Vous pouvez utiliser l'onglet Tournage de la boite de dialogue de propriétés de feature de tournage pour éditer les réglages d'usinage d'une feature de tournage.
Rayon d'engagement de la coupe arrière : il s'agit du rayon de l'arc au début de chaque coupe dans une stratégie de coupe arrière. Si l'option utiliser DOC est sélectionnée, cette valeur est masquée.
Distance de retrait de la coupe arrière : il s'agit de la distance de rétraction de l'outil à la fin de chaque coupe dans une stratégie de coupe arrière, avant de retourner à l'étape suivante.
Garde cycle fixe X — Entrez la garde de l'outil en X avant le départ d'un cycle fixe de tournage. L'emplacement d'outil est obtenu en appliquant la garde de cycle fixe X et la garde de cycle fixe Z au point de départ du cycle fixe. Vous devez activer Utilise cycle fixe pour accéder à cet attribut.
Garde cycle fixe Z — Entrez la garde de l'outil en Z avant le départ d'un cycle fixe de tournage. L'emplacement d'outil est obtenu en appliquant la garde de cycle fixe X et la garde de cycle fixe Z au point de départ du cycle fixe. Vous devez activer Utilise cycle fixe pour accéder à cet attribut.
Dépas. ligne central — Utilisé avec les parcours d'outils de tournage/fraisage. Entrez la distance à laquelle l'outil découpe au-delà de la ligne médiane lors du nettoyage de matière à l'épaulement à la fin d'une ligne de scan. La valeur par défaut est de 0,1 pouce ou 3 mm.
Dist. allong. chanfrein — Cela s'applique aux features de gorge et à l'opération de gorge DIN pour les features de filetage. Entrez un espacement supplémentaire pour l'outil pour qu'il ne démarre pas dans le métal.
Débattement — Quand vous utilisez une finition cut-grip, entrez le débattement avec lequel vous voulez décaler la découpe.
Temporisation — Entrez le nombre de secondes dont vous voulez que l'outil attende après la plongée. Ceci s'applique pendant la passe d'ébauche d'une feature de gorge, pendant un chanfrein de tronçonnage et pendant une feature d'embarrage.
Point d'arrivée — Définissez le point auquel la pointe de l'outil avance en rapide à la fin de l'opération.
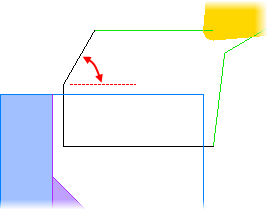
Angle d'engagement — Entrez l'angle auquel l'outil entre dans le brut pour les mouvements de frontière. Cet attribut est disponible pour la passe d'ébauche si la Comp. Rpla. est inactive. Pour les passe de semi-finition et de finition, cet attribut est disponible dans l'onglet Approches.
Passes de finition — Normalement, ce paramètre est définie sur 1 et une seule passe est générée compensée par la pointe de l'outil. Si elle est réglée à une valeur supérieure de 1, alors la région de finition est divisée en parties égales et terminé par passes successives. La région à finir est la Surép. semi-finition en X et la Surép. semi-finition en Z si la feature a une passe de semi-finition, et il s'agit de la pleine Surép. finition en X et Surép. finition en Z si la feature n'a pas de passe de semi-finition.
Avance embarrage — Entrez l'avance pour la feature d'embarrage en pouce/minute ou en millimètres/minute.
Distance d'engagement — Entrez la distance pour les mouvements d'entrée et de sortie. Cet attribut est disponible pour la passe d’ébauche si vous avez sélectionné Comp. rpla. dans l'onglet Stratégie. Pour les passes de semi-finition et de finition, voir l'onglet Approches.
Angle d'entrée — Entrez l'angle auquel l'outil entre dans le brut pour les mouvements de frontière. Cet attribut est disponible pour la passe d'ébauche si Comp. Rpla. est actif. Pour les passe de semi-finition et de finition, cet attribut est disponible dans l'onglet Approches.
Angle de sortie — Entrez l'angle pour le mouvement de sortie, mesuré en sens horaire sur la pièce. Un angle de 0 sort le long de la direction du parcours. Un angle de 90 sort perpendiculaire au parcours. Cet attribut est disponible quand la Comp. Rpla. est active. Pour les passe de semi-finition et de finition, cet attribut est disponible dans l'onglet Approches.
Dist. retrait débourrage. — Pour les features de tronçonnage et de gorge, la distance de retrait de débourrage est la distance avec laquelle l'outil se retire entre les plongées.
tr/min — Entrez la vitesse pour les features d'embarrage en tours/minute.
Angle dégagement latéral — Entrez l'angle pour remonter l'outil de la pièce après chaque découpe en plongée. Cela augmente la durée de vie de l'outil et laisse une meilleure finition sur la pièce. Cet attribut s'applique à une feature de gorge.
Dist. dégagement latéral — Entrez la distance pour déplacer l'outil après une découpe en plongée, dans la direction opposée à la direction d'usinage. Cela augmente la durée de vie de l'outil et laisse une meilleure finition sur la pièce. Cela s'applique à une feature de gorge. Voir également Angle dégagement latéral.
Point de départ — Définissez le point auquel la pointe de l'outil avance en rapide au départ de l'opération.
Enchaînement % — Entrez la distance, en pourcentage du diamètre de l'outil, à laquelle l'outil se déplace pour se positionner pour la prochaine découpe en plongée. Cette valeur spécifie la distance d'enchaînement maxi. Si la valeur divise équitablement la largeur de la feature, elle est utilisée. Si elle résulte en une passe finale qui est plutôt peur profonde, les largeurs de découpe sont ajustées pour résulter en des passes d'ébauche régulières.
Par exemple, si vous avez une feature qui est large de 0,5 pouce et que vous spécifiez une largeur de découpe de 0,4 (spécifié en % Enchaînement de 80 pour un outil avec un diamètre de 0,5 pouce), la feature est ébauchée en deux passes égales de 0,25 pouce de large, plutôt qu'une passe de 0,4 et une autre passe avec une largeur de 0,1 pouce.
Position chgt outil — Définissez le point où la pointe de l'outil se déplace avec un changement d'outil.
Cet emplacement est relatif à l'extrémité de la courbe.
Brut total — Entrez une distance de décalage de la frontière de feature à usiner jusqu'à la frontière de brut au lieu de la frontière d'usinage. Cette option est disponible uniquement pour les opérations d'ébauche des parcours de type Décalage.
Contre-dépouilles — Sélectionnez parmi Pas de vérification, Ajuster géométrie d'outil et Supprimer les contre-dépouilles.
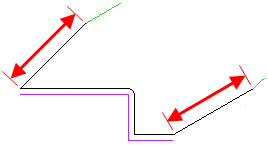
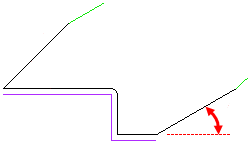
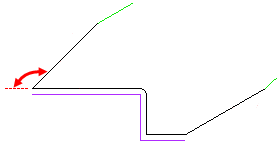
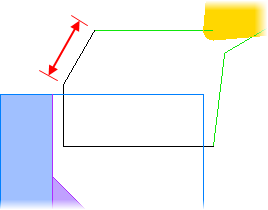
Angle de retrait — Entrez l'angle le long duquel l'outil se retire avant de se retourner pour l'étape suivante. L'angle est mesuré en degrés, dans le sens trigo sur l'axe Z. Voir également Longueur de retrait.
Longueur de retrait — Il s'agit de la distance le long de la ligne de l'angle de retrait sur laquelle les outils se retirent avant de revenir pour la prochaine étape.
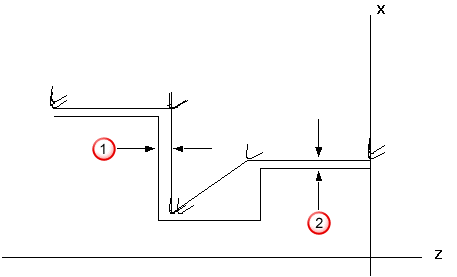
Surépaisseur de finition X — Entrez la quantité de matière à laisser dans la direction X après la passe d'ébauche.
 Surépaisseur de finition Z
Surépaisseur de finition Z
 Surépaisseur de finition X
Surépaisseur de finition X
Surépaisseur de reste X — Entrez la quantité de matière à laisser dans la direction X après la passe de finition.
Surépaisseur de reste en Z
Surépaisseur de reste en X
Surépaisseur de semi-finition X — Entrez la quantité de matière à laisser dans la direction X après la passe de semi-finition.
Surépaisseur de semi-finition Z
Surépaisseur de semi-finition X
Surépaisseur de finition Z — Entrez la quantité de matière à laisser dans la direction Z après la passe d'ébauche.
Surépaisseur de finition Z
Surépaisseur de finition X
Surépaisseur de reste Z — Entrez la quantité de matière à laisser dans la direction Z après la passe de finition.
Surépaisseur de reste en Z
Surépaisseur de reste en X
Surépaisseur de semi-finition Z — Entrez la quantité de matière à laisser dans la direction Z après la passe de semi-finition.
Surépaisseur de semi-finition Z
Surépaisseur de semi-finition X