Verwenden Sie die Seite Modell Restmaterial Profil, um einen Werkzeugweg zu erstellen, indem das Modell an festgelegten Schruppebenen geschnitten und anschließend an jeder Schruppebene eine Profilbahn erstellt wird. Die Schruppebenen werden durch den vorhergehenden Ausräumwerkzeugweg definiert und werden zur Beseitigung großer Absätze verwendet.
Schnittrichtung — Wählen Sie die Frästechnologie aus.
Wählen Sie eine Schnittrichtung aus den folgenden Optionen aus:
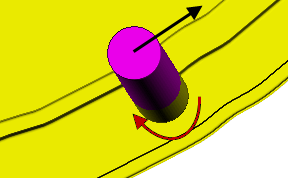
- Gleichlauf — Wählen Sie dies aus, um Werkzeugwege zu erstellen, die soweit möglich nur Gleichlauffräsen einsetzen. Das Werkzeug befindet sich links von der bearbeiteten Kante, in Richtung der Werkzeugbewegung gesehen.
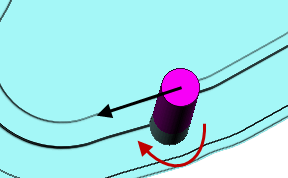
- Gegenlauf — Wählen Sie dies, um soweit möglich Werkzeugwege anzulegen, die nur Gegenlauf oder Gegenlauffräsen verwenden. Das Werkzeug befindet sich rechts der bearbeiteten Kante, in Richtung der Werkzeugbewegung gesehen.
- Beliebig — Wählen Sie dies, um Werkzeugwege anzulegen, die sowohl Gegenlauf als auch Gleichlauffräsen verwenden. Dadurch werden die Werkzeugrückzüge und Werkzeugbewegungen verringert.
Wenn mehrere Profilbahnen vorliegen, ist eine alternative Schnittrichtung für den letzten Profildurchlauf möglich.
- Profil — Wählen Sie die Schnittrichtung des letzten Profilierungsdurchlaufs aus.
- Zusätzliche Profile — Wählen Sie die Schnittrichtung aller Durchläufe außer für den finalen Profilierungsdurchlauf aus.
Toleranz – Geben Sie einen Wert ein, um die Genauigkeit zu bestimmen, mit der der Werkzeugweg den Konturen des Modells folgt.
Aufmaß – Geben Sie die Materialmenge ein, die auf dem Bauteil verbleiben soll. Klicken Sie auf die Schaltfläche Aufmaß  , um das Feld Aufmaß in Radialaufmaß
, um das Feld Aufmaß in Radialaufmaß  Axialaufmaß
Axialaufmaß  zu trennen. Verwenden Sie dies, um separate Werte für Radialaufmaß und Axialaufmaß als unabhängige Werte anzugeben. Separate Werte für Radialaufmaß und Axialaufmaß sind für orthogonale Bauteile hilfreich. Sie können unabhängige Aufmaße bei schrägwandigen Bauteilen verwenden, doch ist es in diesen Fällen schwieriger, das Resultat vorherzusagen.
zu trennen. Verwenden Sie dies, um separate Werte für Radialaufmaß und Axialaufmaß als unabhängige Werte anzugeben. Separate Werte für Radialaufmaß und Axialaufmaß sind für orthogonale Bauteile hilfreich. Sie können unabhängige Aufmaße bei schrägwandigen Bauteilen verwenden, doch ist es in diesen Fällen schwieriger, das Resultat vorherzusagen.
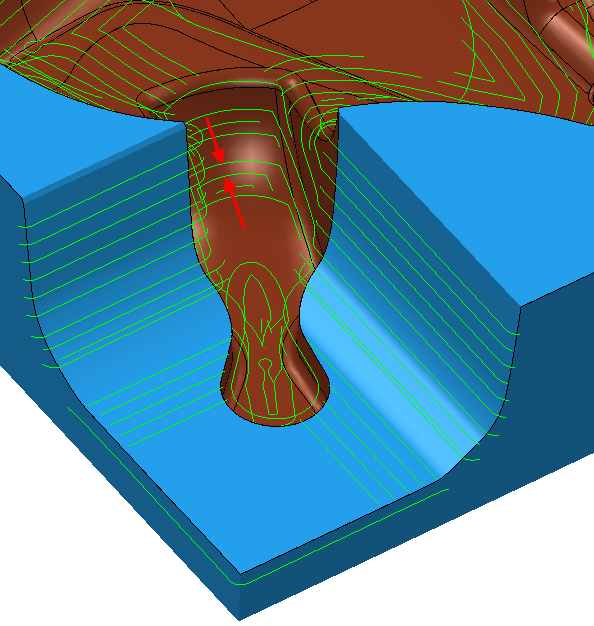
Radialaufmaß — Geben Sie das Radialversatz vom Werkzeug ein. Bei der 2,5-Achsen- oder 3-Achsenbearbeitung verbleibt bei Verwendung eines positiven Wertes Material auf vertikalen Wänden.
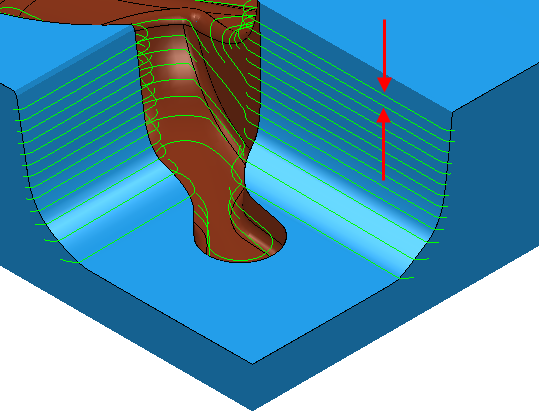
Axialaufmaß — Geben Sie den Versatz vom Werkzeug nur in der Werkzeugachsenrichtung ein. Eine 2,5-Achsen- und 3-Achsenbearbeitung führt dazu, dass Restmaterial auf den horizontalen Flächen verbleibt.
 Komponentenaufmaß – Klicken Sie, um das Dialogfeld Komponentenaufmaß zu öffnen, in dem Sie die Aufmaße der verschiedenen Flächen angeben können.
Komponentenaufmaß – Klicken Sie, um das Dialogfeld Komponentenaufmaß zu öffnen, in dem Sie die Aufmaße der verschiedenen Flächen angeben können.
Bahnabstand — Geben Sie den Abstand zwischen aufeinanderfolgenden Bearbeitungsbahnen ein. Diese Option ist verfügbar, wenn Anzahl Schnitte auf der Seite Schnittabstände größer ist als 1.
 Bahnabstand vom Werkzeug kopieren — Klicken Sie hierauf, um die radiale Schnitttiefe aus den aktiven Werkzeug-Schnittdaten zu laden. Die radiale Schnitttiefe wird senkrecht zur Werkzeugachse gemessen.
Bahnabstand vom Werkzeug kopieren — Klicken Sie hierauf, um die radiale Schnitttiefe aus den aktiven Werkzeug-Schnittdaten zu laden. Die radiale Schnitttiefe wird senkrecht zur Werkzeugachse gemessen.
 .
.
Z-Zustellung — Geben Sie den Abstand zwischen verschiedenen Bearbeitungsebenen ein.
Automatisch — Der Z-Zustellung-Wert definiert die Schruppebenen und löscht alle existierenden Schruppebenen.
Manuell — Sie legen die Schruppebenen fest. Klicken Sie auf die Schaltfläche Schruppebenen , um das Dialogfeld Ausräum-Schruppebenen zu öffnen, in dem Sie die Schruppebenen manuell festlegen können.
, um das Dialogfeld Ausräum-Schruppebenen zu öffnen, in dem Sie die Schruppebenen manuell festlegen können.
Z-Zustellung von Werkzeug kopieren — Klicken Sie hierauf, um die axiale Schnitttiefe aus den aktiven Werkzeugschnittdaten zu laden. Die axiale Schnitttiefe wird entlang der Werkzeugachse gemessen.
.
Konstante Z-Zustellung – Bei Auswahl dieser Option sind alle Bearbeitungsebenen abstandsgleich, und der Z-Zustellung-Wert ist eine maximale Z-Zustellung. Wenn die Option abgewählt ist, ist der Abstand zwischen aufeinanderfolgenden Bearbeitungsebenen der Z-Zustellung-Wert für alle Ebenen außer der letzten an der Unterkante des Blocks.
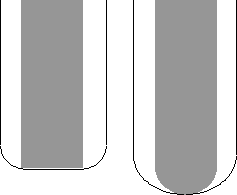
Konstante Z-Zustellung abgewählt:
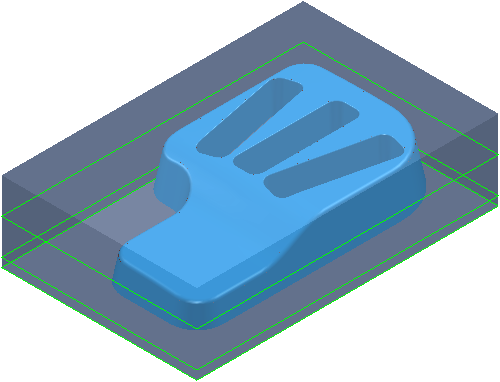
Bei einer Z-Zustellung von 20 liegen die Schruppebenen bei 15, -5 und -10.
Die Z-Zustellung ist der für alle Ebenen angegebene Betrag (in diesem Fall 20), außer für die letzte an der Unterkante des Blocks (in diesem Fall eine Z-Zustellung von 5).
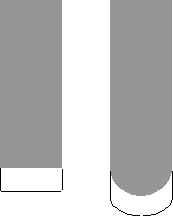
Konstante Z-Zustellung ausgewählt:
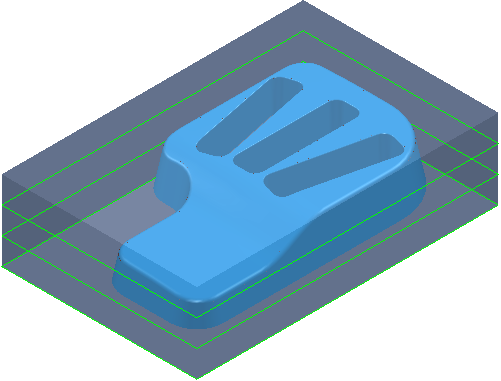
Bei einer Z-Zustellung von 20 liegen die Schruppebenen bei 20, 5 und -10. Dies ermöglicht eine effektive Z-Zustellung von 15.
Die Z-Zustellung ist zwischen allen Ebenen gleich, ist aber nicht unbedingt der angegebene Betrag. In diesem Fall verwendet PowerMill eine Z-Zustellung von 15 anstatt 20.
Restmaterial – Wählen Sie dies, damit die Seite Restmaterial mit den Optionen für die Restmaterialbearbeitung verfügbar wird. Dadurch wird die Strategie in ein Modell geändert.
Diese Option ist vorgabemäßig aktiviert. Wenn abgewählt, ändert sich die Strategie in eine Modell Profil-Strategie.