여러 설정에서 작업 구성
단일 또는 다중 작업이나 단일 또는 다중 설정을 선택하여 NC 프로그램을 작성할 수 있습니다.
NC 프로그램을 사용하면 여러 설정을 단일 NC 코드 파일로 구성할 수 있습니다. 다른 고정구에서 동일한 테이블에 부품의 여러 면이 하나의 기계 주기로 기계가공될 경우 이를 사용합니다. NC 프로그램을 사용하면 결합할 설정을 선택할 수 있으며, 이를 통해 설정 또는 도구를 통해 작업 순서를 최적화할 수 있습니다. 일반적으로 각 설정에는 고유한 WCS(작업 좌표계) 고정구 간격띄우기가 있어야 합니다.
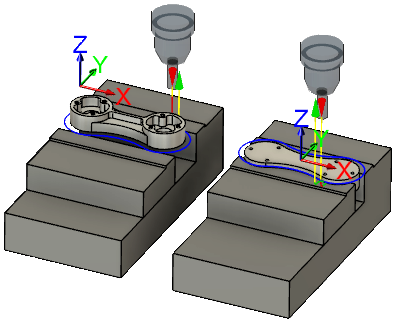
한 가지 일반적인 예로 테이블에 두 개의 바이스가 있는 경우를 들 수 있습니다. 여기서 바이스 1은 G54 고정구 간격띄우기를 사용하여 부품의 상단을 기계가공하고, 바이스 2는 G55 고정구 간격띄우기를 사용하여 부품의 하단을 기계가공합니다. 두 면에 동일한 도구가 필요한 작업이 있는 경우 NC 프로그램은 바이스 1의 경로를 출력한 다음, 바이스 2를 출력하여 도구 변경을 제거할 수 있습니다.
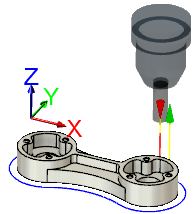 |
설정 1: 첫 번째 면을 기계가공하기 위한 설정을 작성하고 사후 처리 탭에서 고유한 WCS 고정구 간격띄우기(1)를 지정합니다. 일반적인 경우처럼 모든 도구 경로를 프로그래밍합니다. |
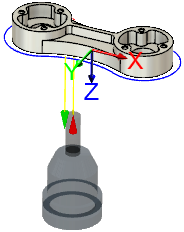 |
설정 2: 두 번째 면을 기계가공하기 위한 설정을 작성하고 사후 처리 탭에서 고유한 WCS 고정구 간격띄우기(2)를 지정합니다. 일반적인 경우처럼 모든 도구 경로를 프로그래밍합니다. |
NC 프로그램 대화상자
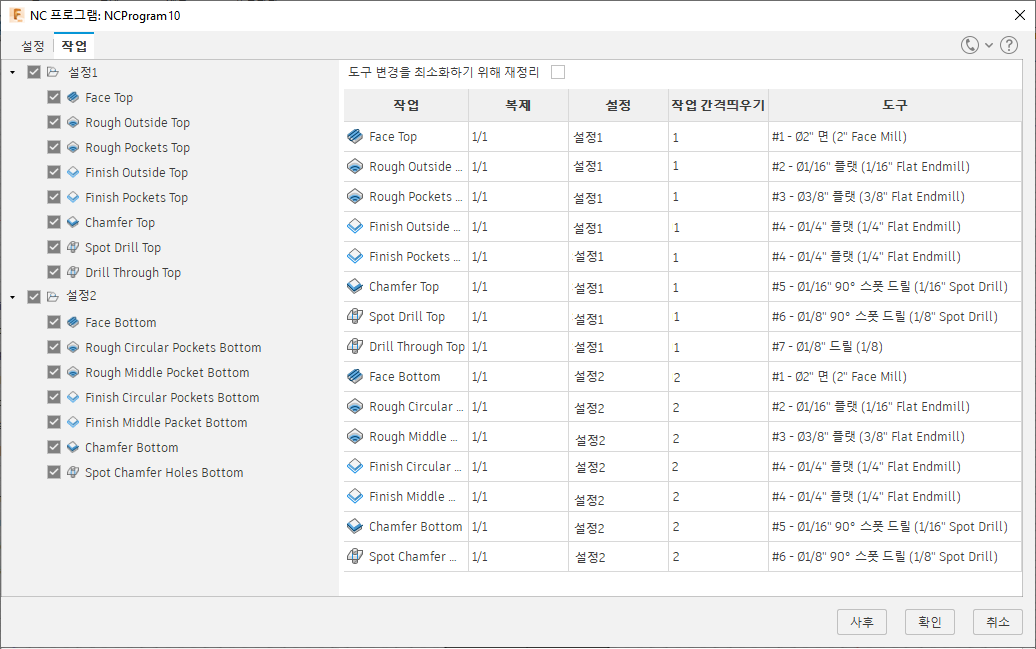
NC 프로그램 대화상자의 작업 탭에는 사용 가능한 설정과 해당 도구 경로 작업이 표시됩니다. 여기에서 어떤 작업과 설정을 그룹에 포함해야 하고 도구 변경을 최소화해야 하는지 여부를 선택할 수 있습니다.
이 예에서는 설정1이 선택되어 있으므로 NC 프로그램에 이미 포함되어 있는 것을 볼 수 있습니다.
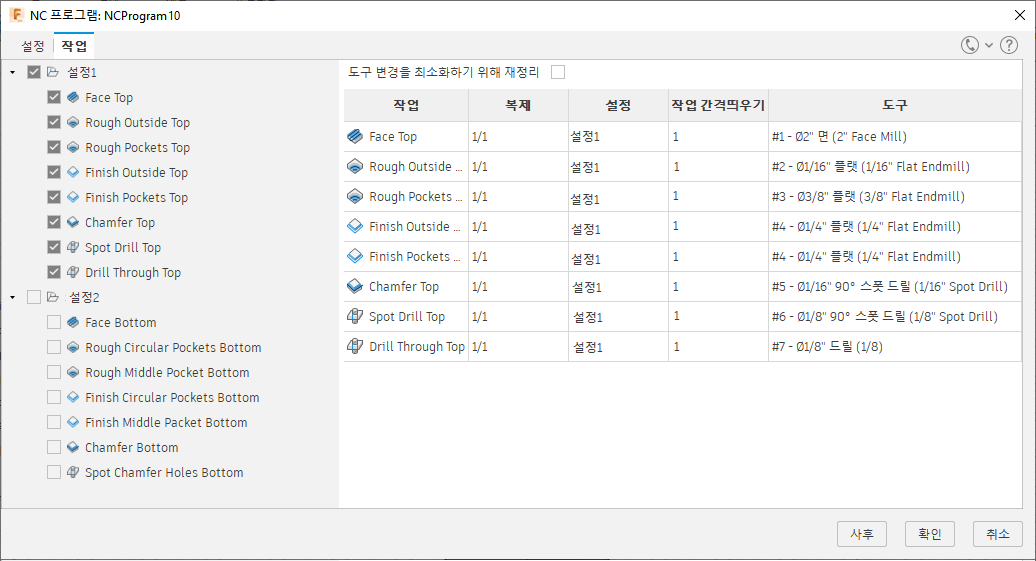
설정2 확인란을 선택하면 해당 작업이 NC 프로그램에 추가됩니다.
도구 변경 최소화를 위해 재정리 확인란을 클릭할 때까지 작업은 설정 순서로 정렬됩니다. 이제 두 설정에 하나의 도구를 사용하는 경우 다음 도구를 선택하기 전에 모든 작업을 완료합니다. NC 코드 파일에는 각 작업에 대한 올바른 작업 간격띄우기가 포함됩니다.
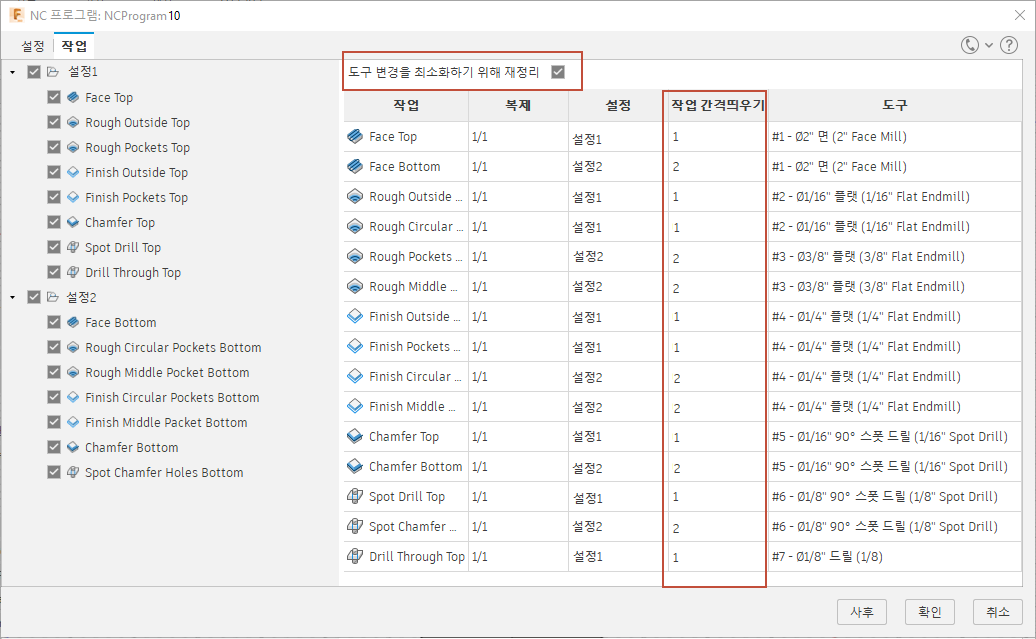
확인을 클릭하면 이름을 바꿀 수 있는 새 NC 프로그램으로 저장됩니다. 그룹 이름을 바꾸려면 그룹을 천천히 두 번 클릭합니다.
자세한 내용은 다음 동영상을 시청하십시오.