您可以使用“铣削特征属性”对话框的“下切”选项卡编辑铣削特征的下切设置。
下切间隙 — 输入高于刀具进给时所执行操作的距离。
在下图中标记为 L1。
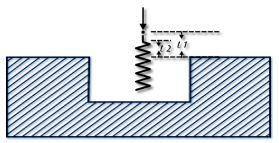
对于深钻孔,钻将退刀到啄孔之间的这一距离。对于铣削特征,默认情况下将使用相同的值进行粗加工和精加工。因此,刀具将从特征的顶部进给到底面,然后再进行切削。若要使刀具向下进给到特征,请将操作的“下切间隙”设置为负值,但需确保该值高于特征的底面。
若要快进到深度,可以使用负“下切间隙”或者选择“相对下切”。
相对下切 - 选择此选项可从特征的底部而非顶部测量“下切间隙”。选择“相对下切”并使用“下切间隙”0 可快进到深度。
下切速率修调 - 输入要在下切到材料中时使用的“进给”设置的百分比。例如,使用“进给”属性 2000 MMPM 和“下切速率修调”50%,那么下切进给率为 1000 MMPM。
第一步 - 为了防止刀具被硬化曲面损坏,请输入您对于计算得出的初始下切的“下切速率修调”想要减少的百分比。例如,使用“进给”属性 2000 MMPM、“下切速率修调”50% 和“第一步”20%,那么第一个下切移动的进给率为 200 MMPM;后续下切的进给率为 1000 MMPM。
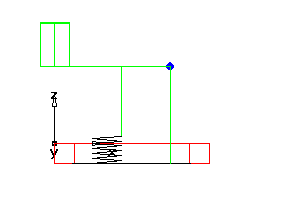
Z 轴斜向间隙 — 输入高于斜向开始时所执行操作的距离。“Z 轴斜向间隙”受“下切间隙”限制。
在下图中标记为 L2。
最大 斜向角度 - 输入斜向向下到深度的最大角度(以度为单位)它适用于螺旋或之字形斜向。将该值设置为 0 可导致下切。
最大 斜向距离 — 该选项适用于线性或螺旋斜向。
最小斜向 - 单击此按钮可显示“最小斜向距离”对话框。
下切点和预钻点 - 指定一个点以修调刀具下切或预钻到毛坯的位置。
如果在操作中没有下切移动,则将忽略该属性。例如,如果在粗加工和精加工操作之间没有下切移动,则精加工操作将忽略下切点。
如果操作会导致过切零件,或者如果刀具在移至刀具路径的起点时将会过切,则将忽略下切点。例如,如果指定的下切点离壁的距离小于刀具半径,则将忽略下切点。
当 FeatureCAM 忽略下切点时,在操作列表中将显示警告。
可以使用曲线指定多个下切点。
开始点 - 指定一点以修调精加工操作的起始位置。
退刀点 - 这是完成操作后刀具退刀所至的点。
螺旋斜向 - 启用此选项可使用螺旋斜向。将其禁用可使用之字形斜向。
螺旋选项 - 单击此按钮可打开“螺旋斜向选项”对话框。