Activity 5: Rest machining
In this activity, we will use the Adaptive Clearing strategy to remove additional REmaining STock (REST) from the cavity.
Prerequisites
- Activity 4 is complete.
Steps
Duplicate the existing 3D Adaptive Clearing operation, rename the copy.
In the Browser select the existing 3D Adaptive operation.
Right-click and select Duplicate.
Left click the new Copy and change the name to "Adaptive - Rest".
Right-click the new operation and select Edit.
The dialogfor the new operation opens. Notice that all parameter values are the same as the previously created Adaptive Clearing operation.
Tip: In many cases, creating a copy (using Duplicate or Copy and Paste) is faster than creating a new operation since many operations will use the same basic parameters.
Select a tool from the Tutorial Tools (Metric) library, select the #14 - Ø5 mm R0.5mm bullnose.
- On the Tool tab
 , click Select. This opens the tool library.
, click Select. This opens the tool library. - In the Library, select Fusion Library > Tutorial Tools (Metric)
- From the list, select #14 - Ø5 mm R0.5 (Bull nose end mill).
- Click Select.
- On the Tool tab
Depth cut settings, Optimal load and Stock to leave.
- Click the Passes tab
 .
. - Set Optimal Load to 1 mm.
- Set Maxiumum Roughing Stepdown to 5 mm.
- Set Fine Stepdown to 1 mm.
- Set Stock to leave Radial and Axial, to .3 mm.
- Click OK to start the calculation.
- Click the Passes tab
Activity 5 summary
In this activity you duplicated the 3D Adaptive Clearing roughing operation, selected a library tool, reduced the Rest Machining parameters, set the cut stepover, step depth and stock to leave. This removed additional remaining stock.
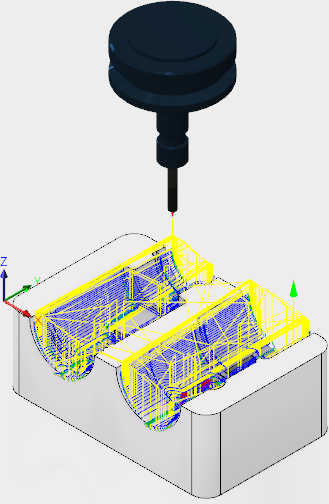
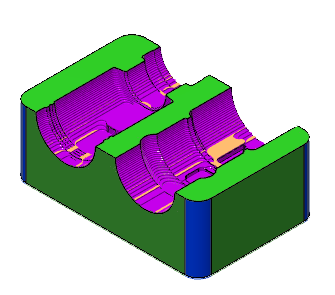
| The calculated toolpath is shown below. | The simulated toolpath is shown below. |
 |
 |
The toolpath is shown with a red arrow start, yellow rapid move, green lead in/out move, blue cutting moves and a green arrow at the end.