Você pode utilizar a guia Torneamento do diálogo Propriedades da Figura de Torneamento para editar as configurações de usinagem de uma figura de Torneamento.
Raio de contato de corte reverso — Este é o raio do arco no início de cada corte em uma estratégia de corte reverso. Se utilizar DOC estiver selecionado, esse valor estará oculto.
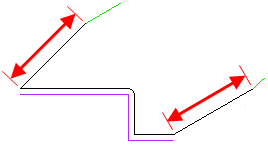
Distância de afastamento de corte reverso — Esta é a distância do afastamento da ferramenta ao final de cada corte em uma estratégia de corte reverso, antes de retornar para o próximo passo.
Folga X de ciclo combinado — Insira a folga da ferramenta em X antes do início de um ciclo combinado de torneamento. A posição da ferramenta é obtida aplicando a Folga X de ciclo combinado e a Folga Z de ciclo combinado ao ponto inicial do ciclo combinado. Você precisa habilitar Usar ciclo combinado para acessar esse atributo.
Folga Z de ciclo combinado — Insira a folga da ferramenta em Z antes do início de um ciclo combinado de torneamento. A posição da ferramenta é obtida aplicando a Folga X de ciclo combinado e a Folga Z de ciclo combinado ao ponto inicial do ciclo combinado. Você precisa habilitar Usar ciclo combinado para acessar esse atributo.
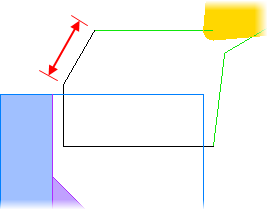
Sobrecorte linha centro — Utilizado com percursos de Tornofresamento. Insira o quanto a ferramenta corta além da linha de centro ao remover material contra um ressalto no final de uma linha de varredura. O padrão é 0.1 polegada ou 3 mm.
Dist. extensão do chanfro — Aplica-se a figuras de Canal e à operação de canal de alívio para figuras de Rosca. Insira espaço extra para a ferramenta de forma que não comece no metal.
Deflexão — Ao utilizar um estilo cut grip de acabamento, insira a deflexão pela qual aplicar offset ao corte.
Pausa — Insira o número de segundos durante os quais você deseja que a ferramenta aguarde após mergulhar. Isso se aplica durante o passo de Desbaste de uma figura de Canal, durante um chanfro de Corte, e durante uma figura de Alimentação de Barra.
Pto final — Configure o ponto para o qual o centro da ponta da ferramenta executa movimento rápido no final da operação.
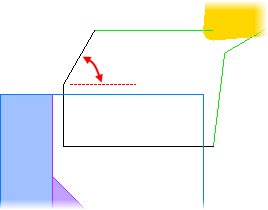
Âng. engate — Insira o ângulo segundo o qual a ferramenta acessa o bloco para movimentos de fronteira. Esse atributo está disponível para o passo de desbaste se Comp RPF estiver inativo. Para o passo de Semi-acabamento e Acabamento, esse atributo está disponível na guia Aproximações.
Passos de acab. — Normalmente configurado como 1 e um único passo é gerado por offset da ponta da ferramenta. Se configurado como maior que 1, então a região a sofrer acabamento é dividida em partes iguais e o acabamento é realizado em passos sequenciais. A região a sofrer acabamento é o Sobremetal semi-acab. X e o Sobremetal semi-acab. Z se a figura possuir um passo de semi-acabamento, e é o S-metal de acab. X e S-metal de acab. Z inteiros se a figura não apresentar passo de semi-acabamento.
FPM — Insira o avanço para uma figura de Alimentação de Barra em IPM ou MMPM.
Dist. entrada — Insira a distância para os movimentos de entrada e saída. Esse atributo está disponível para o passo de Desbaste se você tiver selecionado Comp RPF na guia Estratégia. Para os passos de Semi-acabamento e Acabamento, consulte a guia Aproximações.
Âng. entrada — Insira o ângulo segundo o qual a ferramenta acessa o bloco para movimentos de fronteira. Esse atributo está disponível para o passo de desbaste se Comp RPF estiver ativo. Para o passo de Semi-acabamento e Acabamento, esse atributo está disponível na guia Aproximações.
Âng. saída — Insira o ângulo para o movimento de saída, medido em sentido horário afastando da peça. Um ângulo de 0 sai ao longo da direção do percurso. Um ângulo de 90 sai perpendicular ao percurso. Esse atributo está disponível quando Comp RPF está ativo. Para o passo de Semi-acabamento e Acabamento, esse atributo está disponível na guia Aproximações.
Dist. retração picote — Para figuras de Corte e Canal, Dist. retração picote é a distância de retração da ferramenta entre mergulhos.
RPM — Insira a velocidade para figuras de Alimentação de Barra em RPM.
Âng. lateral subida — Insira o ângulo para elevar a ferramenta da peça após cada corte de mergulho. Isso aumenta a vida útil da ferramenta e proporciona um melhor acabamento da peça. Esse atributo se aplica a uma figura de Canal.
Dist. lat. subida — Insira a distância para mover a ferramenta após um corte de mergulho, na direção oposta à direção de corte. Isso aumenta a vida útil da ferramenta e proporciona um melhor acabamento da peça. Isso se aplica a uma figura de Canal. Consulte também Âng. lateral subida.
Pto inicial — Configure o ponto para o qual o centro da ponta da ferramenta executa movimento rápido no início da operação.
% Passo lat. — Insira a distância, como uma porcentagem do diâmetro da ferramenta, pela qual a ferramenta é deslocada para posicionar-se para o próximo corte de mergulho. Esse valor especifica a distância máxima de passo lateral. Se o valor dividir uniformemente a largura da figura, é utilizado. Se resultar num passo final muito raso, as larguras de corte são ajustadas para resultar em passos de desbaste uniformes.
Por exemplo, se você possuir uma figura com 0.5 polegadas de largura e especificar uma largura de corte de 0.4 (especificada como uma % Passo lat. de 80 para uma ferramenta de diâmetro 0.5 polegadas), a figura sofre desbaste em dois passos uniformes de 0.25 polegadas de largura em vez de um passo de 0.4 polegadas e outro passo com uma largura de 0.1 polegadas.
Posição troca de ferr — Configure o ponto para onde a ponta da ferramenta se move antes de uma troca de ferramenta.
Essa posição é relativa ao final da curva.
Material ttl — Insira uma distância de offset da fronteira da figura para onde usinar em vez de usinar a fronteira do bloco. Essa opção somente está disponível para operações de desbaste de percursos tipo Offset.
C. Saídas — Selecione entre Não verificar, Ajustar à geometria da ferr. e Remover toda c.saída.
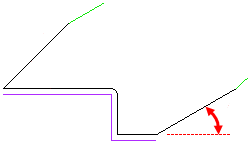
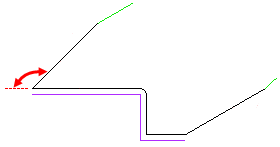
Âng. retrocesso — Insira o ângulo ao longo do qual a ferramenta se afasta antes de retornar para o próximo passo. O ângulo é medido em graus, em sentido anti-horário a partir do eixo Z. Consulte também Comprimento de retrocesso.
Compr. retrocesso — Insira a distância ao longo da linha do Ângulo retrocesso pela qual a ferramenta se afasta antes de retornar para o próximo passo.
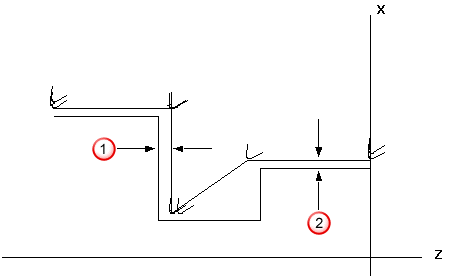
S-metal de acab. X — Insira a quantidade de material a ser deixado na direção X após o passo de Desbaste.
 Sobremetal de acabamento Z
Sobremetal de acabamento Z
 Sobremetal de acabamento X
Sobremetal de acabamento X
S-metal excesso X — Insira a quantidade de material a ser deixado na direção X após o passo de Acabamento.
Sobremetal de excesso Z
Sobremetal de excesso X
S-metal semi-acab. X — Insira a quantidade de material a ser deixado na direção X após o passo de Semi-acabamento.
Sobremetal de semi-acabamento Z
Sobremetal de semi-acabamento X
S-metal de acab. Z — Insira a quantidade de material a ser deixado na direção Z após o passo de Desbaste.
Sobremetal de acabamento Z
Sobremetal de acabamento X
S-Metal excesso Z — Insira a quantidade de material a ser deixado na direção Z após o passo de Acabamento.
Sobremetal de excesso Z
Sobremetal de excesso X
S-metal semi-acab. Z — Insira a quantidade de material a ser deixado na direção Z após o passo de Semi-acabamento.
Sobremetal de semi-acabamento Z
Sobremetal de semi-acabamento X