seleccione esta opción. Por defecto, esta opción no está activada, ya que es más lenta.
% Velocidad — Factor de escala de las velocidades de husillo generadas por FeatureCAM. Un valor menor que 100 reduce las velocidades calculadas. Un valor mayor que 100 aumenta las velocidades.
% Avance — Factor de escala de los avances generados por el sistema. Un valor menor que 100 reduce las velocidades de avance calculadas. Un valor mayor que 100 aumenta las velocidades.
% Avance en carga — El tanto por ciento del atributo de % Avance que se utiliza durante el movimiento de carga inicial. Por ejemplo, si el atributo de % Avance es de 2000 MMPM y asigna un valor al % Avance en carga de 50, el avance del movimiento de carga inicial es de 1000 MMPM. Consulte también la sección de Porcentaje de Primer avance en carga.
% 1º avance en carga — Puede configurar un avance menor para el primer movimiento de carga (la aproximación inicial al bloque) que para el resto de movimientos de carga en Z hasta el fondo. Se expresa como un tanto por ciento del % Avance en carga.
Unidad avance — Cambia las unidades del avance predeterminadas. Seleccione las unidades para el avance global en FeatureCAM en el menú de Unidades avance:
|
Usar IPM (pulgadas por minuto) Usar IPR (pulgadas por revolución) Use IPD (inches [pulgadas] por diente) |
Usar MMPM (mm por minuto) Usar MMPR (mm por revolución) Usar MMPD (mm por diente) |
Esta configuración global se refleja localmente en la página de Avance/Velocidad del asistente Figura nueva y la pestaña de A/V del cuadro de diálogo de Propiedades de la figura.
Utilizar la unidad de avance predeterminada en la lista de operaciones: si esta opción está seleccionada, se utiliza la unidad de avance predeterminada en la lista de operaciones.
Unidad de velocidad: seleccione las unidades que desea que sean las unidades de avance predeterminadas de FeatureCAM.
Utilizar la unidad de velocidad predeterminada en la lista de operaciones: si esta opción está seleccionada, se utiliza la unidad de avance predeterminada en la lista de operaciones.
Avance en carga proporcional
Si selecciona Avance en carga proporcional, el avance del movimiento en rampa se ajusta en función del Ángulo rampa máx. Introduzca el ángulo máximo, en grados, del movimiento en rampa hasta el fondo. Se aplica a los movimientos en rampa helicoidales y de zigzag. Para realizar mecanizados de carga, asigne un valor de 0. Un Ángulo rampa de 1 configura el avance de los movimientos de carga con aproximadamente el avance de fresado. Un ángulo de 90 configura el avance de los movimientos de carga con el valor determinado por % Modificación avance carga.
configura el avance de los movimientos de carga con aproximadamente el avance de fresado. Un ángulo de 90 configura el avance de los movimientos de carga con el valor determinado por % Modificación avance carga.
Si el Avance en carga proporcional está sin seleccionar, el avance de los movimientos de carga se determina con % Modificación avance carga sin tener en cuenta el valor del ángulo de rampa.
Cuadro de diálogo de Avance periférico.