Mithilfe des unteren Abschnitts des NC-Programm-Dialogs können die Einstellungen für jeden Werkzeugweg im NC-Programm anzeigen und ändern. Wählen Sie, damit die Werkzeugwegeinstellungen angezeigt werden, den Werkzeugweg aus der Werkzeugweg-Liste aus.
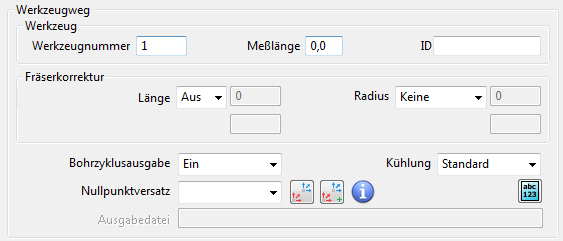
Werkzeugnummer – Geben Sie die vom Werkzeugweg verwendete Werkzeugnummer ein. Vorgabemäßig entspricht dies der Werkzeugnummer auf der Spitze-Registerkarte im Dialogfeld Werkzeug. Diese wird zur Schnittdatei hinzugefügt.
Meßlänge — Dies zeigt die Meßlänge an. Vorgabemäßig entspricht dies der Messlänge auf der Halter-Registerkarte im Dialogfeld Werkzeug. Der Wert entspricht der Gesamtlänge der Werkzeug-Baugruppe, die über die Spindel hinausragt, wenn diese an der Werkzeugmaschine angebracht ist (die Länge von der Werkzeugspitze bis zur Oberkante des Halters).
ID — Geben Sie den Namen des Werkzeugs ein. Vorgabemäßig entspricht dies der Schnittdaten-Registerkarte im Dialogfeld Werkzeug und wird der Schnittdatei hinzugefügt. Wenn Sie ein Werkzeug in eine Werkzeugdatenbank exportieren, exportieren Sie die WKZ-ID und nicht den Namen (auf der WKZ-Spitze-Registerkarte des Werkzeug-Dialogs). Standardmäßig entspricht die WKZ-ID dem Namen. Diese wird zur Schnittdatei hinzugefügt.
Fräserkorrektur — Für die meisten Steuerungen, außer bei Heidenhain, müssen Sie den tatsächlichen Wert, der für die Längen- und Radiuskorrektur verwendet wird, in die Werkzeugmaschine eingeben. Geben Sie dazu die Werte in ein Register ein, das von einer Zahl im NC-Programm aufgerufen wird.
Angenommen, Sie benötigen einen Werkzeugradiusversatz von 0.2 im ersten Werkzeugweg und 0.4 im zweiten Werkzeugweg und legen die Radiusversatz-Nummer auf 31 im ersten Werkzeugweg und 32 im zweiten Werkzeugweg fest. Die NC-Programmdatei enthält dann die Codes G41 ... D31 im ersten Werkzeugweg und G41 ... D32 im zweiten Werkzeugweg. Geben Sie dann 0.2 in Register 31 und 0.4 in Register 32 ein, und die Werte 0.2 und 0.4 werden für den ersten bzw. zweiten Werkzeugweg verwendet.
Die meisten Benutzer verwenden dieselbe Nummer für die Längenversatz-Nummer, Radiusversatz-Nummer und Werkzeugnummer. Sie erwarten z. B., dass T5, H5 und D5 im selben Werkzeugweg angezeigt werden. Alternativ kann die Radiusversatz-Nummer eine feste Verbindung mit der Werkzeugnummer haben. Beispielsweise ist, wenn die Werkzeugnummer 5 ist, die Radiusversatz-Nummer 35. Wenn die Werkzeugnummer 7 ist, ist der Versatz 37. Dies kann einfach durch den Postprozessor geregelt werden.
Gelegentlich ist dies aber nicht möglich, daher kann PowerMill die Nummern ändern, wenn dies wirklich erforderlich ist. In der Regel sind die Vorgabenummern jedoch korrekt, und die Nummern werden nur bei der Längen- oder Radiuskorrektur verwendet.
Länge — Wählen Sie den Typ der Fräserlängenkompensation auf der Werkzeugmaschinensteuerung aus. Die in PowerMill verwendete Werkzeuglänge bleibt unverändert.
- Aus — Wenn ausgewählt, erscheint der Wert 0 in der Datei.
- Ein — Wenn ausgewählt, ist der Standard die Gesamtlänge des Werkzeugs.
Korrekturlänge — Geben Sie die Werkzeuglänge ein. Diese ist standardmäßig die Gesamtlänge des Werkzeugs. Damit können Sie die Länge des Werkzeugs im NC-Werkzeugweg ändern.
Längenversatz-Nummer — Geben Sie die Versatzregisternummer ein, die auf der Werkzeugmaschinensteuerung verwendet wird, um den Längenversatz-Wert zu speichern. Dies entspricht üblicherweise der Werkzeugnummer und ist dann geeignet, wenn die Standardnummern nicht korrekt sind.
Radius — Wählen Sie den Typ der Fräserradiuskompensation auf der Werkzeugmaschinensteuerung aus. Der in PowerMill verwendete Werkzeugradius bleibt unverändert.Damit kann ein Werkzeugweg bei der Maschinensteuerung um einen Betrag, der in einem spezifischen Versatzregister abgespeichert ist, versetzt werden.
- Keine — Wenn ausgewählt, gibt es keine Fräserradiuskorrektur.
- 2D — Wenn ausgewählt, wird die 2D-Fräserkorrektur verwendet, die einen linken Code ausgibt.
- Links — Wenn ausgewählt, wird eine Fräserkorrektur hinzugefügt, indem ein G41 Befehl am Beginn der Werkzeugbewegungen, die eine Korrektur erfordern, ausgeben wird.
- Rechts — Wenn ausgewählt, wird eine Fräserkorrektur durch Ausgeben eines G42 Befehls am Beginn der Werkzeugbewegungen, die Kompensation erfordern, hinzugefügt.
- 3D — Wenn ausgewählt, werden Kontaktnormalenvektoren für den Einsatz mit 3D-Fräserkorrektur geschrieben. Dies ist unerlässlich, wenn die Werkzeugmaschine die 3D-Fräserkorrektur durchführt und PowerMill i-, j- und k-Vektoren in die Tape-Datei ausgibt. Klicken Sie, um eine 3D-Fräserkorrektur zu ermöglichen, auf die WKZ-Wegeditor-Registerkarte > Ändern-Gruppe > Punktstreuung und dann auf das Dialogfeld Punktstreuung. Wählen Sie dort die Option Kontaktnormalen.
Wählen Sie, um die 3D-Fräserkorrektur auf allen Werkzeugwegen zu aktivieren, zunächst alle Werkzeugwege aus der Liste aus und dann einen Radius des Typs 3D. Wählen Sie die Option Kontaktnormalen aus dem Punktstreuung-Dialog aus.
Es ist nicht mehr möglich, Normalen und Links/Rechts-Codes in denselben Werkzeugweg zu schreiben. Sie müssen alle Optionsdateien, die Fräserkorrektur aufweisen, sowie mit links/rechts Code und Normalen, anpassen.
Korrekturradius — Geben Sie den Werkzeugradius ein; standardmäßig handelt es sich dabei, um die Gesamtlänge des Radius. Damit können Sie den Radius des Werkzeugs im NC-Werkzeugweg ändern.
Radiusversatz-Nummer — Geben Sie die Versatzregisterzahl ein, die von der Werkzeugmaschinensteuerung verwendet wird, um den Radiusversatz-Wert zu speichern. Dies entspricht üblicherweise der Werkzeugnummer und ist dann geeignet, wenn die Standardnummern nicht korrekt sind.
Bohrzyklusausgabe — Wählen Sie YES (Ja) aus, um Bohrzyklen als vorgegebene Zyklen zu speichern.
Kühlmittel — Wählen Sie eine Kühlmitteloption aus, die Sie auf den ausgewählten Werkzeugweg anwenden möchten.
- Keine — Wenn ausgewählt, gibt es keine Kühlmittelsausgabe.
- Standard — Wenn ausgewählt, wird die Kühlmittelausgabe aktiviert.
- Schwall — Wenn ausgewählt, wird das Kühlmittel im Schwall ausgegeben.
- Sprühen — Wenn ausgewählt, wird das Kühlmittel gesprüht.
- Gewindebohren — Wenn ausgewählt, wird die Kühlung auf Gewindeschneiden eingestellt.
- Luft — Wenn ausgewählt, wird das Kühlmittel mit Luft eingeblasen.
- Durch — Wenn ausgewählt, wird das Kühlmittel durch die Spindel zugeführt.
- Doppelt — Wenn ausgewählt, werden zwei Kühlungscodes aktiviert.
PowerMill schaltet die Kühlmittelausgabe am Ende eines Werkzeugwegs ab.
Sie können Kühlmittel an unterschiedlichen Orten einsetzen. Weitere Informationen finden Sie unter Kühlmittel und wie es erneuert wird/fließt.
Nullpunktversatz-Liste — Wählen Sie einen Nullpunktversatz aus, der auf den ausgewählten Werkzeugweg angewendet werden soll. Klicken Sie zum Erstellen oder Ändern eines Nullpunktversatzes auf  .
.
 Nullpunktversatz für Setups – Klicken Sie, um die Setups im Dialogfeld NC-Programm anzuzeigen. Auf diese Weise können Sie Nullpunktversatzkonturen auf Setups in einem NC-Programm anwenden.
Nullpunktversatz für Setups – Klicken Sie, um die Setups im Dialogfeld NC-Programm anzuzeigen. Auf diese Weise können Sie Nullpunktversatzkonturen auf Setups in einem NC-Programm anwenden.
Nullpunktversatz – Klicken Sie, um das Dialogfeld Nullpunktversatz für NC-Programm anzuzeigen. So können Sie Nullpunktversatzkonturen erstellen und ändern.
 Befehle anfügen — Klicken Sie, damit der NC-Programm Befehle/Kommentare-Dialog angezeigt wird. Mithilfe des Dialogs können Sie Befehle und Kommentare festlegen, die in das NC-Programm eingefügt werden.
Befehle anfügen — Klicken Sie, damit der NC-Programm Befehle/Kommentare-Dialog angezeigt wird. Mithilfe des Dialogs können Sie Befehle und Kommentare festlegen, die in das NC-Programm eingefügt werden.
Ausgabedatei — Legen die Namenskonventionen für Ausgabedateien fest. Sie können Variablen in den Dateinamen einbeziehen, die beim Schreiben des NC-Programms aufgelöst werden.