サイド フィーチャーでは、ボス フィーチャーやポケット フィーチャーでは適応できない形状を加工します。
 面取り
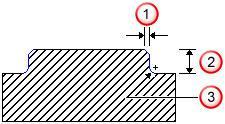
面取り
 深さ
深さ
 底部半径
底部半径
サイド フィーチャーは、次を加工するのに有用です。
- パーツ バウンダリーの外側 - サイド フィーチャーのプロパティにより、加工の始点と領域を制御することができます。
- 終点の一致しない開いたカーブで定義されているフィーチャー
サイド フィーチャーの加工領域は、次のいずれかで制御されます。
- ストック バウンダリー - ストック カーブ を指定しなかった場合、自動的に抽出されます。
- 指定した ストック カーブ
- 全取り代 で指定したオフセット量
全取り代 が正の値の場合、荒加工パスと仕上げパスは、サイド フィーチャーと、カーブを 全取り代 値でオフセットした領域で実行されます。パスを 1 回だけ実行する場合、全取り代 を正の値、仕上げ代 を 0 に設定して、仕上げ加工を無効にします。
警告: ストック バウンダリーからの距離が工具半径の値を上回るカーブから、サイド フィーチャーを作成しないようにします。不適切な結果となる可能性があります。これを避けるには、カーブをストック バウンダリー上に移動するか、カーブとストック バウンダリー間の距離が工具半径内に収まるよう調整します。
サイド フィーチャーに ストック ソリッド を使用した場合、ツールパスはストックに対してトリムされ、エアー カットを削減します。
FeatureCAM は、次の手順で サイド フィーチャーを作成します。
- カーブを分析します。また、工具の直径と長さを選択基準に、現在の工具箱から工具を決定します。最も重要なのは、直径と長さです。
- 工具直径 - FeatureCAM はサイドのカーブを分析して、工具を決定します。フィーチャーの一番小さなコーナーや幅の狭い箇所を考慮して、ガウジせずにサイドを加工できる工具のうち、最も大きなものが選択されます。(工具 % 円弧半径 を参照)
- 工具長 - FeatureCAM は、サイドの底部を加工するのに十分な刃長を持つ工具を選択します。
- 送り/回転数データベース を使用して、すべてのフライス加工の送りと回転数を選択します。データベースはカスタマイズ可能です。送りと回転数は、ストック材料に基づいて決まります。
- 荒加工パスを生成します。サイド フィーチャーの深さによっては、複数の Z ステップになることもあります。
荒加工の際には、次の点に注意します。
- 深さ - 工具は、Z 方向のジグザグ、プランジ、下孔のいずれかで指定の深さまで到達しなければなりません。(ジグザグは、デフォルト設定と 最大ランプ角度 に制御されます。下孔の詳細については、下孔直径 と 下孔ポイント を参照してください。)開いたカーブでは、リード距離 と リードイン角度 / リードアウト角度 が、材料への水平方向の進入を制御します。
- 垂直方向ステップ - FeatureCAM での切込み深さは、工具半径の 100% 未満です。 (荒加工切込み と 荒加工パス Z ステップ を参照)
- 水平方向ステップオーバー - FeatureCAM は、フィーチャーをステップ移動する際、工具直径の割合 (荒加工パス % に制御される) で水平に移動します。
- 仕上げ代 - 仕上げ代 は、荒加工パスの後、仕上げパス用に残しておく材料の量を制御します。デフォルトは 0.02 です。
- 仕上げパスを生成します。デフォルトで、底は仕上げ加工されません。荒加工工具で、Z 方向のすべての材料を除去します。この設定は、底仕上げ プロパティに制御されています。
- 工具選択 - 荒加工の後、同じ工具でサイドを仕上げます。仕上げ工具使用 を選択すると、FeatureCAM は、荒加工とは別の工具(オーバーライドしない限り同じ特性を持つ工具)で仕上げパスを加工します。
- ランプ イン - 仕上げパスは、工具直径と同じ割合の円弧で、材料にランプ インします。 (ランプ直径 を参照)開いたカーブでは、リード距離 と リードイン角度 / リードアウト角度 が、材料への水平方向の進入と退出を制御します。
- 仕上げ回数 / 仕上げオーバーラップ - 仕上げ回数 での指定の回数でパスを繰り返します。また、仕上げオーバーラップ での指定の量で始点をオーバーラップさせます。
- ランプオフ - ランプ イン の円弧と同じ大きさの別の円弧を使用して、加工し終わった側面から工具を離し、ランプ オフします。
- リトラクト - ストック領域から工具を離して、次の工程に備えます。
次の場所から、設定を編集することができます。
- 現在のドキュメント内で、このフィーチャー タイプのすべてのインスタンスを編集するには、加工初期設定 ダイアログを使用します。
- 単一のフィーチャーを編集するには、フィーチャー プロパティ ダイアログの 工具 タブ、フライス加工 タブ、ストラテジー タブ、その他 タブを使用します。
フィーチャーの加工には、工具データベースも大きく影響します。また、送り/回転数データベースを使用して、送りと回転数が決まります。