Cycles de perçage – Référence
Cycles de perçage : également appelés cycles fixes, car une seule ligne de code peut combiner tous les mouvements requis pour une tâche d’usinage de perçage. Cette fonction réduit la taille du programme et facilite la modification des exigences de perçage à la machine.
Tous les contrôleurs CNC n'ont pas les mêmes cycles fixes. La plupart des machines disposent de cycles fixes pour les fonctions de perçage courantes telles que le perçage au centre/pointage, le perçage avec débourrage, le lamage, l'alésage et le taraudage. Certaines machines auront des cycles plus spécialisés comme le perçage à canon et l'alésage arrière. Fusion utilise le post-processeur pour transmettre les paramètres à vos machines des cycles fixes intégrés. Si votre machine n'a pas de cycle fixe spécifique, Fusion génère une sortie des mouvements de positionnement d'axe dans un format de code manuel. Si vous obtenez des mouvements de code manuel, vous pouvez obtenir des fonctionnalités Fusion supplémentaires qui ne sont pas disponibles dans votre cycle fixe. Si vous savez que votre machine possède un cycle fixe pour la fonction que vous avez sélectionnée et que vous recevez du code manuel, vous pouvez contacter un membre du Marketplace pour lui demander de personnaliser votre post-processeur.
Voici une liste des cycles de perçage Fusion et le type de mouvement qu’ils produisent. Pour des raisons de simplicité, nous allons nous référer à ces cycles en utilisant le code G commun et les codes alphanumériques communs, utilisés pour définir le cycle. Un cycle de perçage fixe utilise généralement un code de série G80. Certains utilisent un code de série G70. Ces descriptions sont génériques et ne s’appliquent pas à toutes les machines CNC.
La structure générale du cycle fixe se présente comme suit :
G8# X(position) Y(position) Z(profondeur) R(hauteur de retrait) Q(quantité de débourrage incrémentielle) P(délai de temporisation) F(vitesse d'avance)
Perçage : G81 est couramment utilisé pour le perçage par points et le perçage de base dans les matériaux plus souples, où la profondeur du perçage est inférieure à 3 fois le diamètre.
 |
Mouvement de perçage G81 : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) à la profondeur (Z) Ressort rapidement à la hauteur de retrait (R) |
Lamage : G82 est couramment utilisé pour les perçages lamés coniques, car la temporisation à la profondeur finale polit le fond du perçage pour obtenir une surface plane.
 |
Mouvement de lamage G82 : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) à la profondeur (Z) Temporise pour une certaine durée (P) Ressort rapidement à la hauteur de retrait (R) |
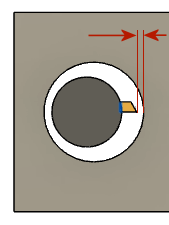
Brise-copeaux : G73 est couramment utilisé pour percer des trous profonds lorsque l'outil tire de longs copeaux à chaînes. Après avoir percé dans le trou, l'outil se retire sur une petite distance, puis continue le perçage plus loin pour l'incrément suivant. Cette opération se poursuit jusqu'à ce que la profondeur totale soit atteinte. Ces petits retraits vont briser les longs copeaux créés par le foret.
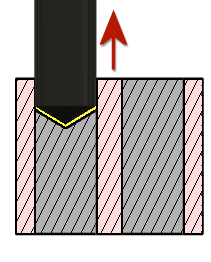 |
Mouvement de brise-copeaux G73 : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) dans le trou sur une distance incrémentielle (Q) Se retire à une petite distance (en jaune) Continue les débourrages incrémentiels (Q) et se retire jusqu'à la profondeur finale (Z) Ressort rapidement à la hauteur de retrait (R) |
Perçage avec débourrage : G83 est couramment utilisé pour percer des trous profonds lorsque les copeaux doivent être retirés du trou. Après avoir percé dans le trou, l'outil se retire au plan R, en tirant les copeaux et en permettant au liquide de refroidissement d'entrer dans le trou. Le foret revient ensuite à l'endroit où il s'est arrêté et continue le perçage plus loin pour l'incrément suivant. Il y a parfois un paramètre pour réduire la quantité de débourrage quand l'outil s'enfonce dans le trou. Cette opération se poursuit jusqu'à ce que la profondeur totale soit atteinte.
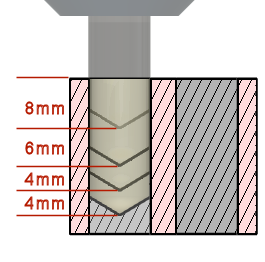 |
Mouvement de perçage avec débourrage G83 : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) dans le trou sur une distance incrémentielle (Q) Se retire au « plan R » (R) Revient rapidement là où il s'est arrêté Continue les débourrages incrémentiels (Q) et se retire jusqu'à la profondeur finale (Z) Ressort rapidement à la hauteur de retrait (R) |
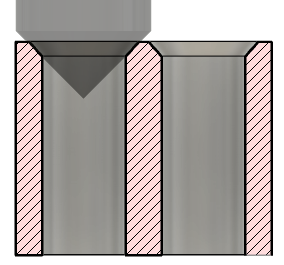
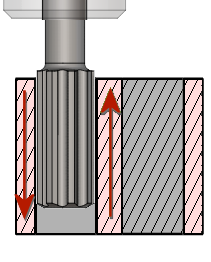
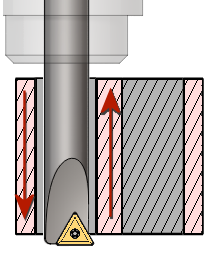
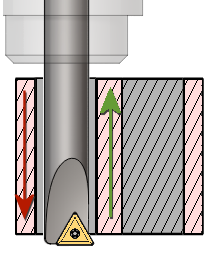
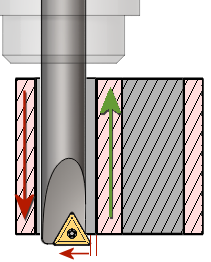
Perçage en profondeur guidé/Perçage à canon : cycle spécialisé utilisé pour percer des trous profonds lorsque la profondeur est supérieure à 20 fois le diamètre du trou. La plupart des machines CNC n'ont pas de cycles fixes de perçage à canon. Le perçage à canon nécessite généralement un court trou pilote dans la pièce, pour empêcher le perçage extrêmement long de dériver de l'emplacement. Le foret lui-même peut également avoir des guides le long du diamètre qui correspondent au diamètre de la pointe de coupe. L'outil reste ainsi solidement dans le trou. Les forets à canon utilisent généralement un liquide de refroidissement pressurisé à travers l'outil pour forcer les copeaux à sortir et maintenir la lubrification de la pointe de coupe. Après l'avance dans le trou pilote, le foret à canon avance jusqu'à la profondeur finale avant de se retirer du trou, jusqu'au plan R.
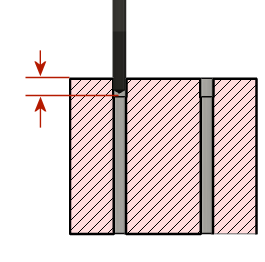 |
Mouvement de perçage à canon : Positionne la hauteur de retrait ou le « plan R » Avance dans le trou de guidage (illustré dans le schéma) Perce jusqu'à ce que la profondeur finale soit atteinte Ressort rapidement à la hauteur de retrait |
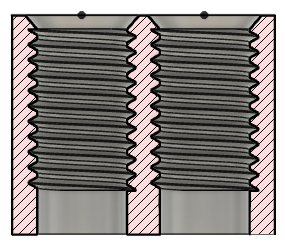
Taraudage : l'objectif du taraudage est de couper des rainures en spirale dans le diamètre intérieur d'un cylindre. Il utilise généralement les cycles fixes G84 (à droite) et G74 (à gauche). Un taraud est un outil qui ressemble beaucoup à une vis, à l'exception des filetages qui permettent de couper la matière. Le taraudage avance dans le trou à une vitesse qui correspond au pas de filetage et requiert une tige (tr/min) synchronisée. Quand elle atteint la profondeur finale, la broche inverse la direction et sort du trou à la même vitesse d'avance. Elle visse essentiellement l'outil, inverse la broche et visse l'outil.
Fusion propose plusieurs options de taraudage. Vous devez créer un exemple d'opération de trajectoire d'outil pour chaque machine et comparer la sortie aux exemples dans votre manuel de programmation de machines. Il s'agit d'une description de base pour chaque cycle de taraudage et tous nécessitent une vitesse de broche et une avance synchrones.
- Taraudage : taraudage des filetages à droite ou à gauche (G84/G74). La direction de broche est déterminée par les paramètres de la bibliothèque d'outils.
- Taraudage à gauche : taraudage spécifique aux outils de filetage à gauche.
- Taraudage à droite : taraudage spécifique aux outils de filetage à droite.
- Taraudage avec brise-copeaux : taraudage avec brise-copeaux. Visse l'outil à une distance partielle, revient à la position de brisure de copeau, puis répète le processus jusqu'à ce que la profondeur finale soit atteinte.
 |
 |
|
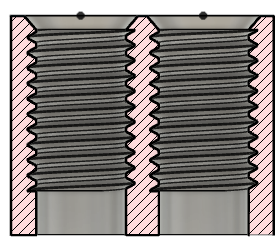
| Perçages taraudés à droite | Perçages taraudés à gauche |
Perçage débouchant : type d'opération de perçage plus spécialisée. L'option Perçage débouchant permet de réduire l'avance et la vitesse juste avant de percer le fond du perçage. Cette option peut être utilisée pour les matériaux résilients où la force de perçage perce le fond du trou.
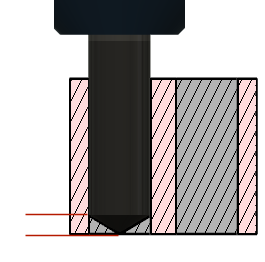 |
Mouvement de perçage débouchant : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) dans le trou Avant d'atteindre la profondeur finale (affichée en rouge), réduit l'avance Le perçage continue jusqu'à atteindre la profondeur finale Ressort rapidement à la hauteur de retrait |
Alésage : G85 est couramment utilisé pour l'alésage des perçages à un diamètre de précision.
 |
Mouvement d'alésage G85 : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) à la profondeur (Z) Avance jusqu'à la hauteur de retrait (R) |
Alésage : G89 est couramment utilisé pour aléser des perçages à fond plat à un diamètre de précision. La temporisation à la profondeur finale polit le fond du trou pour une surface plane, puis l'outil avance sur le plan R.
 |
Mouvement d'alésage G89 : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) à la profondeur (Z) Temporise vers le bas (P) Avance jusqu'à la hauteur de retrait (R) |
Alésage avec arrêt de broche : G86 est couramment utilisé pour aléser des perçages à fond plat à un diamètre de précision. La broche s'arrête à la profondeur finale du trou, puis l'outil ressort rapidement au niveau du plan R.
 |
Alésage G86 avec mouvement d'arrêt de la broche : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) à la profondeur (Z) Arrête la broche en bas Ressort rapidement à la hauteur de retrait (R) |
Alésage fin (décalage) : G76 est généralement utilisé pour aléser des perçages selon un diamètre de précision en usinant dans une seule direction. La broche s'arrête à la profondeur finale du trou, dans certains cas la pointe de l'outil peut être orientée vers une position spécifique, l'outil se déplace de la face de l'alésage, puis l'outil ressort rapidement au niveau du plan R.
 |
Mouvement d'alésage fin G76 : Positionne la hauteur de retrait ou le « plan R » (R) Avance (F) à la profondeur (Z) Arrête la broche en bas Éventuellement, effectue un mouvement d'orientation de broche Éloigne l'outil de la paroi d'alésage (Q) Ressort rapidement à la hauteur de retrait (R) |
 |
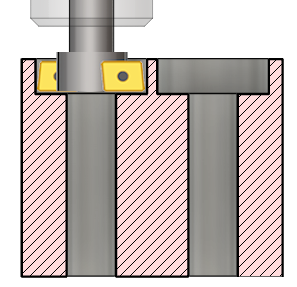
Alésage arrière (décalage) : G87 est couramment utilisé pour chanfreiner, aléser ou lamer des perçages à partir de la partie arrière de la pièce. Ce cycle peut fonctionner de différentes façons.
À l'aide d'un outil de chanfrein inversé, similaire à une barre d'alésage avec une surface de coupe sur le côté supérieur de sa base. L'insert sur ces outils est parfois prolongé avec la force centrifuge, lorsque la broche tourne. Le fait d'arrêter la broche retire l'insert.
En utilisant un outil en L placé dans la broche avec une surface de coupe sur le côté supérieur de sa base. Vous l'insérez soigneusement dans le trou quand il ne tourne pas, orienté de façon à ce qu'il s'ajuste à travers le trou, puis vous positionnez l'axe de l'outil par rapport à l'axe du trou, démarrez la broche et avancez l'outil vers le haut pour effectuer le lamage. Une fois l'opération terminée, arrêtez l'outil, décalez le trait d'axe et retirez-le du perçage.
À l'aide d'une queue d'outil vide, l'outil avance rapidement dans toute la profondeur du trou où il s'arrête, afin qu'un outil de lamage inversé, avec une déconnexion rapide, puisse être monté. L'outil avance vers le haut pour usiner le lamage, descend de la surface, puis arrête la broche afin que le lamage puisse être retiré, avant que le corps d'outil ne se retire du trou.
En raison de la complexité du mouvement et du volume d'interventions manuelles requis, ce type d'opération est rarement utilisé.
 |
Mouvement d'alésage arrière G87 : Positionne la hauteur de retrait ou le « plan R » (R) Se dirige rapidement vers la profondeur Temporise vers le bas (P) L'outil de lamage inversé est fixé à la queue d'outil L'outil avance à la profondeur de lamage L'outil se déplace hors de la surface Le lamage est supprimé L'outil ressort rapidement à la hauteur de retrait (R) |
Fraisage de poche circulaire : Fusion utilise ce cycle pour passer les paramètres au cycle de fraisage de poche sur le contrôle machine. Visuellement, il n'y a pas de vue dans Fusion qui montre un fraisage de poche. Les trajectoires d'outil de fraisage 2D adaptatif ou circulaire 2D permettent certainement d'usiner la poche de manière plus efficace que le cycle de poche fixe dans votre contrôleur CNC. Mais l'avantage du cycle fixe est la taille réduite du programme. Une seule ligne de code de cycle fixe peut dégager la même poche qui peut être constituée de 40 lignes de code, à l'aide de l'option Adaptatif 2D ou Circulaire 2D. Un autre avantage est la possibilité d'effectuer des ajustements à la taille ou aux étapes de coupe de la poche circulaire, à la machine.
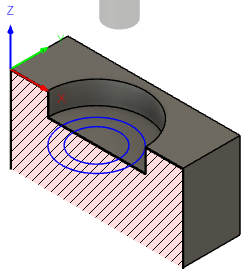 |
Mouvement de fraisage de poche circulaire : Positionne la hauteur de retrait ou le « plan R » (R) Appelle le cycle fixe Aucune trajectoire d'outil ne s'affiche dans Fusion |
Alésage à la fraise : Fusion utilise ce cycle pour passer les paramètres au cycle d'alésage à la fraise sur le contrôle machine. Visuellement, aucune vue n'est présente dans Fusion pour vous montrer l'alésage à la fraise. Les trajectoires d'outil de fraisage 2D adaptatif ou d'alésage 2D permettent d'usiner l'alésage plus efficacement que le cycle d'alésage fixe dans votre contrôleur CNC. Mais l'avantage du cycle fixe est la taille réduite du programme. Une seule ligne de code de cycle fixe peut dégager le même alésage qui peut être constitué de 40 lignes de code, à l'aide de l'option Adaptatif 2D ou Circulaire 2D. Un autre avantage est la possibilité d'effectuer des ajustements à la taille ou aux étapes de coupe de l'alésage, à la machine.
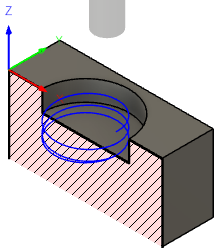 |
Mouvement d'alésage à la fraise : Positionne la hauteur de retrait ou le « plan R » (R) Appelle le cycle fixe Aucune trajectoire d'outil ne s'affiche dans Fusion |
Filetage à la fraise : Fusion utilise ce cycle pour passer les paramètres au cycle de filetage à la fraise sur le contrôle machine. Visuellement, aucune vue n'est présente dans Fusion pour vous montrer l'alésage à la fraise. La trajectoire d'outil Filetage à la fraise 2D permet d'usiner les filetages plus efficacement que le cycle de filetage fixe de votre contrôleur CNC. Mais l'avantage du cycle fixe est la taille réduite du programme. Une seule ligne de code cycle fixe peut usiner les mêmes filetages qui pourraient être constitués de 40 lignes de code, en utilisant le filetage 2D. Un autre avantage est la possibilité d'effectuer des ajustements à la taille ou aux étapes de coupe des filetages, à la machine.
|
Mouvement de filetage à la fraise : Positionne la hauteur de retrait ou le « plan R » (R) Appelle le cycle fixe Aucune trajectoire d'outil ne s'affiche dans Fusion |
Personnalisé : Fusion utilise ce cycle pour passer les paramètres au cycle de palpage sur votre contrôle machine. Visuellement, aucun mouvement de palpage n’est affiché dans Fusion. Les outils d'inspection de Fusion offrent davantage d'options pour le palpage et la rétroaction visuelle du processus de palpage. Ils seront certainement plus efficaces si une vérification est nécessaire.
| Mouvement de palpage : Positionne la hauteur de retrait ou le « plan R » (R) Appelle le cycle fixe Aucun mouvement ne s'affiche dans Fusion |