Plan sécurité Z — Entrez la distance de sécurité minimum en Z au-dessus de la pièce.
Avant d'effectuer un mouvement rapide en dehors d'une feature, l'outil se retire au réglage du plan de sécurité Z pour cette feature. Le mouvement rapide à la feature suivante change de hauteur Z, à savoir, change de coordonnée Z, si la feature suivante a un réglage de plan de sécurité Z différent. De façon à ce quand il arrive à la feature suivante, il soit au plan de sécurité Z pour cette prochaine feature.
Cette valeur est relative au haut de votre brut dans le système de coordonnées utilisateur actuel. Comparez avec la garde de plongée.
Garde de plongée — Entrez la distance au-dessus de l'opération à laquelle l'outil avance.
Ceci est marqué par L1 sur le schéma.
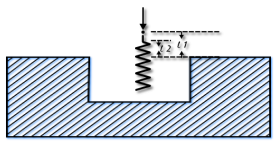
Pour le perçage de trou profond, le foret se retire à cette distance entre les débourrages. Pour les features de fraisage, la valeur par défaut est d'utiliser la même valeur pour l'ébauche et la finition. Par conséquent, l'outil avance du haut d'une feature vers le fond avant de couper. Pour faire avancer l'outil dans la feature, définissez la garde de plongée pour une opération à une valeur négative, mais assurez-vous que la valeur soit au-dessus du haut de la feature.
Pour aller rapidement à la profondeur, vous pouvez utiliser le dégagement de plongée, ou sélectionner Plongée relative.
Garde rampe Z — Entrez la distance au-dessus de l'opération à laquelle démarre l'accostage. La garde rampe Z est limitée par la garde de plongée.
Ceci est marqué par L2 dans le schéma.
Tolérance de spline — Cela segmente le profil avec des arcs et des lignes si un profil est défini comme étant une spline. Plus la valeur du paramètre est petite, plus le profil est lisse. Cet attribut est utilisé dans l'usinage reconnaissance de feature pour déterminer si une surface est un trou.
Tolérance de post-pro — Entrez la tolérance avec laquelle les parcours d'outils sont créés. Réduisez la tolérance de post-pro pour les petites pièces pour créer des parcours plus précis.
Vous devez également ajuster le post-processeur pour extraire plus de chiffres. Par exemple, si vous ajustez la tolérance de post-pro de 0,001 à 0,0001, alors vous devez ajuster le format de chiffre dans le post-processeur de façon à ce que les décimales supplémentaires soient utilisées dans le code CN. Réduire la tolérance de post-processeur crée des lignes supplémentaires de lignes de code CN, vous ne devriez donc faire cela que pour des machines CN de haute-précision qui peuvent utiliser des coordonnées de haute-précision, si nécessaire pour une application.
Garde d'indexage Z — Ceci est une distance de dégagement au-dessus du brut cylindrique.
Rayon d'ébavurage — Entrez un rayon pour arrondir automatiquement les coins extérieurs de la feature par le rayon spécifié. La forme de la feature ne change pas, mais les parcours d'outils sont modifiés pour refléter l'arrondissement.
Rayon mini mini — Entrez un rayon pour arrondir automatiquement les coins internes d'une feature par le rayon spécifié. La forme de la feature ne change pas, mais les parcours d'outils sont modifiés pour refléter l'arrondissement.
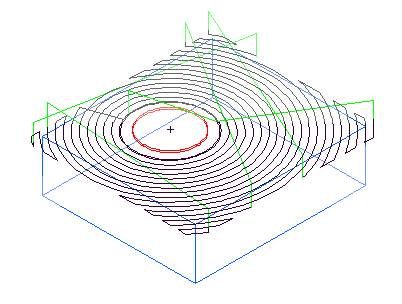
Distance rapide mini % — Entrez la distance minimale, en pourcentage du diamètre d'outil, pour laquelle l'outil peut utiliser un mouvement rapide. Les mouvements inférieurs à cette distance utilisent un mouvement d'avance.
La distance rapide mini s'applique au fraisage 2,5D. Spécifiez la valeur en pourcentage du diamètre d'outil.
Cet exemple montre une découpe de feature avec une valeur de 400% :
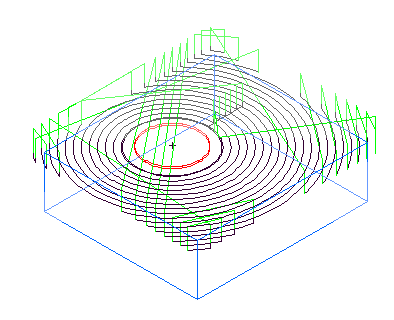
Ceci est le même exemple avec la distance rapide mini définie à 10% et l'outil se retire et se déplace en mouvements rapides entre les passes.
Garde arrière — Utilisé lors de l'usinage d'un alésage en tirant, la garde arrière est la distance à laquelle se trouve l'outil d'alésage en tirant par rapport au fond du trou lors de l'usinage de la section d'alésage.
Utiliser l'extracteur de courbe de brut basé sur les arêtes — Dans certains cas, le kernel Parasolid ne calcule pas la courbe de brut correctement. Si vous avez des problèmes en essayant de calculer la courbe de brut à partir un fichier Parasolid, essayer en sélectionnant cette option. Cette option est désélectionnée par défaut parce qu'elle est plus lente.
Vitesse : facteur de mise à l'échelle pour les vitesses de broche générées par FeatureCAM. Une valeur de moins de 100 réduit les vitesses calculées. Une valeur de plus de 100 augmente les vitesses.
Avance — Ceci est le facteur de mise à l'échelle pour les avance générées par le système. Une valeur de moins de 100 réduit les avances calculées. Une valeur de plus de 100 augmente les avances.
Avance en plongée — Le pourcentage de l'attribut d'avance à utiliser pendant la plongée initiale dans la matière. Par exemple, si l'attribut d'avance est de 2000 mm/min et que vous avez défini l'avance en plongée à 50%, l'avance résultante pour la plongée initiale est de 1000 mm/min. Voir également Avance première plongée.
Avance première plongée — Vous pouvez spécifier un taux plus lent de charge pour le mouvement du premier plongeon (l'approche initiale du brut) que pour les subséquentes profondeurs de Z plongent en profondeur. Il s'agit d'un pourcentage de l'avance en plongée.
Unités d'avance — Ceci modifie les unités par défaut du débit d'alimentation. Sélectionnez les unités que vous voulez utiliser pour être les unités d'avance globales de FeatureCAM dans le menu Unité d'avance :
|
Utiliser pouces par minute Utiliser pouces par tour Utiliser pouces par dent |
Utiliser mm par minute Utiliser mm par tour Utiliser mm par dent |
Ce réglage global est reflété localement sur la page Avance/Vitesse de l'assistant de nouvelle feature et dans l'onglet Avance/Vitesse de la boite de dialogue de propriétés de feature.
Utiliser l'unité d'avance par défaut dans la liste des opérations : lorsque cette option est sélectionnée, l'unité d'avance par défaut est utilisée dans la liste des opérations.
Unité de vitesse : sélectionnez les unités de vitesse qui seront utilisées par défaut dans FeatureCAM.
Utiliser l'unité de vitesse par défaut dans la liste des opérations : lorsque cette option est sélectionnée, l'unité de vitesse par défaut est utilisée dans la liste des opérations.
Avance en plongée proportionnelle
Si l'avance en plongée proportionnelle est sélectionnée, l'avance pour le mouvement d'accostage est mis à l'échelle en se basant sur l'angle maxi d'accostage. Entrez l'angle maximum, en degrés, pour l'accostage à la profondeur. Il s'applique à l'accostage hélicoïdal ou zigzag. Définissez cette valeur à 0 pour engendrer une découpe en plongée. Un angle d'accostage de 1 définit l'avance des mouvements de plongée à approximativement l'avance de fraisage. Un angle de 90 définit l'avance des mouvements de plongée à la valeur déterminée par le remplacement d'avance en plongée.
définit l'avance des mouvements de plongée à approximativement l'avance de fraisage. Un angle de 90 définit l'avance des mouvements de plongée à la valeur déterminée par le remplacement d'avance en plongée.
Si l'avance en plongée proportionnelle est désélectionnée, alors l'avance des mouvements en plongée est déterminée par le remplacement d'avance en plongée quel que soit l'angle d'accostage.
Boite de dialogue Avance périphérique