|
Mode d'accès : |
Ruban :
onglet FAO  groupe de fonctions Fraisage 2D
Contour 2D
groupe de fonctions Fraisage 2D
Contour 2D

|
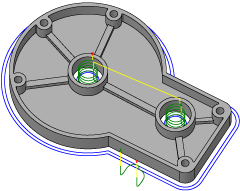
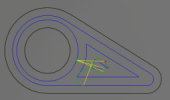
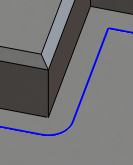
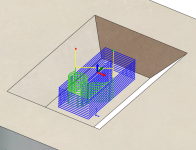
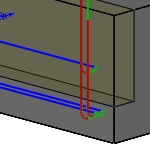
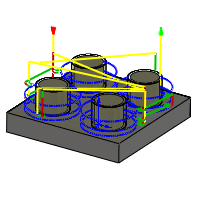
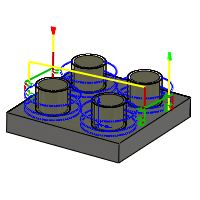
La stratégie Contour 2D vous permet de choisir la géométrie de saisie à partir d'esquisses 2D ou en sélectionnant des faces de la géométrie de la pièce. La stratégie fonctionne ensuite sur les arêtes des faces sélectionnées par projection des arêtes dans le plan de l'outil. Notez que cette stratégie, comme toutes les opérations 2D, n'est pas protégée contre les marques, et l'outil peut marquer des surfaces ou des solides. Il est de votre responsabilité de vous assurer que la trajectoire d'outil obtenue donne le résultat souhaité.
 Paramètres de l'onglet Outil
Paramètres de l'onglet Outil
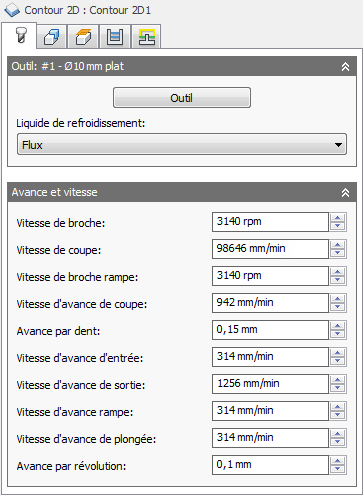
Lubrifiant
Type de lubrifiant employé avec l'outil.
Vitesse de broche
Vitesse de rotation de la broche.
Vitesse de surface
Vitesse de la broche exprimée en tant que vitesse de l'outil sur la surface.
Vitesse de broche de rampe
Vitesse de rotation de la broche lors des mouvements de la rampe.
Avance
Avance utilisée dans les mouvements de l'outil.
Avance par dent
Avance de coupe exprimée en tant qu'avance par dent.
Vitesse d'entrée
Avance utilisée lors de la progression dans un mouvement de l'outil.
Vitesse de sortie
Avance utilisée lors de la sortie d'un mouvement de l'outil.
Avance rampe
Avance utilisée lors de la réalisation de rampes en hélice dans le brut.
Avance de plongée
Avance utilisée lors de la plongée dans le brut.
Avance par tour
Avance de plongée exprimée en tant qu'avance par tour.
 Paramètres de l'onglet Géométrie
Paramètres de l'onglet Géométrie
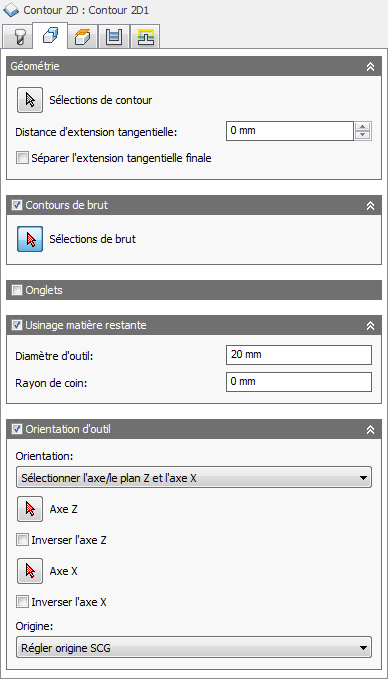
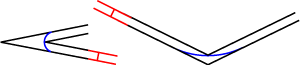
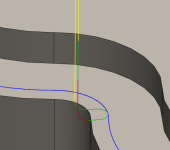
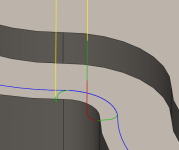
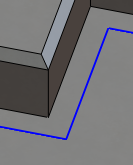
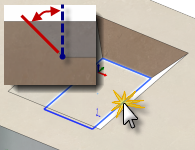
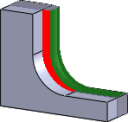
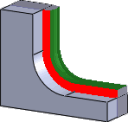
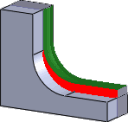
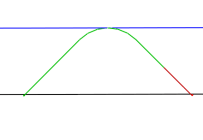
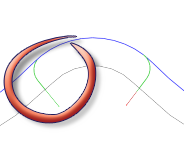
Distance d'extension tangente :
Indique la distance de prolongement tangentiel des contours ouverts.
Aucune extension tangentielle
Extension tangentielle de 10 mm
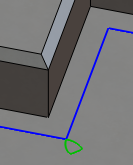
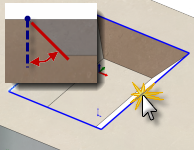
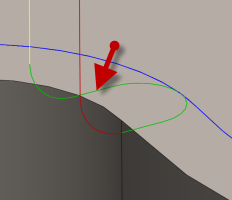
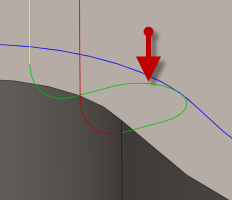
Séparer les extensions tangentielles de sortie
Permet d'entrer une valeur de distance de prolongement de l'extrémité tangentielle.
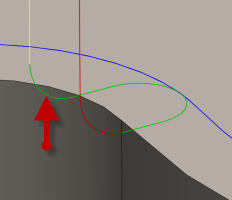
Distance d'extension tangente aux extrémités :
Indique la distance de prolongement tangentiel des contours ouverts à la fin.
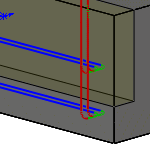
Contours de brut
Activez cette option pour spécifier le périmètre du brut devant faire l'objet d'un ajustage au nu.
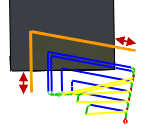
Onglets
Vous pouvez ajouter des onglets à la trajectoire d'outil Contour 2D pour bien maintenir la pièce de travail tandis que la matière restante est usinée. Les onglets sont très utiles lors de la coupe de plastique ou de matériaux en bois fin à l'aide de fraiseuses à détourer 2D.
- Forme : choisissez des onglets de forme rectangulaire ou triangulaire.
- Largeur : indiquez une valeur pour la largeur de l'onglet.
- Hauteur : indiquez une valeur pour la hauteur de l'onglet.
- Positionnement : vous pouvez choisir de définir la distance entre les onglets à l'aide d'une valeur numérique explicite (Par distance) ou de sélectionner des points le long du chemin du contour pour indiquer les positions souhaitées pour les onglets (Aux points).
- Distance : permet de spécifier une valeur pour la distance entre les onglets.
- Positions : utilisez le curseur afin de sélectionner des points le long du chemin du contour pour l'emplacement des onglets.
Onglets rectangulaires
Onglets triangulaires
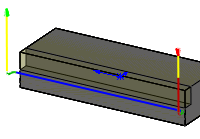
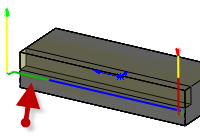
Reprise matière restante
Limite l'opération au simple enlèvement de matière qu'un outil précédent ou qu'une opération antérieure n'est pas parvenu(e) à réaliser.
Paramètre Reprise matière restante ACTIVE
Paramètre Reprise matière restante DESACTIVE
Diamètre de l'outil
Indique le diamètre de l'outil de reprise de matière restante.
Rayon de coin
Indique le rayon de coin de l'outil de reprise de matière restante.
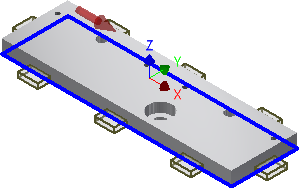
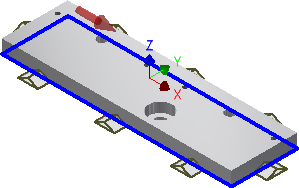
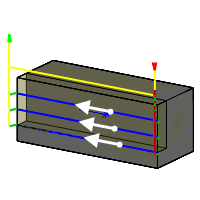
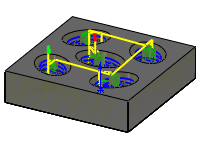
Orientation de l'outil
Spécifie le mode d'orientation de l'outil à l'aide d'une combinaison d'options d'origine et d'orientation du trièdre.
Le menu déroulant Orientation propose les options suivantes pour définir l'orientation des axes X, Y et Z du trièdre :
- Régler orientation du WCS : utilise le système de coordonnées de la pièce de travail (WCS) de la configuration actuelle pour l'orientation de l'outil.
- Orientation du modèle : utilise le repère de la pièce active pour l'orientation de l'outil.
- Sélectionner Z axe/plan et axe X : permet de sélectionner une face ou une arête pour définir l'axe Z et une autre face ou arête pour définir l'axe X. Les axes X et Z peuvent tous deux être inversés de 180 degrés.
- Sélectionner Z axe/plan et axe Y : permet de sélectionner une face ou une arête pour définir l'axe Z et une autre face ou arête pour définir l'axe Y. Les axes Z et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner les axes X et Y : permet de sélectionner une face ou une arête pour définir l'axe X et une autre face ou arête pour définir l'axe Y. Les axes X et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner le système de coordonnées : définit l'orientation de l'outil pour cette opération à partir d'un système de coordonnées utilisateur (SCU) Inventor dans le modèle. Cette option utilise à la fois l'origine et l'orientation du système de coordonnées existant. Choisissez-la si votre modèle ne contient pas de point et de plan appropriés pour votre opération.
Le menu déroulant Origine propose les options suivantes pour localiser l'origine du trièdre :
- Régler origine du WCS : utilise l'origine du repère de la configuration actuelle pour l'orientation de l'outil.
- Origine du modèle : utilise l'origine du repère de la pièce active pour définir l'origine de l'outil.
- Sélectionner le point : permet de sélectionner un sommet ou une arête comme origine du trièdre.
- Point de cube de brut : permet de sélectionner un point sur le cube capable du brut pour définir l'origine du trièdre.
- Coin du modèle : permet de sélectionner un point sur le cube capable du modèle pour définir l'origine du trièdre.
 Paramètres de l'onglet Hauteurs
Paramètres de l'onglet Hauteurs
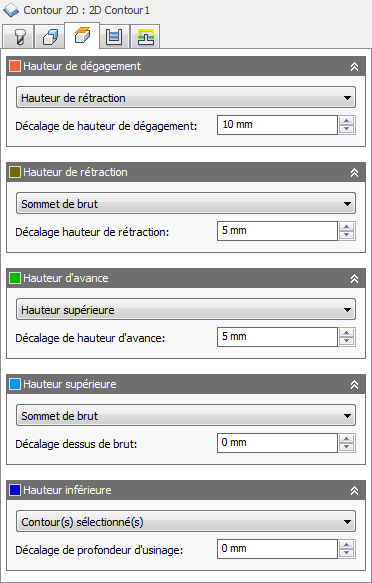
Hauteur de sécurité
La hauteur de sécurité correspond à la première hauteur que l'outil atteint sur son chemin en direction du début de la trajectoire d'outil.
Hauteur de sécurité
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionnés : décalage incrémentiel à partir d'un contour sélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Décalage de hauteur de dégagement
Le paramètre Décalage de hauteur de dégagement est appliqué. Il est défini par rapport à la hauteur de dégagement sélectionnée dans la liste déroulante ci-dessus.
Hauteur de rétraction
La hauteur de rétraction spécifie la hauteur qu'atteint l'outil avant la passe de coupe suivante. Elle doit être définie sur une valeur supérieure à celle des paramètres Hauteur d'avance et Haut. La hauteur de rétraction s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de rétraction
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionnés : décalage incrémentiel à partir d'un contour sélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Offset hauteur de rétraction
Le paramètre Décalage hauteur de rétraction est appliqué. Il est défini par rapport à la hauteur de rétraction sélectionnée dans la liste déroulante ci-dessus.
Hauteur d'avance
La hauteur d'avance définit la hauteur jusqu'à laquelle l'outil accélère avant de passer à la vitesse d'avance/de plongée pour pénétrer la pièce. Elle doit être supérieure à la valeur du paramètre Haut. Une opération de perçage utilise cette hauteur comme hauteur de travail initiale et hauteur de rétraction entre les picotins. La hauteur d'avance s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de Travail
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Désactivé : la désactivation de l'option Hauteur de Travail pousse l'outil à accélérer jusqu'à l'entrée.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionnés : décalage incrémentiel à partir d'un contour sélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Offset hauteur de Travail :
Le décalage de la hauteur d'avance est appliqué et dépend de la hauteur d'avance sélectionnée dans la liste déroulante ci-dessus.
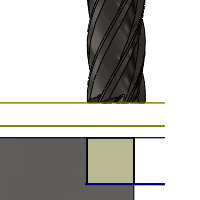
Hauteur supérieure
La hauteur supérieure définit la hauteur qui décrit le haut de la coupe. Elle doit être définie sur une valeur supérieure à celle du paramètre Bas. La hauteur supérieure s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de la partie supérieure
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Profondeur d'usinage : décalage incrémentiel par rapport à la profondeur d'usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionnés : décalage incrémentiel à partir d'un contour sélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Décalage dessus de brut
Le paramètre Décalage dessus de brut est appliqué. Il est défini par rapport à la hauteur supérieure sélectionnée dans la liste déroulante ci-dessus.
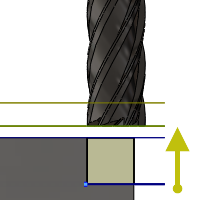
Hauteur inférieure
La hauteur inférieure détermine les valeurs finales de hauteur et de profondeur d'usinage, ainsi que la profondeur maximale atteinte par l'outil dans le brut. Elle doit être définie sur une valeur inférieure à celle du paramètre Haut. La hauteur inférieure s'utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Profondeur d'Usinage
- Hauteur de sécurité : décalage incrémentiel par rapport à la hauteur de sécurité.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur de travail : décalage incrémentiel par rapport à la hauteur de travail.
- Hauteur de la partie supérieure : décalage incrémentiel par rapport à la hauteur du haut.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Haut du brut : décalage incrémentiel par rapport au haut du brut.
- Bas de brut : décalage incrémentiel par rapport au bas du brut.
- Contour(s) sélectionnés : décalage incrémentiel à partir d'un contour sélectionné sur le modèle.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionné(e) sur le modèle.
- Origine (absolue) : décalage absolu par rapport à l'origine définie soit dans la configuration, soit dans l'orientation de l'outil dans le cadre de l'opération en cours.
Décalage de profondeur d'usinage
Le paramètre Décalage de profondeur d'usinage est appliqué. Il est défini par rapport à la hauteur inférieure sélectionnée dans la liste déroulante ci-dessus.
 Paramètres de l'onglet Passes
Paramètres de l'onglet Passes
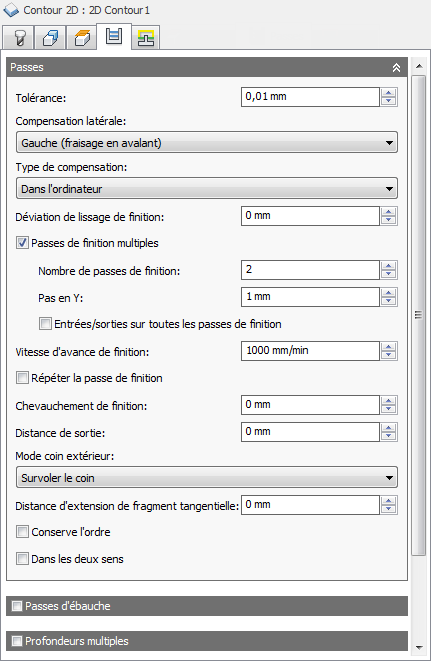
Tolérance
Tolérance utilisée lors de la linéarisation d'une géométrie telle que des splines et des ellipses. La tolérance est considérée comme la distance maximale de la corde.
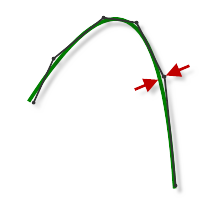
Tolérance large de 0,100
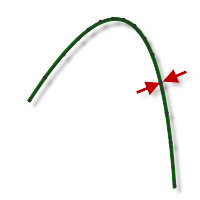
Tolérance stricte de 0,001
Le mouvement de fraisage par contournage des machines CNC est contrôlé à l'aide des commandes de ligne G1 et d'arc G2 G3. Pour s'adapter à ce comportement, la FAO calcule une approximation des trajectoires d'outil de spline et de surface en linéarisant celles-ci. Elle crée ainsi de nombreux segments de ligne courts destinés à représenter approximativement la forme souhaitée. La précision de l'adéquation entre la trajectoire d'outil et la forme souhaitée dépend largement du nombre de lignes utilisé. En effet, plus le nombre de lignes est important, plus la trajectoire d'outil s'approche de la forme nominale de la spline ou de la surface.
Phénomène du "data starving"
Il peut s'avérer tentant d'avoir systématiquement recours à des valeurs de tolérances très strictes, mais cela s'accompagnera toutefois de certains inconvénients : augmentation de la durée de calcul des trajectoires d'outil, augmentation de la taille des fichiers de code G et mouvements de ligne très courts. Les deux premiers points ne posent guère problème, car Inventor HSM exécute rapidement les calculs, et la plupart des commandes modernes disposent d'au moins 1 Mo de RAM. Cependant, les mouvements de ligne courts, associés à des avances importantes, peuvent entraîner un phénomène connu sous le nom de "data starving".
Ce phénomène se produit lorsque la commande, submergée par la profusion de données à traiter, ne parvient plus à suivre. Les commandes CNC peuvent uniquement traiter un nombre fini de lignes de code (blocs) par seconde. Cela peut représenter à peine 40 blocs/seconde sur les anciennes machines et 1 000 blocs/seconde ou plus sur une machine récente, telle que les modèles de Haas Automation. Il arrive que les mouvements de ligne courts et les avances importantes forcent la vitesse de traitement au-delà des capacités de gestion de la commande. Lorsque cela se produit, la machine doit marquer une pause après chaque mouvement et attendre l'émission de la commande servo suivante.
Compensation latérale :
Ce paramètre détermine le côté de la trajectoire d'outil à partir duquel le centre de l'outil est décalé. Définissez la compensation latérale sur Gauche (fraisage en avalant) ou Droite (fraisage conventionnel).
- Gauche (fraisage en avalant)
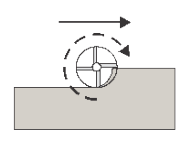
Fraisage avalant
- Droite (fraisage conventionnel)
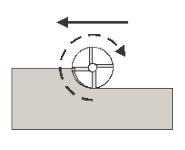
Fraisage classique
Avec le fraisage en avalant, l'outil de coupe ''roule'' sur la surface faisant l'objet de la coupe. Cette technique permet généralement d'obtenir une meilleure finition pour la plupart des métaux, mais nécessite une bonne rigidité de la machine. Avec cette méthode, les premiers copeaux sont à l'épaisseur maximale et cette épaisseur diminue ensuite à mesure que l'opération de coupe progresse. Ainsi, les copeaux retiennent davantage de chaleur que la pièce.
Avec le fraisage conventionnel, l'outil de coupe avance dans le sens inverse de sa rotation sur la surface faisant l'objet de la coupe. Cette méthode est plus couramment employée avec des machines manuelles ou moins rigides. Elle présente certains avantages et peut même permettre d'obtenir une meilleure finition lors de l'usinage de matières spécifiques, notamment certains bois.
Type de compensation
Spécifie le type de compensation.
- Ordinateur : la compensation de l'outil est calculée automatiquement par Inventor HSM en fonction du diamètre de l'outil sélectionné. La sortie traitée à posteriori contient directement la trajectoire compensée au lieu des codes G41/G42.
- Armoire : la compensation de l'outil n'est pas calculée. Les codes G41/G42 sont générés pour permettre à l'opérateur de définir la valeur de compensation et l'usure sur la commande de la machine-outil.
- Usure : fonctionne comme si l'option Ordinateur était sélectionnée, mais génère également les codes G41/G42. Cette option permet à l'opérateur de la machine-outil d'ajuster la valeur d'usure sur la commande de la machine-outil en spécifiant la différence de taille d'outil sous la forme d'une valeur négative.
- Usure inversée : identique à l'option Usure, à ceci près que la valeur d'ajustement de l'usure est définie sous forme de valeur positive.
Rayon de compensation autorisé :
Ce paramètre indique une plage de diamètres d'outil qui peut être utilisée en toute sécurité, plutôt que seulement l'outil sélectionné pour l'opération.
La plage autorisée des rayons d'outil s'étend du rayon d'outil sélectionné au rayon d'outil sélectionné plus la marge autorisée.
Créer angles vifs
Indique que les angles aigus doivent être forcés.
Tolérance de lissage finition :
Quantité maximale de lissage appliquée aux passes de finition. Utilisez ce paramètre pour éviter les angles aigus dans la trajectoire d'outil. La définition de ce paramètre laisse plus de matière que nécessaire au niveau des angles du contour.
Passes de finition multiples
Activez cette option pour exécuter plusieurs passes de finition.
Nombre de passes de finition :
Indique le nombre de passes de finition.
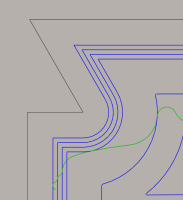
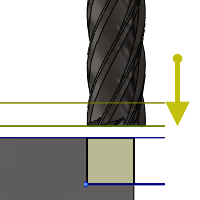
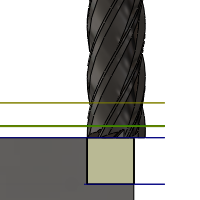
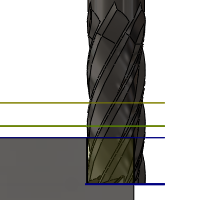
Illustré avec trois passes de finition
Pas
Définit la distance maximale entre les passes de finition.
Entrée/sortie sur toutes les passes de finition
Force une entrée et une sortie complètes à chaque passe de finition.
Activé
Désactivé
Avance de finition :
Avance utilisée pour la passe de finition finale.
Répéter la passe de finition
Cochez cette case pour effectuer deux fois la passe de finition finale en vue d'enlever le brut restant suite à la déviation de l'outil.
Entrée/sortie finition :
L'entrée/la sortie de finition est la distance sur laquelle l'outil se déplace au-delà du point d'entrée avant de sortir. La spécification d'une entrée/sortie de finition permet de s'assurer que la matière, au point d'entrée, est bien dégagée.
Aucune entrée/sortie de finition
Entrée/sortie de finition de 0,25"
Distance de sortie :
Spécifie la distance sur laquelle l'avance de sortie commence avant la fin de la géométrie sélectionnée.
@ 0"
@ .5"
Mode Coin extérieur
Lors de l'usinage des coins extérieurs, il peut s'avérer nécessaire d'éviter de se déplacer autour des coins afin de les laisser parfaitement nets.
Le paramètre du mode Coin extérieur vous permet d'usiner les coins extérieurs de trois manières différentes.
- Rouler autour des coins : maintient le contact avec le coin tout au long du déplacement.
- Conserve les angles vifs : poursuit la trajectoire d'outil jusqu'à un coin à point unique, perdant ainsi temporairement le contact avec la matière.
- Conserve angle vif avec boucle : identique à Conserve les angles vifs, mais effectue également une sortie et une entrée horizontales au niveau du coin.
Distance d'extension tangente de fragments :
Spécifie l'extension tangentielle des passes.
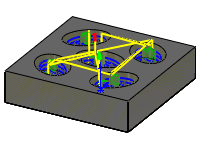
Conserve l'ordre
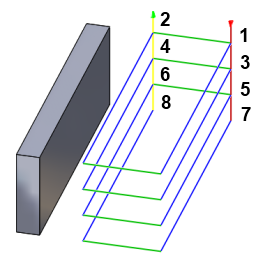
Indique que les fonctions sont usinées dans l'ordre dans lequel elles ont été sélectionnées. Lorsque cette option est désactivée, Inventor HSM optimise l'ordre de coupe.
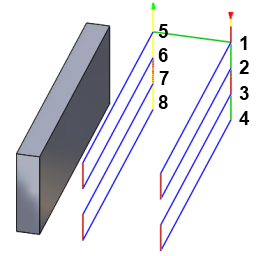
Deux modes
Indique que l'opération utilisera le fraisage de type avalant et classique pour usiner les profils ouverts.
Désélectionné
Segments sélectionnés
Passes d'ébauche
Activez cette option pour exécuter des passes d'ébauchage.
Passe maximum :
Indique le dépassement maximum.
Rayon d'outil minimum
Paramètre Rayon d'outil minimum activé
Lorsque le paramètre Rayon d'outil minimum est activé, les angles vifs de la trajectoire d'outil sont évités, minimisant le broutage sur les pièces finies.
Paramètre Rayon d'outil minimum désactivé
Lorsque le paramètre Rayon d'outil minimum est désactivé, la trajectoire d'outil tente d'enlever de la matière dans tous les endroits que l'outil sélectionné peut atteindre. Cela produit des angles vifs dans la trajectoire d'outil, ce qui engendre fréquemment du broutage dans la pièce usinée.
Tolérance de lissage :
Quantité maximale de lissage appliquée aux passes d'ébauchage. Utilisez ce paramètre pour éviter les angles aigus dans la trajectoire d'outil.
Nombre de pas en Z
Indique le nombre de pas d'ébauche.
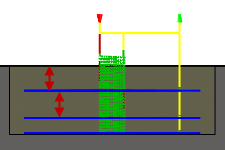
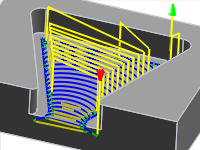
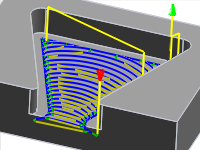
Profondeurs multiples
Indique que plusieurs profondeurs sont à usiner.
Avec ouvertures de profondeurs multiples
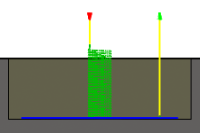
Sans ouvertures de profondeurs multiples
Passe en Z maxi d'ébauche
Indique la valeur de passe maximale entre niveaux Z pour l'ébauche.
Passe maximum en Z - présentée sans pas en Z de finition
Pas en Z de finition :
Nombre de passes de finition effectuées à l'aide de la partie inférieure de l'outil.
Illustré avec trois passes de finition
Pas en Z de finition :
Taille de chaque pas en Z dans les passes de finition.
Pas en Z de finition
Angle de dépouille de paroi (degrés) :
Indique l'angle de dépouille des parois.
La définition d'un angle de plongée peut être utilisée pour usiner des fonctions à l'aide d'une stratégie 2D, qui auraient sinon requis une stratégie 3D.
Angle de plongée à 0 degré

Angle de plongée à 45 degrés
Sélection de la géométrie
Sélection du bas
Sélection du haut
Finition uniquement à la profondeur finale
Effectuez les passes de finition uniquement à la profondeur finale pour éviter de laisser des marques sur les parois.
Désactivé
Activé
Dernière passe d'ébauche
Permet d'appliquer un pas en Z de finition à chaque passe d'ébauchage/de finition lors de l'exécution de plusieurs profondeurs avec au moins un pas en Z de finition.
Utiliser des passes en Z uniformes
Activez cette option pour définir des distances égales entre les passes d'usinage.
Exemple : supposons que vous usinez un profil d'une profondeur de 23 mm et d'un pas en Z maximal = 10 mm.
- Avec l'option Utiliser des passes en Z uniformes activée, vous obtenez trois passes avec la première valeur à -7,666 mm, la deuxième à 15,3333 mm et la troisième à -23 mm.
- Avec l'option Utiliser des passes en Z uniformes désactivée, vous obtenez à nouveau trois passes, avec la première à -10 mm, la deuxième à -20 mm et la troisième à -23 mm.
Tri par profondeurs
Indique que les passes doivent être triées de haut en bas.
Désactivé
Activé
Tri par îlots
Indique l'ordre dans lequel les ouvertures de profondeur sont effectuées lorsqu'il existe plusieurs profils.
Désactivé
Désactivé : les ouvertures de profondeur sont classées par profondeur.
Activé
Activé : les ouvertures de profondeur sont classées par profil.
Tri par pas
Lorsque cette option est activée, chaque pas d'ébauchage et de finition est usiné sur toute la profondeur avant de passer au pas suivant.
Désactivé
Activé
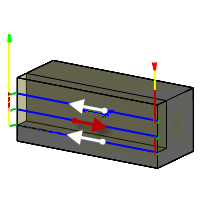
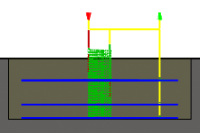
Utiliser une paroi fine
Lors du fraisage des fonctions d'une pièce dont les épaisseurs de paroi sont comparables au brut de la tôle, voire plus fines encore, le brut est soumis à des forces générées par l'enlèvement de métal. La structure délicate des parois fines risque alors de bouger par rapport à l'outil, rendant difficile le maintien d'une précision dimensionnelle et l'application de la finition de surface spécifiée.
Cette option favorise la réduction des vibrations et du broutage en vérifiant que les deux côtés d'une paroi fine sont usinés en même temps.
Largeur des parois fines
Largeur des parois devant être considérées comme des parois fines.
Toute paroi de cette largeur (ou plus fine) est usinée sur les deux côtés en même temps afin de réduire les vibrations et le broutage.
Chanfrein
Indique que l'opération de création de contour doit être utilisée pour créer un chanfrein.
Conseils pour la sélection de la géométrie :
Angles aigus
Angles vifs : sélectionnez l'angle aigu et définissez la taille du chanfrein à l'aide du paramètre Largeur de chanfrein.
Arêtes chanfreinées
Arêtes chanfreinées : sélectionnez l'arête inférieure du chanfrein. La largeur du chanfrein est calculée automatiquement.
Largeur de chanfrein :
Largeur (supplémentaire) du chanfrein.
Pour les arêtes qui ne sont pas déjà chanfreinées, il s'agit de la largeur finale du chanfrein.
Pour les arêtes chanfreinées, il s'agit d'un décalage supplémentaire. Cette option fonctionne de la même manière que l'option Surépaisseur de rayon négative.
Offset bout de chanfrein :
Ce décalage est ajouté à la profondeur de la trajectoire d'outil, tandis que l'outil reste en contact avec l'arête sélectionnée suite au réglage du décalage radial de la trajectoire d'outil.
Surépaisseur
Positive
Surépaisseur positive : quantité de brut restant après une opération. Cette quantité doit ensuite être supprimée à l'aide d'opérations d'ébauche et de finition. Dans le cas d'opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière.
Aucune
Aucune surépaisseur : enlève l'excédent de matière jusqu'à la géométrie sélectionnée.
Négative
Surépaisseur négative : enlève la matière au-delà de la surface de la pièce ou de la limite. Cette technique est souvent employée dans l'électro-érosion pour tolérer un éclateur ou pour répondre aux exigences de tolérance d'une pièce.
Surépaisseur radiale
Le paramètre Surépaisseur radiale détermine la quantité de matière à conserver dans la direction radiale (perpendiculaire à l'axe de l'outil), c'est-à-dire sur le côté de l'outil.
Surépaisseur radiale
Surépaisseur radiale et surépaisseur en Z
La définition d'une valeur positive pour le paramètre de surépaisseur radiale permet de conserver de la matière sur les parois verticales et les zones pentues de la pièce.
Dans le cas des surfaces qui ne sont pas parfaitement verticales, Inventor HSM procède à une interpolation entre les valeurs de surépaisseur en Z (au sol) et de surépaisseur radiale. De ce fait, il se peut que le brut restant dans la direction radiale sur ces surfaces soit différent de la valeur spécifiée, selon la pente de la surface et la valeur de surépaisseur en Z définie.
La modification de la valeur de surépaisseur radiale définit automatiquement la valeur de surépaisseur en Z sur la même quantité, à moins de spécifier manuellement cette dernière.
Dans le cadre des opérations de finition, la valeur par défaut est égale à 0 mm/0 po ; autrement dit, aucune quantité de matière n'est conservée.
Pour les opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière qui peut ensuite être enlevée ultérieurement au moyen d'une ou de plusieurs opérations de finition.
Surépaisseur négative
Lorsque vous utilisez une surépaisseur négative, l'opération d'usinage enlève plus de matière du brut que la forme de votre modèle ne le précise. Ce paramètre peut s'employer pour usiner des électrodes dotées d'un éclateur dont la taille est égale à la surépaisseur négative.
Les valeurs des paramètres de surépaisseur radiale et de surépaisseur en Z peuvent toutes deux être négatives. Cependant, la valeur de surépaisseur radiale négative doit être inférieure au rayon de l'outil.
Lorsque vous utilisez une fraise boule ou hémisphérique dont la valeur de surépaisseur radiale négative est supérieure au rayon de coin, la surépaisseur en Z négative doit être inférieure ou égale à la valeur de ce rayon de coin.
Surépaisseur en Z (sol)
Le paramètre Surépaisseur en Z détermine la quantité de matière à conserver dans la direction axiale (le long de l'axe Z), c'est-à-dire à l'extrémité de l'outil.
Surépaisseur en Z
Surépaisseur radiale et surépaisseur en Z
La définition d'une valeur positive pour le paramètre de surépaisseur en Z permet de conserver de la matière sur les zones peu profondes de la pièce.
Dans le cas des surfaces qui ne sont pas parfaitement horizontales, Inventor HSM procède à une interpolation entre les valeurs de surépaisseur en Z et de surépaisseur radiale (paroi). De ce fait, il se peut que le brut restant dans la direction axiale sur ces surfaces soit différent de la valeur spécifiée, selon la pente de la surface et la valeur de surépaisseur radiale définie.
La modification de la valeur de surépaisseur radiale définit automatiquement la valeur de surépaisseur en Z sur la même quantité, à moins de spécifier manuellement cette dernière.
Dans le cadre des opérations de finition, la valeur par défaut est égale à 0 mm/0 po ; autrement dit, aucune quantité de matière n'est conservée.
Pour les opérations d'ébauche, le comportement par défaut consiste à conserver une petite quantité de matière qui peut ensuite être enlevée ultérieurement au moyen d'une ou de plusieurs opérations de finition.
Surépaisseur négative
Lorsque vous utilisez une surépaisseur négative, l'opération d'usinage enlève plus de matière du brut que la forme de votre modèle ne le précise. Ce paramètre peut s'employer pour usiner des électrodes dotées d'un éclateur dont la taille est égale à la surépaisseur négative.
Les valeurs des paramètres de surépaisseur radiale et de surépaisseur en Z peuvent toutes deux être négatives. Cependant, lorsque vous utilisez une fraise boule ou hémisphérique dont la valeur de surépaisseur radiale négative est supérieure au rayon de coin, la surépaisseur en Z négative doit être inférieure ou égale à la valeur de ce rayon de coin.
Lissage
Lisse la trajectoire d'outil en supprimant des points et des arcs d'ajustement en trop dans la mesure du possible et dans la plage de tolérance de filtrage donnée.
Lissage désactivé
Lissage activé
Le lissage permet de réduire la taille du code sans sacrifier la précision. Le principe du lissage est le suivant : les lignes colinéaires sont remplacées par une seule ligne et les lignes multiples des zones incurvées par des arcs tangents.
Les effets du lissage peuvent être considérables. La taille du fichier de code G peut être réduite de moitié, voire plus. La machine fonctionnera plus rapidement et de manière plus fluide, et la finition de surface aura un meilleur aspect. La proportion de réduction du code dépend de la façon dont la trajectoire d'outil se prête au lissage. Le filtrage fonctionne bien pour les trajectoires d'outil situées essentiellement sur un plan principal (XY, XZ ou YZ), telles que les trajectoires parallèles. En revanche, les autres types, comme les crêtes en 3D, sont moins réduits.
Tolérance de lissage
Indique la tolérance du filtre de lissage.
Le lissage donne des résultats optimaux lorsque la tolérance (c'est-à-dire la précision avec laquelle la trajectoire linéarisée initiale est générée) est supérieure ou égale à la tolérance de lissage (ajustement de l'arc de ligne).
Optimisation Avance
Indique que l'avance doit être réduite au niveau des coins.
Changement de direction maximum
Précise le changement angulaire maximal autorisé avant la réduction de l'avance.
Rayon d'avance réduite
Indique le rayon minimal autorisé avant la réduction de l'avance.
Distance d'avance réduite
Spécifie la distance de réduction de l'avance avant un coin.
Avance réduite
Indique l'avance réduite à appliquer dans les coins.
Seulement des coins intérieurs
Activez cette option pour réduire uniquement l'avance sur les coins intérieurs.
 Paramètres de l'onglet Liaison entre passes
Paramètres de l'onglet Liaison entre passes

Mode UGV
Indique les situations dans lesquelles les mouvements rapides doivent être convertis en mouvements réellement rapides (G0) et quand ils doivent être convertis en mouvements UGV (G1).
- Conserve les mouvements rapides : tous les mouvements rapides sont conservés.
- Conserve les mouvements rapides axiaux et radiaux : les mouvements rapides strictement horizontaux (radiaux) ou verticaux (axiaux) sont traduits en mouvements réellement rapides.
- Conserve les mouvements rapides axiaux : seuls les mouvements rapides verticaux sont conservés.
- Conserve les mouvements rapides radiaux : seuls les mouvements rapides horizontaux sont conservés.
- Conserve les mouvements rapides sur un seul axe : seuls les mouvements rapides effectués sur un axe (X, Y ou Z) sont conservés.
- Toujours utiliser UGV : traduit les mouvements rapides en mouvements G01 (UGV) plutôt qu'en mouvements rapides (G0).
Ce paramètre est généralement défini pour éviter les collisions lors des mouvements rapides sur les machines qui effectuent des mouvements de type "déviation" en ces endroits.
Haute vitesse
Avance à utiliser pour les mouvements rapides générés sous la forme de G1 au lieu de G0.
Autoriser la rétraction rapide
Lorsque ce paramètre est activé, les rétractions s'effectuent sous forme de mouvements rapides (G0). Désactivez ce paramètre pour forcer les rétractions à la vitesse de sortie.
Distance de sécurité
Distance minimale entre l'outil et les surfaces de la pièce lors des mouvements de rétraction. Cette distance est mesurée après l'application de la surépaisseur, de sorte que si une surépaisseur négative est utilisée, il convient de faire particulièrement attention à ce que la distance de sécurité soit suffisamment grande pour éviter les collisions.
laisser outil baissé
Lorsque cette option est activée, la stratégie évite toute rétraction lorsque la distance jusqu'à la prochaine zone est inférieure à la distance de suspension indiquée.
Distance maximum outil baissé
Indique la distance maximale autorisée pour les mouvements avec l'outil baissé.
Suspension maximale d'1"
Distance maximum outil baissé de 2"
Hauteur :
Indique la distance de levage lors des mouvements de repositionnement.
Hauteur de 0
Hauteur de 0,1 po
Entrée
Activez ce paramètre pour générer une entrée.
Entrée
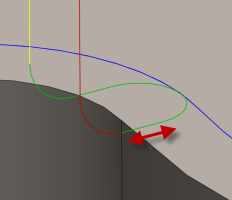
Rayon d'entrée horizontal
Spécifie le rayon à appliquer aux mouvements d'entrée horizontaux.
Rayon d'entrée horizontal
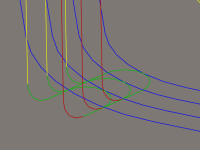
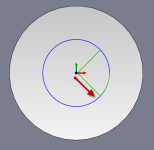
Angle rayon d'entrée
Spécifie le rayon de l'arc d'entrée.
Angle d'entrée à 90 degrés
Angle d'entrée à 45 degrés
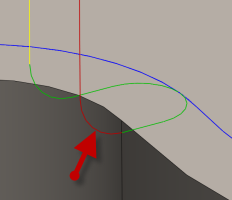
Distance d'entrée linéaire :
Indique la longueur du mouvement d'entrée linéaire pour lequel activer la compensation radiale dans le contrôleur.
Distance d'entrée linéaire
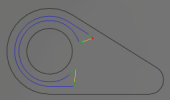
Perpendicularité
Remplace les extensions tangentielles des arcs d'entrée/de sortie par un mouvement perpendiculaire à l'arc.
Illustrée avec une entrée/sortie perpendiculaire
Exemple : un alésage avec des arcs d'entrée aussi grands que possible (plus l'arc est grand, moins le risque de marques de temps d'arrêt est grand) et au niveau duquel une entrée linéaire tangente est impossible, car elle pourrait s'étendre jusqu'à l'intérieur du côté de l'alésage.
Rayon d'entrée vertical
Rayon de l'arc vertical destiné à lisser le mouvement d'entrée en direction de la trajectoire d'outil elle-même.
Rayon d'entrée vertical
Sortie
Activez ce paramètre pour générer une sortie.
Sortie
Idem entrée
Indique que la définition de la sortie doit être identique à celle de l'entrée.
Distance de sortie linéaire :
Indique la longueur du mouvement de sortie linéaire pour lequel désactiver la compensation radiale dans le contrôleur.
Distance de sortie linéaire
Rayon de sortie horizontal
Spécifie le rayon à appliquer aux mouvements de sortie horizontaux.
Rayon de sortie horizontal
Rayon de sortie vertical
Spécifie le rayon à appliquer à la sortie verticale.
Rayon de sortie vertical
Angle rayon de sortie
Spécifie le rayon de l'arc de sortie.
Perpendicularité
Remplace les extensions tangentielles des arcs d'entrée/de sortie par un mouvement perpendiculaire à l'arc.
Illustration avec une entrée/sortie perpendiculaire
Exemple : un alésage avec des arcs d'entrée aussi grands que possible (plus l'arc est grand, moins le risque de marques de temps d'arrêt est grand) et au niveau duquel une entrée linéaire tangente est impossible, car elle pourrait s'étendre jusqu'à l'intérieur du côté de l'alésage.
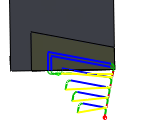
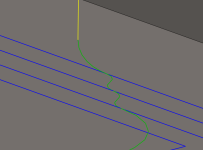
rampe
Active les rampes.
Illustrée avec un angle de rampe de 15 degrés
Angle de rampe (deg)
Indique l'angle de rampe maximal.
Incrément Z rampe maximum
Indique l'incrément Z de rampe maximal par tour sur le profil de rampe. Ce paramètre permet de limiter la charge de l'outil lors des ouvertures pleine largeur pendant l'utilisation de la rampe.
Hauteur de sécurité rampe
Hauteur de la rampe au-dessus du niveau de brut actuel.
Diamètre de rampe hélicoïdale
Spécifie le diamètre de la rampe hélicoïdale.
Diamètre de rampe minimum :
Spécifie le diamètre minimal de la rampe.
Positions de pré-perçage
Sélectionnez les points au niveau desquels des trous ont été percés pour permettre le passage de l'outil de coupe dans la matière.
Positions d'entrée
Sélectionnez la géométrie à proximité de l'emplacement auquel vous souhaitez faire passer l'outil.
Positions de pré-perçage
Sélectionnez les points au niveau desquels des trous ont été percés pour permettre le passage de l'outil de coupe dans la matière.
Positions d'entrée
Sélectionnez la géométrie à proximité de l'emplacement auquel vous souhaitez faire passer l'outil.