Можно использовать вкладку Точение диалога Свойства токарного элемента, чтобы изменить опции обработки элемента Точение.
Безопасное расстояние в цикле по Х — Введите зазор инструмента по X перед началом стандартного токарного цикла. Положение инструмента достигается применением Безопасное расстояние в цикле по Х и Безопасное расстояние в цикле по Z к начальной точке цикла. Необходимо включить Использовать циклы, чтобы получить доступ к этому атрибуту.
Безопасное расстояние в цикле по Z — Введите зазор инструмента по Z перед началом стандартного токарного цикла. Положение инструмента достигается применением Безопасное расстояние в цикле по Х и Безопасное расстояние в цикле по Z к начальной точке цикла. Необходимо включить Использовать циклы, чтобы получить доступ к этому атрибуту.
Перекрытие осевой — Используется с Токарно-фрезерными траекториями. Введите величину, на которую инструмент режет за осевой линией при подчистке материала напротив выступа на конце скан-линии. Значением по умолчанию является 0.1 дюйма или 3 мм.
Расстояние продления фаски — применяется к элементам Канавка, а также к операции рельефной канавки для элементов Резьба. Введите дополнительное место для инструмента, чтобы движение инструмента начиналось не на металле.
Отклонение — При использовании стиля чистовой обработки 'Обработка паза' введите отклонение, на которое нужно сместить рез.
Выдержка — Введите количество секунд для выдержки инструмента после врезания. Она применяется во время чернового прохода элемента Канавка, при снятии фаски для Отрезки и во время операции Подача прутка.
Конечная точка — Задайте точку, к которой центр кромки инструмента ускоренно перемещается в конце операции.
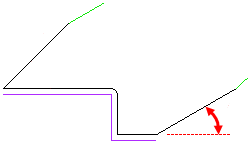
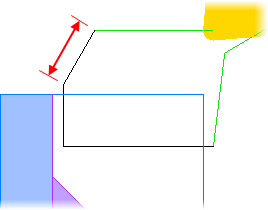
Угол врезания — Введите угол, под которым инструмент входит в заготовку для перемещений по границе. Этот атрибут доступен для чернового прохода, если опция Коррекция РИ выключена. Для получистового и чистового прохода этот атрибут доступен на вкладке Подводы.
Чистовые проходы — Обычно стоит значение 1, и создается один проход, смещенный на кромку инструмента. Если используется значение больше 1, то область чистовой обработки разделяется на равные части и обрабатывается последовательными проходами. Область, для которой должна быть выполнена чистовая обработка, это Получистовой припуск по X и Получистовой припуск по Z, если элемент имеет получистовой проход, и это полный Чистовой припуск по Х и Чистовой припуск по Z, если элемент не имеет получистового прохода.
фут/мин — Введите подачу для элементов Подача прутка в д/мин или мм/мин.
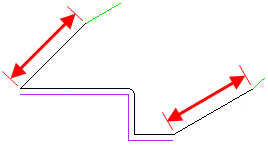
Длина подвода — Введите расстояние для движений подвода и отвода. Этот атрибут доступен для чернового прохода, если выбрана опция Коррекция РИ на вкладке Стратегия. Для получистового и чистового прохода смотрите вкладку Подводы.
Угол подвода — Введите угол, под которым инструмент входит в заготовку для перемещений по границе. Этот атрибут доступен для чернового прохода, если опция Коррекция РИ включена. Для получистового и чистового прохода этот атрибут доступен на вкладке Подводы.
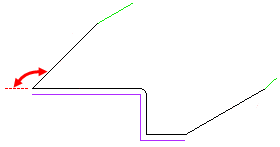
Угол отвода — Введите угол для движения отвода, измеренный по часовой стрелке от детали. Угол 0 выходит вдоль направления траектории. Угол 90 выходит перпендикулярно траектории. Этот атрибут доступен, когда Коррекция РИ включена. Для получистового и чистового прохода этот атрибут доступен на вкладке Подводы.
Расстояние отвода резца — Для элементов Отрезка или Канавка Расстояние отвода резца - это расстояние, на которое отводится инструмент между врезаниями.
об/мин — Введите скорость для элементов Подача прутка в об/мин.
Угол отвода от стенки — Введите угол для поднятия инструмента от детали после каждого вертикального врезания. Это увеличивает срок службы инструмента и повышает качество поверхности детали. Этот атрибут применяется к элементу Канавка.
Расстояние отвода от стенки — Введите расстояние перемещения инструмента после вертикального врезания в направлении, противоположном направлению резания. Это увеличивает срок службы инструмента и повышает качество поверхности детали. Применяется к элементу Канавка. Смотрите также Угол отвода от стенки.
Начальная точка — Задайте точку, к которой центр кромки инструмента ускоренно перемещается в начале операции.
Шаг % — Введите расстояние как процент от диаметра инструмента, на которое сдвигается инструмент, чтобы разместиться для следующего вертикального врезания. Это значение задает максимальное расстояние шага. Если это значение равномерно делит ширину элемента, оно используется. Если в итоге получается слишком мелкий конечный проход, то ширина резания перенастраивается для получения равномерных проходов черновой обработки.
Например, если у вас есть элемент шириной 0.5 дюйма и задана ширина резания 0.4 (заданная как Шаг % 80 для инструмента с диаметром 0.5 дюйма), то будет выполнена черновая обработка элемента в два равных прохода шириной 0.25 дюйма, а не в один проход в 0.4 дюйма и второй в 0.1 дюйма.
Положение смены инструмента — Задайте точку, куда перемещается кромка инструмента перед сменой инструмента.
Это положение связано с концом кривой.
Общий припуск — Введите расстояние смещения от границы элемента, до которой выполнять обработку, вместо обработки до границы заготовки. Эта опция доступна только для черновых операций траекторий типа Смещение.
Поднутрения — Выберите из опций Нет проверки, Настроить под геометрию инструмента и Удалить все поднутрения.
Угол отвода — Введите угол, вдоль которого отводится инструмент перед возвратом на следующий шаг. Этот угол измеряется в градусах против часовой стрелки от оси Z. Смотрите также Длину отвода.
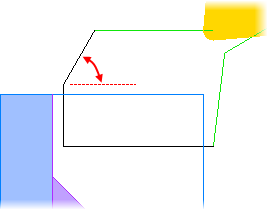
Длина отвода — Введите расстояние вдоль линии Угла отвода, по которой отводится инструмент перед возвратом на следующий шаг.
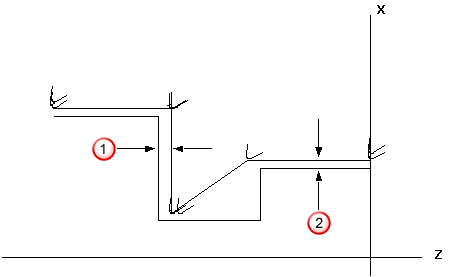
Чистовой припуск по Х — Введите количество материала, которое остается в направлении X после чернового прохода.
 Чистовой припуск по Z
Чистовой припуск по Z
 Чистовой припуск по Х
Чистовой припуск по Х
Остаточный припуск X — Введите количество материала, которое остается в направлении X после чистового прохода.
Остаточный припуск Z
Остаточный припуск X
Получистовой припуск по X — Введите количество материала, которое остается в направлении X после получистового прохода.
Получистовой припуск по Z
Получистовой припуск по X
Чистовой припуск по Z — Введите количество материала, которое остается в направлении Z после чернового прохода.
Чистовой припуск по Z
Чистовой припуск по Х
Остаточный припуск Z — Введите количество материала, которое остается в направлении Z после чистового прохода.
Остаточный припуск Z
Остаточный припуск X
Получистовой припуск по Z — Введите количество материала, которое остается в направлении Z после получистового прохода.
Получистовой припуск по Z
Получистовой припуск по X