同じ冷却回路内で加熱流体と冷媒を交互に使用した温度制御は、金型の急速加熱冷却で一般的に使用される方法です。一般的な加熱流体には、飽和蒸気、過熱水またはオイルがあります。通常、冷媒として冷水が使用されます。
シミュレーションの設定は、まず、プロセス設定ウィザードを使用して、射出成形サイクルのタイミングを通常の手順で設定します。次に、[急速加熱冷却の入口]ダイアログ ボックスを使用して、金型の急速加熱冷却のタイミングを設定します。
注: 急速加熱冷却サイクルのタイミングとそれに対応する射出成形サイクルのタイミングが一致するように、タイミングを正確に設定することが重要です。最初の射出成形サイクルでは、射出は型閉時に t=0 で行われます。したがって、t=0 では急速加熱冷却は行われていません。冷却後、成形品突出のための型開、および同じタイミングで残留冷媒を除去する 2 次エアー パージが行われます。2 回目の射出成形サイクル開始後のこのタイミングでのみ、1 回目の急速加熱冷却が実行されます。このため、金型の加熱冷却サイクル全体が行われるのは、2 回目の射出成形サイクルからとなります。
このシミュレーションを実行するには、2 通りの方法で実験を設定できます。ユーザーの実際のシステムをより正確に表現できる方法を選択してください。
- 時間制御
- この方法では、金型は指定した時間の長さ、加熱および冷却されます。タイミングを適切に設定することで、型開時または型閉時に金型を加熱するかを選択できます。下図に示す例では、金型は型閉時に加熱されています (赤い 15s で示す箇所)。
A はプロセス設定ダイアログ ボックスで設定された射出成形サイクル。B は[急速加熱冷却の入口]ダイアログ ボックスで設定された金型の急速加熱冷却。(1) はサイクル 1、(2) はサイクル 2、(3) はサイクル 3、(a) は型開、(b) は型閉、(c) は冷媒の冷却管への流入開始時を示す。
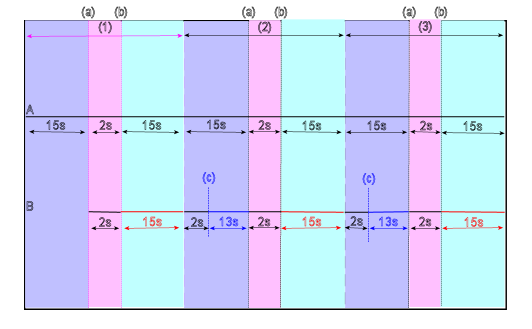
3 回の射出成形サイクル A と同時に実行する金型の加熱冷却 B の設定例。
上図では、プロセス設定ウィザードで設定された射出成形サイクル A は
 15 秒間の射出+保圧+冷却時間に開始します。
15 秒間の射出+保圧+冷却時間に開始します。 型開閉時間は 2 秒で、この時間内に成形品を突き出し、金型を再び閉じます。金型が閉じた後、15 秒間の
型開閉時間は 2 秒で、この時間内に成形品を突き出し、金型を再び閉じます。金型が閉じた後、15 秒間の 射出前の型閉時間の遅延が設定されています。このサイクルが自動的に繰り返されます。
射出前の型閉時間の遅延が設定されています。このサイクルが自動的に繰り返されます。 この間、[急速加熱冷却の入口]の設定 B では、(a) 時点の型開時に、2 秒間の 2 次エアー パージが実行され、加熱開始前に冷却管から冷媒を除去します。(b) 時点で金型が閉じ、15 秒間の射出前の型閉時間の遅延中に、加熱流体が管に流入します。射出成形プロセスのサイクル 2 は射出+保圧+冷却時間で開始し、この間、2 秒間の 1 次エアー パージによって冷却管の残留加熱流体が除去され、射出+保圧+冷却時間の残りの 13 秒間で、冷媒が冷却管に流入します。
- 温度制御
- この方法では、金型は、指定したノードで測定される特定の温度に到達するまで加熱または冷却されます。指定温度に到達する時間が、プロセス設定ウィザードで設定した射出成形サイクルの許容時間より長い場合は、次を選択できます。
- 型開閉時間の延長: この場合、金型は金型が開いている時に加熱されます。設定した温度に到達すると、金型は閉じられ、サイクルが続行します。
- 射出前の型閉時間の延長: この場合、金型は金型が閉じている時に加熱されます。設定した温度に到達すると、サイクルが続行します。
- 射出の遅延なし: この場合、設定した温度に到達しなくても、次のサイクルが開始します。
注: どのオプションを選択しても、また、型開時間または型閉時間延長の有無にかかわらず、 型開時間は、常に2 次エアー パージに対応しています。
型開時間は、常に2 次エアー パージに対応しています。