5 軸位置 - フェースの加工では、異なる回転方向 を使用する場合も多くあります。 次から選択します。
- スタンダード - デフォルトの向きです。
- 回転方向反転 - デフォルトとは反対の向きです。
- ポスト設定にしたがう - XBUILD の 5 軸 ダイアログの、初期回転軸方向プリファレンス オプションで設定されている向き (プラス、または、マイナス) を使用します。
- 軸のリミットにしたがう - マシン デザイン ファイルに設定された軸の移動の制限範囲に基づいて、FeatureCAM が最適な向きを選択します。
チェック サーフェス仕上げ代 - チェック サーフェスの周りに残しておく材料の量を入力します。荒加工パスにこの値を指定しなかった場合、仕上げ代 の値が使用されます。仕上げパスにこの値を指定しなかった場合、残し代 の値が使用されます。正と負の、どちらの値にも指定可能です。チェック サーフェス は、寸法 タブから設定します。
チェック サーフェス軸方向仕上げ代 - チェック サーフェス上に残しておく、軸方向(Z)の材料の量を入力します。チェック サーフェス軸方向仕上げ代 を設定した場合、チェック サーフェス仕上げ代 の値は、チェック サーフェスの径方向(XY)のみに適用されます。チェック サーフェス軸方向仕上げ代 が未設定の場合、チェック サーフェス仕上げ代 の値は、チェック サーフェスの軸方向と径方向に適用されます。正と負の、どちらの値にも指定可能です。
コーナー半径 % - 円弧を挿入して、方向の急転換を回避します。円弧の半径を、工具直径に対する割合として指定します。
方向 - 加工方向 ダイアログを表示します。
仕上げ代 - 荒加工パスの後、フィーチャー上に残しておく材料の量を入力します。正と負の、どちらの値にも指定可能です。
軸方向仕上げ代 - 荒加工パスの後、フィーチャー上に残しておく軸方向(Z)の材料の量を入力します。軸方向仕上げ代 を設定した場合、仕上げ代 の値は、材料の径方向(XY)に適用されます。軸方向仕上げ代 が未設定の場合、仕上げ代 の値は、材料の軸方向と径方向に適用されます。正と負の、どちらの値にも指定可能です。
平面サポート - 平面サポート には、3 つのオプションがあります。
- オフ - 平面領域を無視して、一定の Z 増分値で等高線を計算します。
- レベル - 各平面の上にレベルを挿入して、すべての平坦な等高線を加工します。 これにより、仕上げ代 が正確に適用されるようにします。
- 領域 - 各平面の上にレベルを挿入して、(すべてのレベルではなく)平面領域のみを加工します。 これにより、仕上げ代 が正確に適用されるようにします。
ホルダー干渉をクリップ - ホルダーやシャンクが、パーツ サーフェス、チェック サーフェス、加工されていないストックと干渉する場合、その箇所のツールパスをトリムします。フィーチャーの ストラテジー タブで、ホルダー干渉をクリップ を選択します。有効に設定すると、次のオプションが表示されます。
- ホルダー クリアランス - 工具ホルダーのクリアランス距離を入力します。工具ホルダーが、この距離内でパーツ サーフェスやチェック サーフェスを移動する箇所のツールパスをクリップします。
- シャンク クリアランス - 工具シャンクのクリアランス距離を入力します。シャンクが、この距離内でパーツ サーフェスやチェック サーフェスを移動する箇所のツールパスをクリップします。
割り出し X 座標 - 任意で、割り出しでのリトラクト移動の X 座標(絶対値)を入力します。
割り出し Y 座標 - 任意で、割り出しでのリトラクト移動の Y 座標(絶対値)を入力します。
割り出し Z 座標 - 任意で、割り出しでのリトラクト移動の Z 座標(絶対値)を入力します。
値が未設定の場合、割り出しのリトラクト移動には Z 割り出しクリアランス の値が使用されます。Z 割り出しクリアランス は、円筒ストックのバウンディング ボックスの上部からのクリアランス距離です。これにより、割り出しの Z 値がマシンの有効範囲外になってしまうことがあります。また、不均等な形状のパーツでは、非効率的なリトラクト移動が発生する場合もあります。
方向角度 - 工程を開始する際の、マシンでのパーツの C 軸位置 を指定します。
最大ランプ距離 - 直線ランプと、ジグザグ ランプに適用されます。
最小早送り距離 % - 工具移動を早送りで行う最低基準値を、工具直径に対する割合として指定します。この値に満たないものは、送りで移動します。
最小早送り距離は、2.5D フライス加工に適用されます。この値は、工具直径に対する割合として指定します。
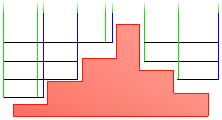
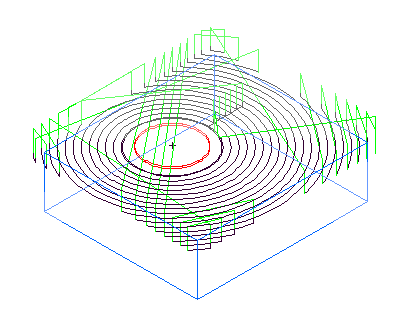
次の例は、400 % で加工したフィーチャーです。
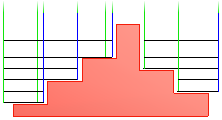
次の例では、同じパーツでも 最小早送り距離 を 10 % に設定しているため、工具はパスからその次のパスへの間でリトラクトし、早送りで移動します。
新規値 - リスト内のプロパティの値を変更する場合、プロパティを選択してその新規値を入力します。設定 をクリックして、新規値を保存します。
ポイント分布 - ポイント分布 ダイアログを表示します。
切込み送りオーバーライド % - ストックにプランジする際の、送り の割合を入力します。例えば、送り が 2000 MMPM の場合、切込み送りオーバーライド % を 50 に設定すると、最初のプランジの送りは 1000 MMPM になります。
加工開始点 - 任意で加工開始点を指定して、下孔工程に自動設定されたポイントをオーバーライドします。
領域優先 3D - 深さ優先のストラテジーを作成します。 領域優先 3D が選択されていない場合、各等高線を完全に荒加工してから、より深い箇所の加工に移ります。
すべてリセット - タブ内のすべてのプロパティの値を、デフォルトに戻します。
リトラクト / プランジ - リトラクトとプランジ ダイアログを表示します。
荒加工パス ステップオーバー %- 同じ行にある孔の間隔を、工具直径に対する割合として指定します。
設定 - 設定 をクリックして、選択したプロパティの 新規値 を保存します。
ステップオーバー早送り距離 - ツールパスからツールパスへの間を、送りで移動するか、それとも早送りで移動するかを指定します。
出力設定値 - 指定の切込みと加工幅に対して最適な出力設定値と、指定のストック材料での送り速度です。
トレランス - ツールパスとサーフェスとの、補間の精度を制御します。表示されたパーツにファセットが多く含まれている場合、トレランス値を小さくします。
ツールパス コーナー % - シャープ コーナーをラウンド コーナーに置き換えて、レースラインをスムージングします。ツールパスのシャープ コーナーを丸めることで工具速度を安定させ、工具負荷を軽減します。工具半径より大きなツールパス半径を入力して、工具がパーツに接触する割合を最少化します。これにより工具の温度上昇を抑え、コーナー進入時の急激な負荷の増加を回避します。
全取り代 - ツールパスの範囲を制御します。
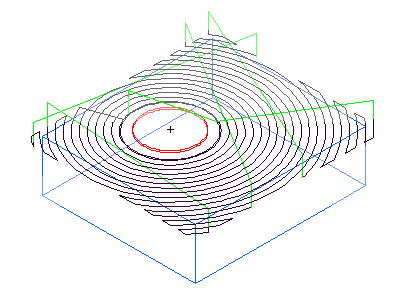
トロコイド加工 - より小さな円状のツールパスで加工して、工具負荷を軽減します。 オフセット / スパイラル と ジグザグ オプションでの等高線荒加工で利用することができます。
設定解除 - 選択したプロパティの値を、デフォルトに戻します。
Vortex 最小ポイント距離 - マシンが指定の送り速度で移動できる、最小ポイント間隔を入力します。 処理しなければならないポイントが多数ある場合、マシンは指定の送り速度を維持できません。 このプロパティを使用するには、ストラテジー タブで Vortex オプションを選択しておかなければなりません。
Vortex 最小半径 - 内側のトロコイドの最小半径を入力します。 Vortex ツールパスは、トロコイド移動を使用して送り速度を一定に保ちます。送り速度を上げるほど、最小半径も大きくしなければなりません。 この値をオーバーライドしない場合、デフォルト値が使用されます。デフォルト値は、工程に指定した送り速度に適した、一般的なマシンでの値です。 このプロパティを使用するには、ストラテジー タブで Vortex オプションを選択しておかなければなりません。
Vortex Z リフト距離 - トロコイド移動中、工具とサーフェスとの間の接触を回避するために工具をリフトする Z 距離を入力します。 このプロパティを使用するには、ストラテジー タブで Vortex オプションを選択しておかなければなりません。
Z エンド - Z 軸沿いの距離を入力します。この値より下は加工しません。
Z ステップ - 各パスでの、工具の Z 方向への降下量を入力します。デフォルトのステップダウンでは、パーツ上に余材が残る場合に有用です。スカラップ ステップオーバー オプションを選択した場合、このプロパティを利用することはできません。
Z スタート - フライス加工工程を開始する、Z 軸沿いの距離を入力します。前の工程でストック材料が既に加工されている場合、このプロパティを使用して加工時間を短縮することができます。