Der NC-Programm-Dialog wird geöffnet, indem Sie folgendermaßen verfahren:
- Klicken Sie auf NC-Programm-Registerkarte > Erstellen-Gruppe > Erstellen.
- Klicken Sie auf NC-Programm-Registerkarte > Bearbeiten-Gruppe > Einstellungen.
- Wählen Sie Einstellungen in einem individuellen NC-Programm-Menü aus.
- Wählen Sie NC-Programm erstellen im NC-Programme-Menü aus.
Dieses Dialogfeld beinhaltet Folgendes:
Der obere Bereich des Dialogs enthält Informationen, die sich auf das gesamte NC-Programm beziehen.
Name — Dies zeigt den Namen des NC-Programms an, wie er im Explorer erscheint. Falls erforderlich, geben sie einen neuen Namen ein, um das NC-Programm umzubenennen.
 Optionen – Klicken Sie auf diese Option, um die Seite NC-Programme > Ausgabe des Dialogfelds Optionen anzuzeigen. Weitere Informationen finden Sie unter Optionen > NC-Programm.
Optionen – Klicken Sie auf diese Option, um die Seite NC-Programme > Ausgabe des Dialogfelds Optionen anzuzeigen. Weitere Informationen finden Sie unter Optionen > NC-Programm.
Ausgabedatei — Geben Sie den Namen und das Verzeichnis der Ausgabedatei ein, die beim Schreiben aller Werkzeugwege eines NC-Programms in eine Datei vorliegen. Es sind dieselben Variablen wie für die Option Basisname verfügbar, außer %[counter] und %[toolpath]. Wählen Sie  aus, um eine Ausgabedatei auszuwählen.
aus, um eine Ausgabedatei auszuwählen.
Diese Option ist nur dann verfügbar, wenn Sie Schreibe Datei für jeden Werkzeugweg auf der Seite NC-Programme > Ausgabe im Dialogfeld Optionen abgewählt haben.
CNC-Optionsdatei – Das Feld zeigt den Dateipfad der ausgewählten Werkzeugmaschinen-Optionsdatei (wie Fanuc11m) an. Wenn <Aus WKZ-Maschine> angezeigt wird, wird von PowerMill die Optionsdatei verwendet, die mit der Werkzeugmaschine verknüpft ist. Klicken Sie auf , um das Dialogfeld Optionsdatei auswählen anzuzeigen, und navigieren Sie zu einer CNC-Optionsdatei.
Eine Reihe von CNC-Optionsdateien finden Sie unter: C:\Benutzer\Öffentlich\Dokumente\Autodesk\Manufacturing Post Processor Utility\Generic\.
 Abtastoptionen – Klicken Sie auf diese Optionen, um das Dialogfeld Abtasten der Optionen für das NC-Programm zu öffnen, in dem Sie die Einstellungen für CAD-Export und Koordinatenüberschreibung abtasten festlegen können.
Abtastoptionen – Klicken Sie auf diese Optionen, um das Dialogfeld Abtasten der Optionen für das NC-Programm zu öffnen, in dem Sie die Einstellungen für CAD-Export und Koordinatenüberschreibung abtasten festlegen können.
Werkzeugmaschine — Wählen Sie die Werkzeugmaschine aus, mit der Sie das Teil bearbeiten möchten. In PowerMill wird die Auswahl gespeichert, und die festgelegte Werkzeugmaschine wird zum Simulieren der Werkzeugmaschine verwendet.
Modellage — Wählen Sie die Arbeitsebene aus, die das Modell an der richtigen Position auf der Werkzeugmaschine positioniert. Dies eignet sich besonders zu Simulationszecken. Die Arbeitsebene sollte dieselbe Ausrichtung wie die aktive Arbeitsebene aufweisen. In PowerMill wird die Auswahl gespeichert und die Arbeitsebene der festgelegten Modelllage zum Simulieren des NC-Programms verwendet.
Wenn Sie keine Werkzeugmaschine auswählen, verwendet PowerMill die aktive Maschine, um das NC-Programm zu simulieren.
Wählen Sie, um das NC-Programm mit einer anderen Werkzeugmaschine oder Modelllage zu Testzwecken zu simulieren, aus der Werkzeugmaschinen-Registerkarte eine andere Werkzeugmaschine oder Modelllage aus. Klicken Sie dann mit der rechten Maustaste im Explorer zunächst auf das NC-Programm und dann auf die Option Von Beginn an simulieren. Diese Änderungen wirken sich nicht auf die Einstellungen im NC-Programm-Dialog aus.
Ausgabe-Arbeitsebene – Wählen Sie aus, welche Arbeitsebene im PowerMill-Projekt am Koordinatensystem der Werkzeugmaschine ausgerichtet sein soll. Durch Auswahl einer Arbeitsebene wird die Orientierung des Bauteils relativ zur Werkzeugmaschine festgelegt. Falls keine Ausgabe-Arbeitsebene ausgewählt ist oder dies aufgrund der Auswahl im Dialogfeld NC-Voreinstellungen impliziert wird, verwendet PowerMill die Ausgabe-Arbeitsebene des ersten Werkzeugwegs im NC-Programm. Wenn die Ausgabe-Arbeitsebene des NC-Programms von der Ausgabe-Arbeitsebene des ersten Werkzeugwegs im NC-Programm abweicht, gibt PowerMill eine Warnung aus. Die Ausgabe-Arbeitsebenen, die in den NC-Programm-, NC Voreinstellung- oder Strategiedialogen festgelegt wurden, müssen nicht identisch sein (dies trifft ebenso auf die Werkzeugnummer, Kühlung und Bohrzyklen zu). Falls sie sich unterscheiden, wird die hier ausgewählte Arbeitsebene bevorzugt zur Arbeitsebene, die anderswo ausgewählt ist, eingesetzt.
Programmnummer — Geben Sie eine Zahl am Anfang der NC-Programmdatei ein. Manche Controller erfordern eine Zahl am Anfang der NC-Programmdatei.
Bei Fanuc-Steuerelementen sieht die Datei beispielsweise in etwa folgendermaßen aus:
% :1234 N10G91G28X0Y0Z0 N20G40G17G80G49 N30G0G90Z33.031
In diesem Fall ist 1234 die Programmnummer.
Automatische Werkzeugausrichtung — Wählen Sie dies ab, wenn die Ausgabearbeitsebene von der Werkzeugweg-Arbeitsebene abweicht. Es sollten jedoch keine Winkelbewegungen in der NC-Programmdatei angezeigt werden. Beispielsweise, wenn Sie den Kopf manuell zum erforderlichen Winkel drehen.
Name des Bauteils — Dies zeigt den Namen des Bauteils an, das aktuell gefräst wird. Falls erforderlich, geben Sie einen neuen Namen ein. Der Name des Bauteils kann am Anfang der NC-Programmdatei erscheinen (abhängig davon, wie der Tape-Start in der CNC-Optionsdatei eingestellt ist).
Werkzeugwert — Bestimmen Sie, ob die Ausgabe in Bezug auf die Werkzeugspitze oder den Werkzeugmittelpunkt vorgegeben werden soll. Die Werkzeugmitte wird definiert als die Werkzeugspitze, die um den Eckradius in Richtung der Werkzeugachse versetzt wird.
Verbindungswege — Dies gibt die Bewegungen des Werkzeugs von einem Werkzeugweg zum Nächsten vor. Bisher bewegte sich das Werkzeug auf seine neue Position und rotierte dann, bis es die erforderliche Orientierung erreichte. Diese Option ist nur dann verfügbar, wenn Mehrachsen-Werkzeugwege vorhanden sind.
- Verschieben,Rotieren — Wenn dies gewählt ist, bewegt sich das Werkzeug auf die neue Position und rotiert dann, bis die korrekte Orientierung erreicht ist.
- Drehen, Verschieben — Wenn ausgewählt, rotiert das Werkzeug zur richtigen Ausrichtung und bewegt sich dann auf die neue Position.
- Simultan — Wenn ausgewählt, bewegt sich und rotiert das Werkzeug gleichzeitig. Dies ist die Standardoption.
Werkzeugweg-Liste — Zeigt alle Werkzeugwege im NC-Programm an, zusammen mit den Parametern, die zur Erstellung des Werkzeugwegs verwendet wurden. Wählen Sie einen oder mehrere Werkzeugwege aus, um diesbezügliche Informationen in der unteren Hälfte des Dialogs anzuzeigen.
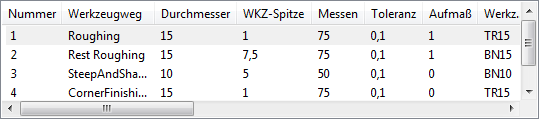
Sie können die Spalten ziehen und ihre Größe ändern, indem Sie den Cursor auf das Ende einer Spalte bewegen und diese an eine neue Position ziehen.
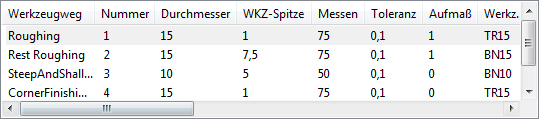
Im Feld Nummer wird die Werkzeugnummer angegeben.
Wenn die Nummer in Klammern gesetzt ist, (2), wird damit angezeigt, dass für diesen Werkzeugweg keine Werkzeugänderung vorliegt.
Wenn der Nummer ein Sternchen vorangestellt ist, *, bedeutet dies, dass die Werkzeugnummer für diesen Werkzeugweg im unteren Bereich dieses Dialogfelds bearbeitet wurde.
Wenn die Nummer durch ein ? ersetzt wurde, bedeutet dies, dass keine Werkzeugnummer angegeben, aber als Werkzeugnummerierung Gemäß Eingabe ausgewählt wurde.
Sie können für ein Werkzeug nicht dieselbe Nummer definieren, die schon für ein anderes Werkzeug verwendet wird. Der einzige Fall, wo dies möglich ist, ist beim Schreiben einer separaten Datei für jeden Werkzeugweg, sodass alle vorgegebenen Werkzeugnummern 1 lauten. Die erste Werkzeugnummer in einer beliebigen Datei lautet vorgabemäßig 1.
 Werkzeugwegliste – Klicken Sie auf diese Option, um die Liste der Werkzeugwege und deren Parameter (verwendet im NC-Programm) in einem separaten Dialogfeld anzuzeigen.
Werkzeugwegliste – Klicken Sie auf diese Option, um die Liste der Werkzeugwege und deren Parameter (verwendet im NC-Programm) in einem separaten Dialogfeld anzuzeigen.
 Werkzeugliste – Klicken Sie auf diese Option, um die Liste der Werkzeuge und deren Parameter (verwendet im NC-Programm) in einem separaten Dialogfeld anzuzeigen.
Werkzeugliste – Klicken Sie auf diese Option, um die Liste der Werkzeuge und deren Parameter (verwendet im NC-Programm) in einem separaten Dialogfeld anzuzeigen.
Sie können mit der rechten Maustaste auf die Spalten in den Dialogen Werkzeugwegliste und Werkzeugliste klicken, um die Ansicht anzupassen oder Daten in eine externe Anwendung zu kopieren.
Zurücksetzen — Klicken Sie, um die Werkzeugnummern auf ihre ursprünglichen Werte zurückzusetzen. Die Werkzeugnummer kann im unteren Bereich des Dialogs bearbeitet werden und wird in der Werkzeugwegliste angezeigt.
Werkzeugwechsel — Bestimmen Sie, wann ein Lade Werkzeug-Befehl geschrieben werden soll.
- Bei Änderung – Wählen Sie dies, um einen Befehl zum Laden eines Werkzeugs zu Beginn des ersten Werkzeugwegs hinzuzufügen und danach nur, wenn sich die Werkzeuggeometrie ändert. Dadurch wird ein Befehl zum Laden eines Werkzeugs hinzugefügt, wenn sich die Werkzeuglänge unterscheidet.
- Immer – Wählen Sie dies, um einen Befehl zum Laden eines Werkzeugs zu Beginn jedes Werkzeugwegs hinzuzufügen, auch wenn die Werkzeugparameter identisch sind.
- Bei neuem Werkzeug – Wählen Sie dies, um einen Befehl zum Laden eines Werkzeugs zu Beginn des ersten Werkzeugwegs hinzuzufügen und danach nur, wenn der Werkzeugweg ein anderes Werkzeugelement als der vorherige Werkzeugweg verwendet.
Werkzeugnummerierung — Legen Sie das Nummerierungssystem fest, das zur Identifizierung von Werkzeugen im NC-Programm verwendet wird.
- Automatisch – Wählen Sie dies, um jedem neuen verwendeten Werkzeug eine neue Nummer zu geben. Wenn das Werkzeug in einen anderen Werkzeugweg wiederverwendet wird, wird die vorhandene Nummer verwendet.
- Gemäß Eingabe – Wählen Sie dies, um die im Dialogfeld für das Werkzeug-Element angegebene Werkzeugnummer zu verwenden. Wenn in keinem Dialogfeld eine Werkzeugnummer angegeben wurde, wird ein ? in der Werkzeugwegliste angezeigt. Wenn es jedoch der erste Werkzeugweg ist, wird als Werkzeugnummer 1 angenommen.
- Der Reihe nach – Wählen Sie dies, um die Werkzeuge nacheinander zu benennen. Vorgabemäßig wird das erste Werkzeug 1 benannt, gefolgt von 2, 3, 4 usw.
Das Feld Werkzeugnummer im spezifischen Werkzeugwegbereich des Dialogfelds NC-Programm definiert die erste Nummer in einer sequenzieller Reihe.
Wenn dasselbe Werkzeug im nachfolgenden Werkzeugweg in einem NC-Programm verwendet wird, wird die Werkzeugnummer in Klammern eingeschlossen, z. B. (1).
WKZ-Wechsel-Position — Geben Sie vor, ob ein Werkzeug vor oder nach der Verbindungsbewegung verändert werden soll.
- Nach Verbindung – Wählen Sie dies, damit der Werkzeugwechsel nach den Verbindungsbewegungen stattfindet. Dies ist die Standardoption.
- Vor Verbindung – Wählen Sie dies, damit der Werkzeugwechsel vor den Verbindungsbewegungen stattfindet.