アクティビティ 3: 3 つのポケットを粗取りする
このアクティビティでは、負荷制御加工法を使用して 3 つのポケットを粗取りします。この加工法は、一般に広い領域にポケットを加工する際に使用されます。負荷制御でのツールパスの計算方法が理由で、シャープ コーナーがある不規則な形状のポケットの場合に非常に効率的です。負荷制御は、大量の材料をすばやく除去するために使用するツールパスです。
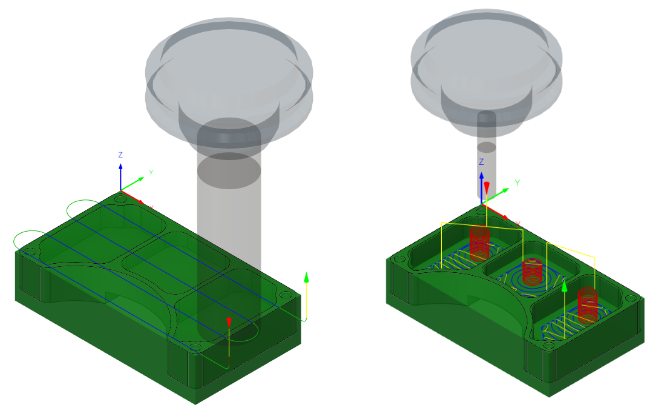
前。パーツの上部に沿って適用された面ツールパスを表示(左)。後。3 つのポケットに適用された 2D 負荷制御ツールパスを表示(右)。
前提条件
- アクティビティ 2 を完了していること。
手順
この粗取り操作用に、工具ライブラリから[1 – Ø1/4" (Flat end mill)]を選択します。
[製造]ツールバーの[ミル]タブで、[2D] > [2D 負荷制御]
 を選択します。
を選択します。[工具]タブで、[選択]をクリックして工具ライブラリ
 にアクセスします。
にアクセスします。[すべて] > [ドキュメント] > [2D Adaptive Milling Tutorial v1]ドキュメントから、[1 – Ø1/4" (Flat end mill)]を選択します。
[OK]をクリックして工具を選択し、ダイアログを閉じます。
工具の[主軸回転速度]と[ランプ主軸回転速度]の両方を 10000 rpm に上げます。
[2D 負荷制御]ダイアログで、[主軸回転速度]を 10000 rpm に設定します。
[ランプ主軸回転速度]を 10000 rpm に設定します。
[切削送り速度]を 60 インチ/分に上げ、[進入送り速度]、[退出送り速度]、[ランプ送り速度]、および[切込み送り速度]を 30 インチ/分に設定し、[切削送り/回転数]を 0.003 インチに設定します。
同じ[2D 負荷制御]ダイアログで、[切削送り速度]を 60 インチ/分に設定します。
[進入送り速度]を 30 インチ/分に設定します。
[退出送り速度]を 30 インチ/分に設定します。
[ランプ送り速度]を 30 インチ/分に設定します。
[切込み送り速度]を 30 インチ/分に設定します。
注: [切削送り/回転数]は自動的に 0.003 インチに変更されます。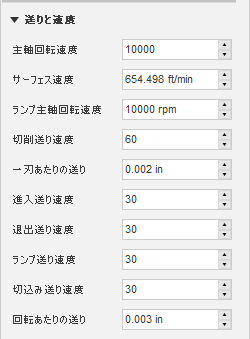
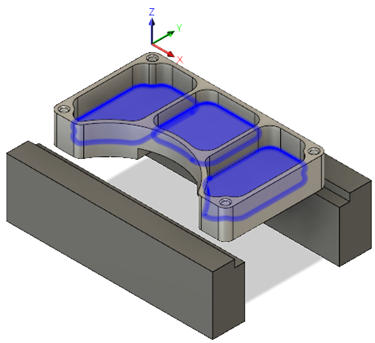
[2D 負荷制御]ツールパスを適用する、ポケットの下部にある 3 つの面を選択します。これらは、加工の境界制限だけでなく、切削の最終の深さも表しています。
[形状]タブ
 をクリックします。
をクリックします。[ポケット選択]がアクティブであり、ポケットの下部にある 3 つの面を選択できることを確認します。
[2D 負荷制御]コマンド パレットは閉じないでください。代わりに、次の手順に進みます。
[非拘束の送り速度]を 60 インチ/分に設定し、ツールパスを作成します。[非拘束の送り速度]は、工具が材料とかみ合っていないが退避していない場合に使用される送り速度です。
[リンク]タブ
 をクリックします。
をクリックします。[非拘束の送り速度]を 60 インチ/分に設定します。
[OK]をクリックして、ツールパスを作成します。
アクティビティ 3 のサマリー
このアクティビティでは、工具を選択し、パーツの 3 つのポケットに[2D 負荷制御]ツールパスを適用しました。
前。パーツの上部に沿って適用された面ツールパスを表示(左)。後。3 つのポケットに適用された 2D 負荷制御ツールパスを表示(右)。