Use the Profile page to determines the toolpath leads, and optionally, the thickness of the final profiling pass. At each depth, the tool moves on to the edge of the hole using a circular arc lead with a straight extension, cuts a circle, and then moves back to the centre with a circular arc lead and straight extension.
Lead distance — Enter the distance of the lead move before (or after) the drilling toolpath. This is not the length of the arc but the straight line distance from the start point to a point on the circumference of the circle.
Overlap angle — Enter the angle (between 0 and 90) over which the profile overlaps.
and 90) over which the profile overlaps.
Final profile pass — Select to have a different allowance for the final profiling pass.
- Every Z — Creates a drilling move with an allowance, followed by a final profiling pass without the allowance, at the same depth. This is useful for machining thin, high walled parts (typically parts with ribs or extruded parts with thin walls). You drill one level and then profile that level. This minimises the vibration of walls and maintains the rigidity of the part as you machine it.
-
Last Z — Creates a drilling move with an allowance at each depth until the bottom of the hole where it is followed by a final profiling pass without the allowance, at the final depth. Use this to finish the part with one final profiling pass where you cut on the side of the tool.
For more information see Area clearance > Wall finishing > Last pass only.
Allowance — Enter the thickness of the final profiling pass. This value must be less than the radius of the flat end of the tool.
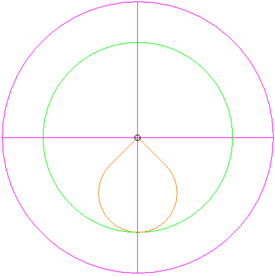
Spiral — When selected, creates a spiral toolpath. The toolpath moves from the centre of each hole with a "tear drop" lead and spirals out using the Stepover defined on the Profile page.
-
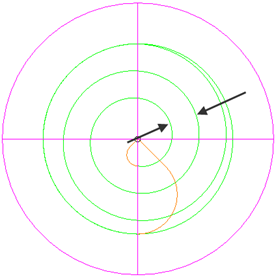
Profile drilling toolpath with Spiral deselected:
-
Profile drilling toolpath with Spiral selected:

Stepover — Enter the distance between successive machining passes.