Drill strategy
The Drill toolpath is a common machining process for creating holes in the work piece. It functions the same in the Milling and Turning environments.
This function will usually trigger the Canned Cycles available in the CNC control. These cycles incorporate the common motion used for a variety of hole machining tasks.
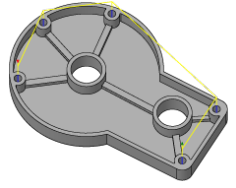
Drill toolpath creating holes.
Drill locations can be selected by picking cylindrical hole faces from the model, hole edges, sketch geometry and points. There are additional options to help you Select Same Diameter, merge collinear concentric holes, holes that match the same depth and holes that match the same starting height.
Drilling Cycle Types include support for basic drilling, deep hole drilling, counter boring, boring and tapping. The canned cycle output in the final NC code depends on your postprocessor selection and your machines capabilities.
Hole drilling options in the Fusion Manufacture workspace.
Manufacture > Milling > Drilling > Drill ![]()
Manufacture > Turning > Drilling > Drill ![]()
Multi-axis drilling
The Drill strategy supports multi-axis machining, allowing you to efficiently drill complex geometries with precision using the advanced capabilities of multi-axis machining. This feature is useful for parts with angled or non-vertical holes, where traditional 3-axis drilling methods may struggle to achieve the desired results in a single operation.
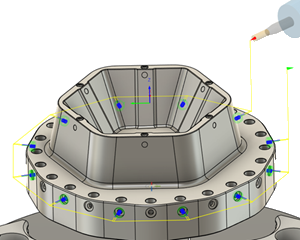
Multi-axis Drilling toolpath.
Multi-axis drilling introduces three new machining types:
4-axis
You can now easily define a rotary axis for your machining setup. By default, holes will be drilled perpendicular to this axis. For the 4-axis machining, you can select holes that are not aligned with the Z-axis, such as angled holes or holes on a sloped surface:
- Specify whether hole axes must intersect the rotary axis, in cases like holes on a cylinder.
- Allow hole axes to shift in the perpendicular plane, in cases like holes on a cuboid.
- Set a tilt angle to tilt holes away from the perpendicular plane.
5-axis
This option allows you to machine holes using full 5-axis movements. It is ideal for complex hole geometries that need the tool to tilt in order to reach certain areas. You can define axis limits and set minimum and maximum tilt angles relative to the tool axis.
Hole selection
When you choose a 4-axis or 5-axis machining type, the system will automatically limit which holes you can select on the geometry tab. This filtering is based on the axis settings that you've defined in the multi-axis tab. For 3-axis the filter is simpler. It only allows you to select holes that are aligned with the Z-axis.
Toolpath output and limitations
When using 4-axis or 5-axis machining, toolpaths are generated as detailed movements (expanded paths) instead of simplified canned cycles. Because of this, the spindle and feedrate aren't synchronized—so operations like threading, tapping, and back boring aren't yet supported in multi-axis mode. Also, some toolpath ordering options depend on having a fixed Z-axis. For example:
- Order by X only works when the Z-axis is locked, so it's available only in 3-axis.
- Machining boundaries also need a fixed Z-axis, so they're not supported in 4-axis or 5-axis machining.