Organisation des opérations à partir de plusieurs posages
Vous pouvez sélectionner une ou plusieurs opérations, ou une ou plusieurs posages, pour créer un programme CN.
Un programme CN vous aide à organiser plusieurs posages dans un même fichier de code CN. Utilisez cette fonctionnalité lorsque plusieurs faces d’une pièce sont usinées en un cycle de machine, sur la même table, mais dans différents supports. Avec un programme CN, vous pouvez sélectionner les posages que vous souhaitez combiner, puis optimiser l’ordre des opérations par posage ou par outil. Généralement, chaque posage doit avoir un seul décalage du support du système d’axes de travail.
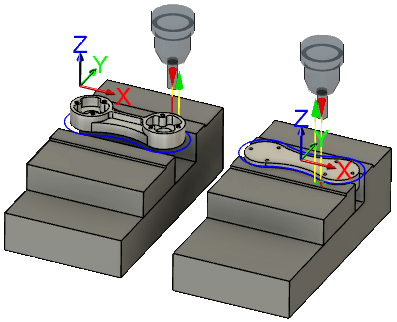
Pour citer un exemple classique, supposons qu’il y a deux étaux sur la table. L’étau 1 est utilisé pour usiner le haut de la pièce avec le décalage de support G54, tandis que l’étau 2 est utilisé pour usiner le bas de la pièce avec le décalage de support G55. Si les deux faces nécessitent une opération avec le même outil, un programme CN peut générer la trajectoire pour l’étau 1 suivi de l’étau 2, ce qui élimine un changement d’outil.
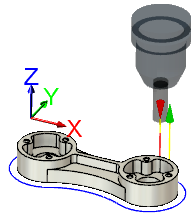 |
Posage 1 : créez une posage pour usiner la première face et, dans l’onglet Post-traiter, affectez un seul décalage du support du système d’axes (1). Programmez toutes les trajectoires d’outils comme vous le feriez normalement. |
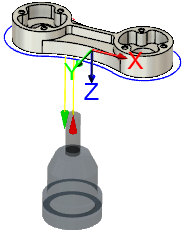 |
Posage 2 : créez une posage pour usiner la deuxième face et, dans l’onglet Post-traiter, affectez un seul décalage du support du système d’axes (2). Programmez toutes les trajectoires d’outils comme vous le feriez normalement. |
Boîte de dialogue Programme CN
Dans la boîte de dialogue Programme CN, l’onglet Opérations affiche les posages disponibles et les opérations de trajectoire d’outil correspondantes. Là, vous pouvez sélectionner les posages et les opérations à inclure dans le groupe et spécifier si les changements d’outil doivent être minimisés.
Dans cet exemple, comme la posage Setup1 est sélectionnée, elle est déjà incluse dans le programme CN.
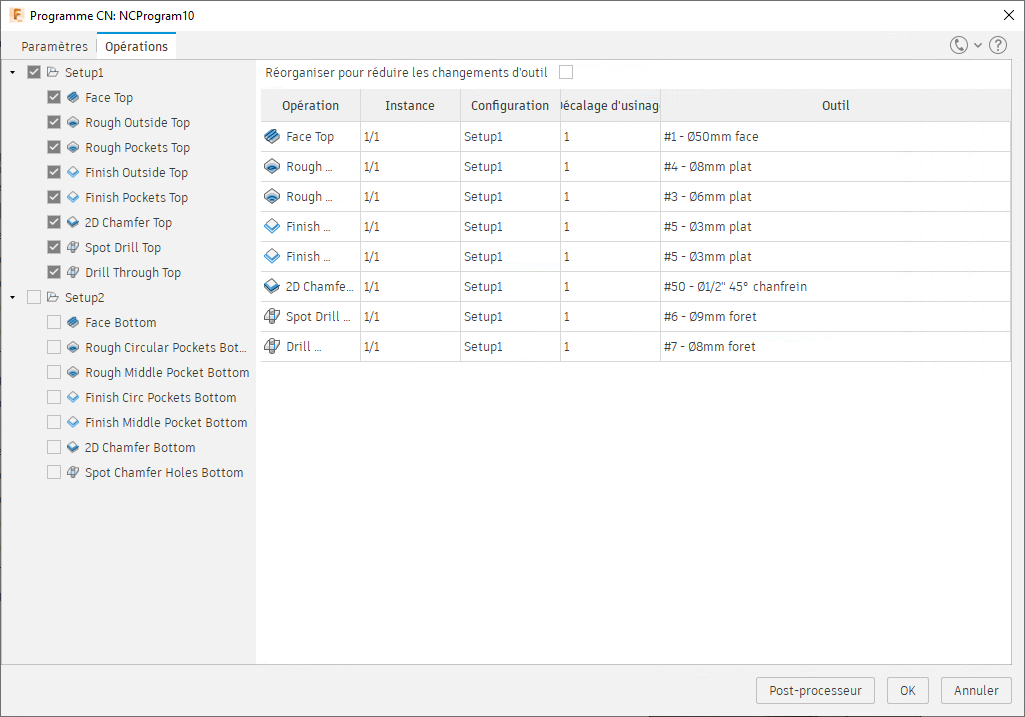
Si vous cochez la case de la posage Setup2, les opérations correspondantes sont ajoutées au programme CN.
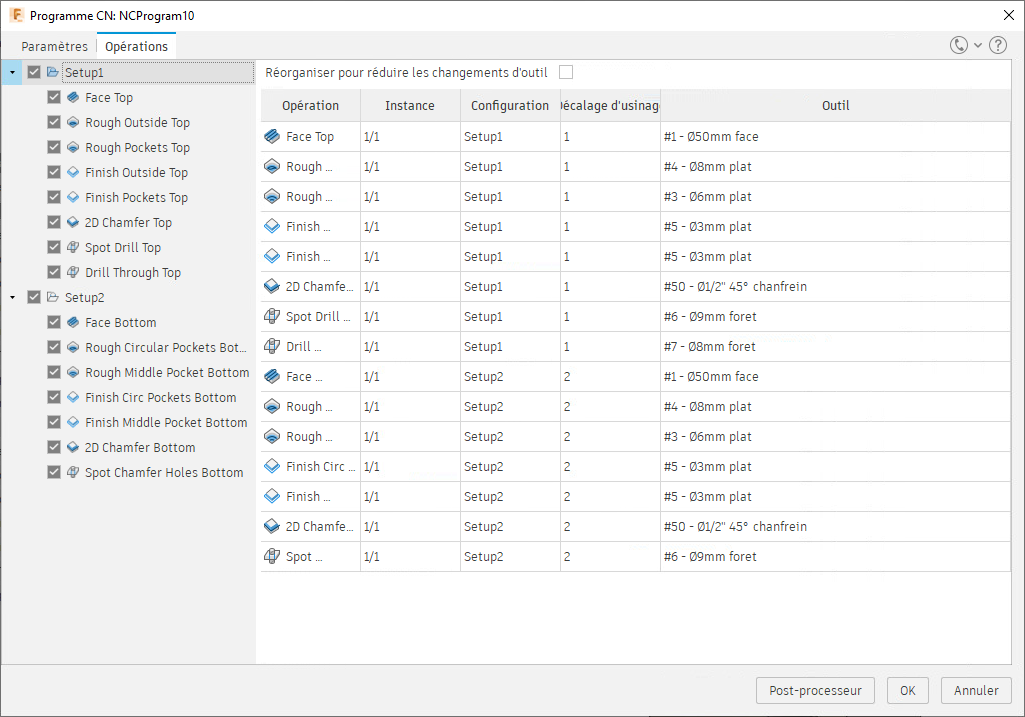
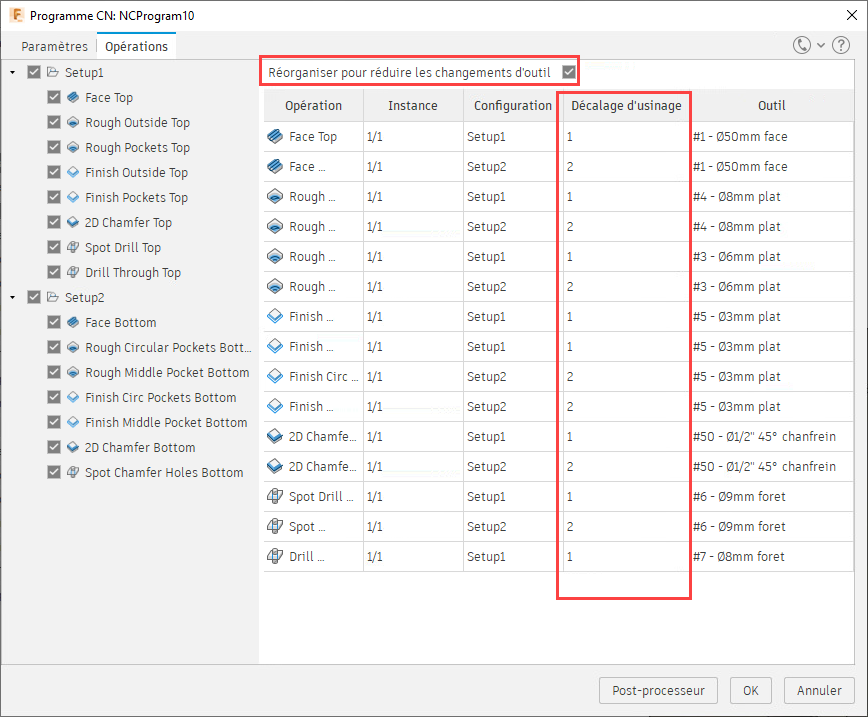
Les opérations sont séquentielles, posage par posage, jusqu’à ce que vous cochiez la case Réorganiser pour réduire les changements d’outil. À présent, si un outil est utilisé pour les deux posages, l’outil suivant ne sera sélectionné qu’une fois toutes les opérations correspondant au premier outil terminées. Le fichier de code CN contient le décalage d’usinage correct pour chaque opération.
Lorsque vous cliquez sur OK, le programme CN est enregistré en tant que nouveau programme CN et vous pouvez le renommer. Cliquez deux fois lentement sur le groupe pour le renommer.
Pour en savoir plus, regardez les vidéos suivantes :