Aktivität 3: Überprüfen der Ergebnisse und nächste Schritte für die anfängliche Analyse
Schritte bei dieser Aktivität:
- Bestimmen, mit welcher Wahrscheinlichkeit das Formteil gefüllt werden soll
- Ermitteln, ob die Einfallstellen den Konstruktionsvorgaben entsprechen
- Ermitteln, ob das Bauteil wahrscheinlich eben genug ist, um mit dem gegenüberliegenden Baugruppenteil verbunden zu werden
- Animieren des Füllanimationsergebnisses, um zu sehen, ob das Füllmuster ausgeglichen ist
- Prüfen, ob der Einspritzdruck 50 % der Einspritzdruckkapazität der Maschine nicht überschreitet
- Lesen der empfohlenen Nächsten Schritte und Auswählen von zwei Schritten, um sie auszuprobieren
 |
 |
| Vorgabe-Einrichtung des Heckenscheren-Modells | Animation mit Füllmuster |
Voraussetzungen
- Aktivität 2 ist abgeschlossen.
Schritte
Ermitteln Sie auf der Registerkarte Erläuternde Ergebnisse - Füllen, wie leicht das Formteil gefüllt werden kann und wo es Schwierigkeiten geben kann.
Klicken Sie auf der Registerkarte Ergebnisse auf
 (Gruppe Anzeigen > Erläuternde Ergebnisse), um das Dialogfeld Erläuternde Ergebnisse zu öffnen.
(Gruppe Anzeigen > Erläuternde Ergebnisse), um das Dialogfeld Erläuternde Ergebnisse zu öffnen.Überprüfen Sie auf der Registerkarte Füllen die Füllzusammenfassung. Beachten Sie, dass 0.089 % des Modells bei den aktuellen Modellkonstruktions- und Einrichtungsbedingungen wahrscheinlich nicht gefüllt werden.
Drehen Sie das Modell. Beachten Sie, dass eine Rippe vorhanden ist, die wahrscheinlich nicht gefüllt wird.
Anmerkung: Das erläuternden Ergebnis Füllen ist mit dem Standardergebnis Füllsicherheit identisch, außer dass die Option Erläuternde Ergebnisse die Daten für Sie interpretiert.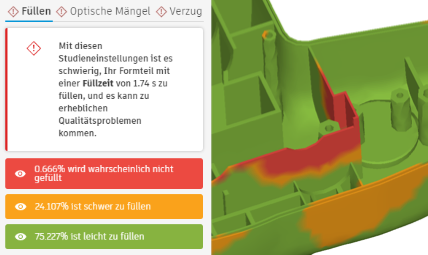
Stellen Sie mithilfe der Registerkarte Erläuternde Ergebnisse - Optische Mängel fest, ob die Tiefe der Einfallstellen einer Konstruktionstoleranz von 0.05 mm entspricht.
Wählen Sie auf der Registerkarte Ergebnisse,
Erläuternde Ergebnisse die Registerkarte Optische Mängel aus.Verschieben Sie auf der Registerkarte Optische Mängel den Schieberegler für die Toleranz auf der Legende, bis er 0.05 mm erreicht.
Drehen Sie das Modell. Beachten Sie, dass die Tiefe der Einfallstellen in fünf Bereichen die Konstruktionsspezifikationen überschreitet.
Anmerkung: Das erläuternde Ergebnis Optische Mängel ist dasselbe wie die Standardergebnisse Einfallstellen und Bindenähte, außer dass die Option Erläuternde Ergebnisse die Daten für Sie interpretiert. In den erläuternden Ergebnissen können Sie die beiden Ergebnisse überlagernd auf demselben Modell anzeigen, oder Sie können auf Sichtbar klicken, um das eine oder andere Ergebnis auszublenden.
Sichtbar klicken, um das eine oder andere Ergebnis auszublenden.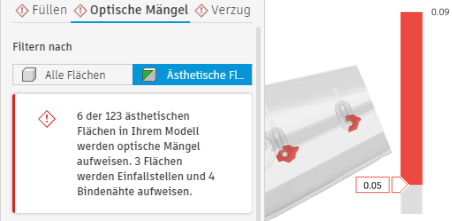
Ermitteln Sie mithilfe der Registerkarte Erläuternde Ergebnisse - Verzug, ob das Heckenscheren-Modell mit diesen Einrichtungsparametern der Studie wahrscheinlich eben genug sein wird, um mit dem gegenüberliegenden Baugruppenteil verbunden zu werden, wenn die Konstruktionstoleranz 1 mm außerhalb der Ebene liegt.
Wählen Sie auf der Registerkarte Ergebnisse,
Erläuternde Ergebnisse die Registerkarte Verzug aus.Wechseln Sie auf der Registerkarte Verzug mithilfe der Ergebnisauswahl über der Legende zum Ergebnis Ebenheit.
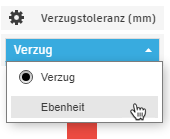 Anmerkung: Die Informationen der Ergebniszusammenfassung ändern sich von Verzugsinformationen in Informationen über die Ebenheit, wenn Sie das Ergebnis ändern.
Anmerkung: Die Informationen der Ergebniszusammenfassung ändern sich von Verzugsinformationen in Informationen über die Ebenheit, wenn Sie das Ergebnis ändern.Drehen Sie das Modell so, dass die Unterseite Ihnen zugewandt ist.

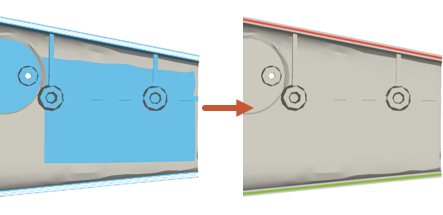
Bewegen Sie den Mauszeiger im Ansichtsbereich über den blauen Rand, bis der gesamte Rand weiß wird, und klicken Sie dann darauf, um ihn auszuwählen.
Anmerkung: Alle auswählbaren ebenen Flächen werden blau hervorgehoben.Deaktivieren Sie im Dialogfeld Ebenheit die Option Ebenheitsebene anzeigen, um das Ergebnis deutlicher zu sehen.
Verschieben Sie den Schieberegler für die Toleranz auf der Legende auf 1 mm.
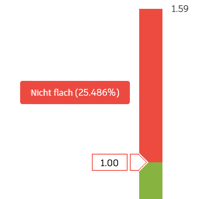
Beachten Sie, dass mehr als 25 % des Rands jetzt rot dargestellt werden. Dies bedeutet, dass mehr als 25 % die Konstruktionstoleranz außerhalb der Ebene überschreiten. Es kann schwierig sein, die beiden Teile der Baugruppe zu verbinden.
Klicken Sie im Dialogfeld Ebenheit auf Schließen, um zum Verzugsergebnis zurückzukehren.
Animieren Sie das Ergebnis Füllanimation, um das Füllmuster zu sehen und zu ermitteln, in welchen Bereichen die Schmelze das Formteil nur schwer gleichmäßig füllen kann.
Klicken Sie auf der Registerkarte Ergebnisse auf
 (Gruppe Anzeige > Ergebnisse), um den Standardergebnis-Browser anzuzeigen.
(Gruppe Anzeige > Ergebnisse), um den Standardergebnis-Browser anzuzeigen.Wählen Sie im Ergebnis-Browser das Ergebnis Füllanimation.
Klicken Sie unten im Ansichtsbereich auf
 Wiedergabe.
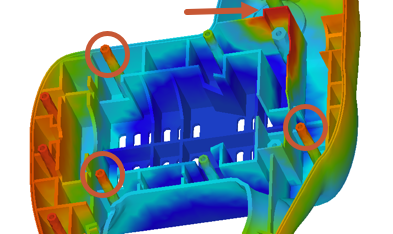
Wiedergabe.Beachten Sie, wie das Formteil gefüllt wird. Wenn sich die Schmelze von der Mitte weg zu den beiden Enden des Formteils bewegt, befinden sich Elemente in der Mitte, die sich erst am Ende füllen. Bei einigen Elementen (eingekreist) kann dies teilweise durch den längeren Fließweg erklärt werden. Bei anderen Elementen , wie z. B. der Rippe, kann es Probleme beim Füllen dieses Bereichs geben.
Überprüfen Sie den Einspritzdruck, um sicherzustellen, dass er nicht 50 % der Einspritzdruckkapazität einer durchschnittlichen Spritzgießmaschine überschreitet.
Bewegen Sie den Mauszeiger im Ergebnis-Browser über das Ergebnis Einspritzdruck, um die QuickInfo zu lesen.
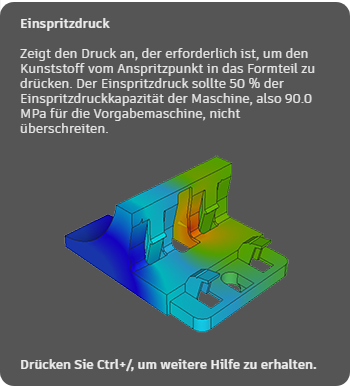
Beachten Sie, dass der Einspritzdruck einer Maschine durchschnittlich 90.0 MPa beträgt. Wenn Sie die Kapazität Ihrer Maschine kennen, können Sie diese stattdessen verwenden.
Wenn Sie die QuickInfo gelesen haben, wählen Sie das Ergebnis Einspritzdruck aus.

Beachten Sie, dass der maximale Einspritzdruck 29 MPa beträgt, was deutlich unter 50 % der Einspritzdruckkapazität der Maschine liegt.
Anmerkung: Sie können den Einspritzdruck auch im Studienprotokoll finden, indem Sie auf (Gruppe Anzeige > Spritzgießprozess) klicken und dann von der Registerkarte Übersicht zur Registerkarte Tabelle wechseln.
(Gruppe Anzeige > Spritzgießprozess) klicken und dann von der Registerkarte Übersicht zur Registerkarte Tabelle wechseln.
Lesen Sie die empfohlenen nächsten Schritte, und ermitteln Sie zwei Änderungen, die Sie vornehmen können, um das Ergebnis mit hoher Wahrscheinlichkeit zu verbessern.
Klicken Sie auf der Registerkarte Ergebnisse auf
(Gruppe Anzeigen > Erläuternde Ergebnisse), um zu den Erläuternden Ergebnissen zurückzukehren.Überprüfen Sie auf der Registerkarte Erläuternde Ergebnisse - Verzug alle nächsten Schritte.
Beachten Sie, dass zwei Vorschläge zur Bearbeitung des Modells, zwei zur Bearbeitung der Prozesseinstellungen und einer zur Verschiebung des Anspritzpunkts vorliegen.
Wechseln Sie in den erläuternden Ergebnissen zur Registerkarte Optische Mängel, und überprüfen Sie die Verbesserungsvorschläge für diese Ergebnisse.
Die beste Methode zur Reduzierung der optischen Mängel besteht wiederum darin, das Modell zu ändern und/oder den Anspritzpunkt zu verschieben.
Wechseln Sie in den erläuternden Ergebnissen zur Registerkarte Füllen, und überprüfen Sie die Vorschläge zur Verbesserung der Wahrscheinlichkeit der Formteilfüllung.
Hier wird empfohlen, die Dicke dünnerer Bereiche zu erhöhen, den Anspritzpunkt zu verschieben und die Einspritzzeit zu verkürzen.
Wie bei allen Konstruktionsproblemen gibt es mehr als eine Lösung, mit der Sie das Ergebnis verbessern können. In der nächsten Aktivität klonen Sie die Studie und verschieben den Anspritzpunkt. Außerdem klonen Sie das Simulationsmodell, um die Dicke der problematischen Rippe zu erhöhen, ohne das ursprüngliche Konstruktionsmodell zu ändern.
Klicken Sie auf der Registerkarte Ergebnisse auf
 Ergebnisse fertig stellen, um zur Registerkarte Setup zurückzukehren.
Ergebnisse fertig stellen, um zur Registerkarte Setup zurückzukehren.
Aktivität 3 - Zusammenfassung
Schritte bei dieser Aktivität:
- Bestimmt, mit welcher Wahrscheinlichkeit das Formteil gefüllt werden soll
- Ermittelt, ob die Einfallstellen den Konstruktionsvorgaben entsprechen
- Ermittelt, ob das Bauteil wahrscheinlich eben genug ist, um mit dem gegenüberliegenden Baugruppenteil verbunden zu werden
- Füllanimationsergebnis animiert, um zu sehen, ob das Füllmuster ausgeglichen ist
- Geprüft, ob der Einspritzdruck 50 % der Einspritzdruckkapazität der Maschine nicht überschreitet
- Empfohlene Nächste Schritte gelesen und zwei Schritte zum Auszuprobieren ausgewählt