La parte inferior del cuadro de diálogo de Programa CN permite mostrar y cambiar las configuraciones de cada trayectoria de herramienta en el programa CN. Para mostrar las configuraciones de una trayectoria de herramienta, seleccione dicha trayectoria en la lista de Trayectoria.
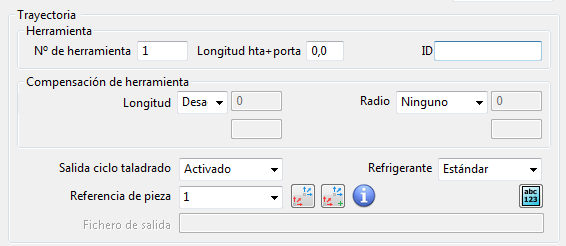
Nº de herramienta — Introduzca el número de herramienta que se utiliza en la trayectoria. Por defecto, es el mismo que el de Nº de herramienta en la pestaña de Punta del cuadro de diálogo de Herramienta. Se añade al fichero de corte (cutfile).
Longitud hta+porta — Introduzca la longitud de la herramienta más el portaherramientas. Por defecto, es la misma que la de Longitud hta+porta en la pestaña de Portaherramientas del cuadro de diálogo de Herramienta. El valor es la longitud total del ensamblaje de la herramienta que sobresale del husillo cuando se monta en la máquina herramienta (la longitud desde la punta de la herramienta hasta la parte superior del portaherramientas).
ID — Introduzca el nombre de la herramienta. Por defecto, es el mismo que el de la pestaña de Datos de corte del cuadro de diálogo de Herramienta y se añade al cutfile. Cuando exporta una herramienta a una base de datos de herramientas, está exportando el ID hta y no el Nombre (en la pestaña de Punta del cuadro de diálogo de Herramienta). Por defecto, el ID hta es el mismo que el Nombre. Se añade al fichero de corte (cutfile).
Compensación de herramienta — En la mayor parte de los controles, excepto el Heidenhain, es necesario introducir el valor real utilizado para la compensación de la longitud y del radio en la máquina herramienta. Para hacer esto, introduzca los valores en un registro al que se accede a partir de un número en el programa CN.
Por ejemplo, suponga que necesita un desfase del radio de herramienta de 0.2 en la primera trayectoria y 0.4 en la segunda trayectoria y fija el número de desfase del radio en 31 en la primera trayectoria y en 32 en la segunda trayectoria, el fichero del programa CN contiene los códigos G41. ... D31 en la primera trayectoria y G41 ... D32 en la segunda. Después escribir 0.2 en el registro 31 y 0.4 en el registro 32 y los valores 0.2 y 0.4 se usarán para la primera y la segunda trayectoria respectivamente.
La mayoría utiliza el mismo número para el número de desfase de longitud, el número de desfase de radio y el número de herramienta. Por ejemplo, se espera ver T5, H5 y D5 en la misma trayectoria. O bien el número de desfase del radio podría tener una conexión fija con el número de herramienta. Por ejemplo, si el número de herramienta es 5, el número de desfase del radio es 35, si el número de herramienta es 7 el desfase es 37. El posprocesador puede ocuparse de esto fácilmente.
A veces sin embargo, no es posible hacer esto, de forma que PowerMill tiene la posibilidad de cambiar los números si es realmente necesario, pero los números por defecto son normalmente correctos, y los números solo se utilizan si se utiliza la compensación de radio o de longitud.
Longitud — Seleccione el tipo de compensación de longitud de herramienta en el controlador de la máquina herramienta. La longitud de herramienta utilizada en PowerMill permanece inalterada.
- Desactivado — Cuando se selecciona, el valor 0 aparece en el fichero.
- Activado — Cuando se selecciona, el valor por defecto es la longitud de la entidad de herramienta.
Longitud de compensación — Introduzca la longitud de la herramienta. El valor por defecto es la longitud de la entidad de herramienta. Así se puede modificar la longitud de la herramienta en la trayectoria de herramienta CN.
Nº de desfase de longitud — Introduzca el número de registro del desfase, utilizado en el controlador de la máquina herramienta, para guardar el valor de desfase de la longitud. Normalmente coincide con el número de herramienta y es de utilidad en caso de que los valores por defecto sean incorrectos.
Radio — Seleccione el tipo de compensación de radio de herramienta en el controlador de la máquina herramienta. El radio de herramienta utilizado en PowerMill permanece inalterado.Esto permite desfasar una trayectoria de herramienta en el controlador de la máquina según una cantidad guardada en un registro de desfase específico.
- Ninguno — Cuando se selecciona, no hay compensación de radio de herramienta.
- 2D — Cuando se selecciona, utiliza la compensación de herramienta 2D que emite un código de compensación izquierda.
- Izquierda — Cuando se selecciona, la compensación de herramienta se añade emitiendo un comando G41 al principio de los movimientos de herramienta que necesitan compensación.
- Derecha — Cuando se selecciona, la compensación de herramienta se añade emitiendo un comando G42 al principio de los movimientos de herramienta que necesitan compensación.
- 3D — Cuando se selecciona, escribe vectores normales de contacto para utilizar con la compensación de herramienta 3D. Esto es esencial cuando la máquina herramienta realiza la compensación de herramienta 3D y PowerMill escribe los vectores I, J, K en el fichero del programa CN. Para activar la compensación de herramienta 3D, haga clic en la pestaña de Edición de trayectoria > panel de Editar > Distribución de puntos y después en el cuadro de diálogo de Distribución de puntos, seleccione Normales de contacto.
Para activar la compensación de herramienta de 3D en todas las trayectorias, seleccione todas las trayectorias de la lista, fije un Radio de 3D y seleccione la opción de Normales de contacto en el cuadro de diálogo de Distribución de puntos.
Ya no es posible escribir normales y códigos derecha/izquierda en la misma trayectoria. Es necesario ajustar tanto los ficheros de opciones con códigos derecha/izquierda de compensación de herramienta como las normales.
Radio de compensación — Introduzca el radio de la herramienta, por defecto el radio de la entidad de herramienta. Permite modificar el radio de la herramienta en la trayectoria de herramienta CN.
Nº de desfase de radio — Introduzca el número de registro del desfase, utilizado en la máquina herramienta, para guardar el valor de desfase del radio. Normalmente coincide con el número de herramienta y es de utilidad en caso de que los valores por defecto sean incorrectos.
Lista de Salida ciclo taladrado — Seleccione Activado para guardar los ciclos de taladrado como ciclos fijos.
Refrigerante — Seleccione una opción de refrigerante para aplicar a la trayectoria de herramienta seleccionada.
- Ninguno — Cuando se selecciona, no se activa el refrigerante.
- Estándar — Si se selecciona, se activa el refrigerante.
- Chorro — Si se selecciona, se activa el refrigerante en chorro.
- Niebla — Si se selecciona, se activa el refrigerante en niebla.
- Roscado — Si se selecciona, se activa el refrigerante en roscado.
- Aire — Si se selecciona, se activa el refrigerante en chorro de aire.
- Interno — Si se selecciona, se activa el refrigerante en interno.
- Doble — Si se selecciona, permite dos códigos de refrigerante.
PowerMill desactiva el refrigerante al final de una trayectoria.
El refrigerante puede aplicarse en varios lugares distintos. Para obtener más información, consulte Refrigerante y cómo se actualiza y circula.
Lista de Desfase de fijación — Seleccione una referencia de pieza para aplicar a la trayectoria de herramienta seleccionada. Para crear o editar un desfase de fijación, haga clic en  .
.
 Desfase de fijación de las configuraciones — Haga clic para abrir las configuraciones del cuadro de diálogo de Programa CN. Permite aplicar desfases de fijación a las configuraciones de un programa CN.
Desfase de fijación de las configuraciones — Haga clic para abrir las configuraciones del cuadro de diálogo de Programa CN. Permite aplicar desfases de fijación a las configuraciones de un programa CN.
Desfase de fijación — Haga clic para abrir el cuadro de diálogo de Desfase de fijación del programa CN. Permite crear y editar desfases de fijación.
 Añadir comandos/comentarios — Haga clic para abrir el cuadro de diálogo de Comandos/comentarios de trayectoria del programa CN. El cuadro de diálogo permite especificar comandos y comentarios que se insertan en el programa CN.
Añadir comandos/comentarios — Haga clic para abrir el cuadro de diálogo de Comandos/comentarios de trayectoria del programa CN. El cuadro de diálogo permite especificar comandos y comentarios que se insertan en el programa CN.
Fichero de salida — Indique la convención de nomenclatura para los ficheros de salida. Puede introducir variables en el nombre del fichero que se resuelven cuando se escribe el programa CN.