
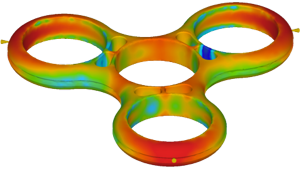
Average temperature (end of fill) result
The Avg. temperature (end of fill) result shows the average bulk temperature through the thickness of the part, at the end of the filling phase.
Things to look for
When viewing the Average temperature (end of fill)* result, watch for the following:
- Hot spots; usually these exist around the gate.
- Cold spots indicating hesitation
- Check whether the material is cooling excessively.
Using this result
The temperature of polymer melt changes not only with time and location, but also with thickness during the entire injection molding cycle. The Average temperature (end of fill) result uses the average temperature to indicate the contribution of all these factors across the thickness. Average temperature represents the energy that is transported through a particular location at a specific time.
Areas with continuous flow (heat convection) typically have a higher average temperature, which drops quickly when the flow in that area stops. If the average temperature is too low in a thin area of the part, hesitation or short shots can occur. If the average temperature is too low in an area where weld lines are present, the weld lines may be worse.
In areas where the average temperature is too high, material degradation and surface defects may occur. To alleviate this, make sure the average temperature is always within the recommended temperature range for the polymer you are using. You may also consider redesigning the part geometry near the hot spot, or changing the process conditions. Differential temperature can also cause non-uniform shrinkage and warpage.
Examine the Average temperature (end of fill) result in conjuction with the Solidified plastic (end of fill) result. Any section of the mold with an average temperature that is below the material transition temperature, and a frozen percentage that is greater than 25%, may not be packed properly which can lead to shrinkage and warpage problems.
Next steps
The following methods can be used to prevent air traps:
If the temperature is too low:
- Decrease the injection time - this may cause material degradation if it is too short
- Increase the melt temperature - but keep it within the temperature limits specified by the material manufacturer
- Increase the mold temperature - this may increase the cycle time
- Modify the model - increase the thickness in the area bearing in mind the function of the part.
If the temperature is too high:
- Increase the injection time - but this may cause hesitation.