对于凸台特征,刀具路径在毛坯中平行放置,并且根据凸台的边界剪裁。
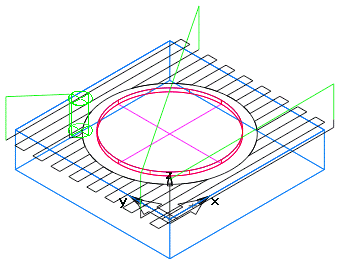
开始点是毛坯四个拐角中的一个。您可以更改刀具路径的角度,但相邻刀具路径始终保持平行。
对于型腔特征,平行刀具路径放置在型腔边界内部。
在平行路径后,会围绕凸台、型腔和型腔岛的边界执行清理路径。
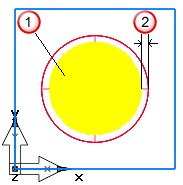
之字形粗加工路径包含两个阶段:平行粗加工阶段和边界清理阶段。清理阶段标记为  ,用于清理特征的边界以确保实现均匀的精加工余量:
,用于清理特征的边界以确保实现均匀的精加工余量:
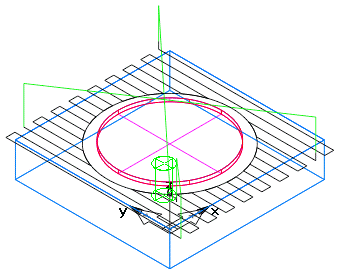
特征的树视图仅显示一个特征,因此清理阶段将使用与粗加工路径相同的进给和转速值。清理路径的数量由清理路径属性决定。如果将“清理路径”设置为 0,则不会执行清理路径。如果设置为 1,则将沿粗加工区域的边界执行单一路径:
|
|
|
 - 精加工余量
- 精加工余量
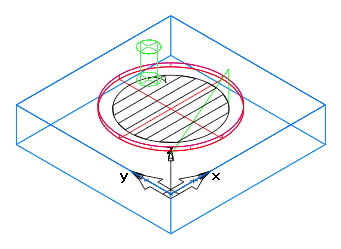
粗加工区域通过将特征边界偏移精加工余量来确定。
如果设置为大于 1 的数,则将会执行多条清理路径。这些路径的默认间距由清理行距属性控制。为了更精细地控制多条清理路径的间距,请设置“清理行距”属性。
向清理路径的斜向切入由斜向直径属性控制。
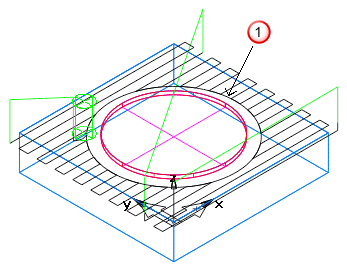
如果选择了双向粗加工或重排属性,则会重排刀具路径,以便其先完成一个区域,然后再移动到下一个区域。
当通过之字形方法对凸台进行粗加工时,刀具与毛坯边界重叠的量由精加工余量控制。
仅当对特征底部进行精加工时,才将之字形技术应用于精加工路径。在这种情况下,其行为就像一个粗加工路径。