顺铣 - 选择该选项可以使刀具位于加工边的左侧(沿着刀具行进的方向)。禁用该选项将执行逆铣,此时刀具将位于加工边的右侧。
双向粗加工 - 启用该选项可在两个方向上铣削。如果禁用该选项,将执行逆铣粗加工,并且切削路径将在一个方向上移动,同时为下一条路径设置位于毛坯上方的快进返回移动。“顺铣”可控制切削方向。
使用精加工刀具 - 如果禁用,将为粗加工和精加工路径使用相同的刀具。启用“使用精加工刀具”可创建用于精加工的新刀具。该精加工刀具与选择用于粗加工的刀具相同。新刀具的名称将附加有 -finish。例如,如果粗加工刀具命名为 endmill1.0,则精加工刀具将称为 endmill1.0-finish。该精加工刀具不会永久分配到刀具库,它是仅在当前文档中使用的临时刀具。
精加工刀具补偿 - 启用此选项可将刀具补偿用于铣削特征的精加工和半精加工路径。
粗加工刀具补偿 - 选择此选项可在默认情况下为当前文档中所有铣削特征的粗加工路径启用刀具补偿。有关详细信息,请参见精加工刀具补偿。
刀具补偿平倒角 - 选择此选项可在默认情况下为当前文档中所有铣削特征的平倒角操作启用刀具补偿。
零件轮廓程序 - 这是适用于铣削特征的一种特定类型的刀具补偿。如果启用该选项,则特征的绘图尺寸将输出为刀具路径,而不是刀具的中心线。选择用于切削特征的刀具仍然很重要,即使使用零件轮廓程序,也是如此。如果相同刀具用于粗加工,请确保实际刀具直径与 FeatureCAM 使用的刀具直径相比不会有太大偏差,以确保粗加工路径的区域覆盖范围正确。此外,请确保已选精加工刀具的直径足够小以便切削整个特征。如果选择的刀具太大,无法放入狭窄的拐角,将无法使用刀具补偿来修正刀具路径。
FeatureCAM 将自动计算精加工路径的入口点,并向精加工路径添加线性移动和斜向移动(基于“斜向直径”属性)以顺应刀具补偿。如果您在操作列表中收到警报,例如“不能发现斜向切入/切出圆弧”或“不能延长开放轮廓末端”,请通过减小“斜向直径”属性或更改“预钻点”来修正问题。
最小退刀 - 启用此选项可在铣削特征期间减少刀具的退刀量。无需退刀,刀具将继续进给到其下一位置。
独立粗加工层 - 由于特征具有深度,粗加工路径通常在多个 Z 轴层执行。启用此选项可列出所有层,以便您可以单独编辑每个层的属性。
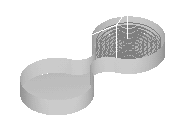
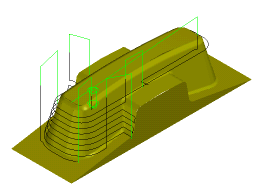
深度优先 - 启用该选项可在移至另一个区域之前,完全切削特征的各个区域。刀具路径将沿 Z 方向下降。
如果该选项处于取消选中状态,则将在一个 Z 轴层切削特征的全部区域,然后再下降到更深的 Z 轴层。
下图显示了在前进到其他区域之间,如何完整切削特征的区域。
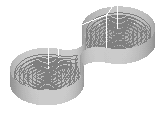
如果您使用的是“多粗加工刀具”或“多精加工刀具”,要高效地粗加工狭小的拐角,则“深度优先”也非常有用。
下图显示了刀具以深度优先方式精加工狭窄拐角。
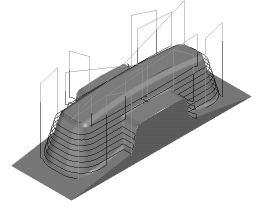
重排 -“重排”属性会告知 FeatureCAM 重排刀具路径,以在尝试避免全宽度切削时最大限度减少退刀。如果您的零件切削了多个单独的区域,请使用“重排”。如果希望刀具路径在曲面中直接移动而不担心退刀,请取消选择“重排”。
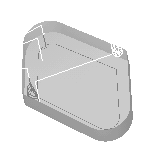
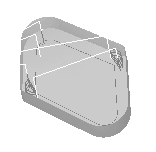
对于 Z 轴层操作(粗加工或精加工),“重排”属性会启用区域加工,在区域加工中,刀具路径会沿 Z 轴(或 -Z 轴)方向下降(如果这样做比在整个 Z 轴层切削整个零件更加高效的话)。下面的电话示例显示了刀具路径在整个 Z 轴层中切削零件顶部,然后切削各个边缘。
“5 轴定位”菜单 - 通常包含一个用于访问面的替代方向选项。选项包括:
- 标准 - 默认方向。
- 替代 - 默认方向的替代方向。
- 使用后处理首选项 - 将在“5 轴”对话框的XBUILD中设置的定位(“正”或“负”)用于“主旋转轴方向”选项。
- 使用轴限界 - 允许 FeatureCAM 选择最适合在 MD 文件中设置的轴限界的方向。
夹具避让 - 单击此按钮可显示“夹具避让”对话框,可以在其中指定用于在 3 轴和 NT 刀具路径中避让夹具实体的选项。
非切削移动 - 单击该按钮可显示 Vortex 旋风铣非切削移动对话框,在该对话框中可以为 Vortex 旋风铣刀具路径指定在执行非切削移动时是否退刀并提高进给率。
使用新的内径/外径槽刀具路径 - 选择此选项可使用新的边槽刀具路径样式,或取消选择此选项以启用向后兼容性。选择该选项后,会对边槽刀具路径进行以下更改:
- 会针对下切和退刀移动检查过切。
您可以通过在“特征属性”对话框的“策略”选项卡上取消选择“下切过切检查”选项,对下切和退刀移动禁用过切检查。
- 您可以使用扇形精加工进行精加工操作。
要指定扇形设置,请在“特征属性”对话框的“策略”选项卡上单击“扇形”,然后使用“扇形精加工选项”对话框。
- 您可以使用圆弧切入移动进行精加工操作。或者,您可仅使用线性切入移动。
要使用圆弧切入移动,请在“特征属性”对话框的“步距”选项卡上选择“圆弧切入切出”。
- 您可以为精加工路径设置开始点。
要设置开始点,请使用“特征属性”对话框的“下切”选项卡上的“开始点”属性。
摆线切槽
摆线切削 - 启用此选项可对简单槽使用摆线切削。选择摆线切削的摆线方向:“顺时针”或“逆时针”。
刀具不是使用简单的切槽切削,而是使用一系列圆,例如:
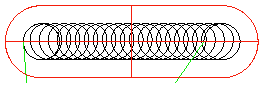
摆线刀具路径可减小刀具上的负荷。
最大刀具直径 % - 这是用于确定将选择的刀具的直径的槽宽度百分比。
最大步距离 % - 该项以刀具直径百分比的形式指定,表示刀具路径相邻圆之间的最大距离。