ダウンカット - 工具を、(工具の進行方向に対する)加工エッジの左側に配置します。選択解除されている場合、アップカットで加工します。工具は、加工エッジの右側に配置されます。
双方向荒加工 - フィーチャーを、両方向に加工します。選択解除されている場合、アップカットで荒加工します。加工パスは単一の方向で、次のパスの開始点までストック上を早送り移動します。ダウンカット で、加工方向を制御します。
仕上げ工具使用 - 選択解除されている場合、荒加工パスと仕上げパスの両方に同じ工具が使用されます。仕上げ工具使用 を選択して、荒加工とは別の、仕上げ用の工具を新規作成します。この仕上げ工具は、荒加工の工具とまったく同じです。工具の名前に、-仕上げ が追加されます。荒加工の工具の名前が endmill1.0 の場合、仕上げ工具の名前は endmill1.0-仕上げ となります。この仕上げ工具は、工具箱に一時的に割り当てられたもので、現在のドキュメントの加工のみに使用されます。
仕上げ 工具径補正 - フライス加工フィーチャーの中仕上げパスと仕上げパスに、工具径補正を適用します。
荒加工 工具径補正 - 現在のドキュメントのすべてのフライス加工フィーチャーの荒加工パスに、デフォルトで工具径補正を適用します。詳細については、仕上げ 工具径補正 を参照してください。
面取り 工具径補正 - 現在のドキュメントのすべてのフライス加工フィーチャーの面取り工程に、デフォルトで工具径補正を適用します。
パーツライン プログラム - パーツライン プログラム(パーツライン プログラミング)は、フライス加工フィーチャーの特殊な工具径補正です。工具の中心軌跡ではなく、フィーチャーの図面の寸法からツールパスを作成します。パーツライン プログラムを使用する場合も、フィーチャーを加工するための工具は重要です。荒加工にも同じ工具を使用する場合、荒加工パスの領域を十分に加工できるよう、実際の工具直径と FeatureCAM の工具直径との偏差が大きくなりすぎないように注意します。また、選択した仕上げ工具の直径が、フィーチャー全体を加工できるサイズ(大きすぎないサイズ)であることを確認します。選択した工具が幅の狭いコーナーよりも大きい場合、工具径補正だけでツールパスを修正することはできません。
FeatureCAM は仕上げパスの始点を自動計算し、仕上げパスに、直線移動と ランプ直径 に基づくランプ移動を追加して工具径補正を適用します。「ランプ インが見つかりません」、「ランプ アウトが見つかりません」、「ツールパスの終点を延長できません」 などの警告が表示された場合、ランプ直径 を小さくするか、下孔ポイント を変更します。
工具最小リトラクト - フィーチャーの加工中の、工具のリトラクトの回数を減らし ます。工具は、リトラクトする代わりに次の位置に送られます。
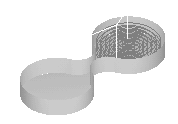
高さ優先 - 多くの場合、荒加工はフィーチャーの深さにより 複数の等高線 で実行されます。このオプションを選択すると、それらすべての等高線が表示されるため、各レベルのプロパティを個別に編集することができます。
深さ優先 - フィーチャーの 1 つの領域を完全に加工してから、他の領域に移動します。ツールパスは、Z 方向に降下します。
このオプションが選択されていない場合、一定の等高線でフィーチャーの全領域を加工してからより深い位置に移動します。
次の例では、フィーチャーの 1 つの領域を完全に加工してから次の領域に移っています。
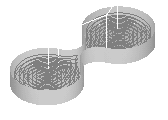
マルチ荒加工工具 や マルチ仕上げ工具 を使用して幅の狭いコーナーを効率的に荒加工する場合も、深さ優先 が有用です。
次の例では、幅の狭いコーナーを「深さ優先」で加工しています。
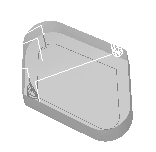
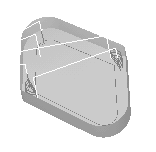
領域優先 3D - FeatureCAM の 領域優先 3D では、幅全体で切削しないようにしつつ、リトラクトの回数を抑えるようにツールパスを並べ替えます。パーツの複数の領域が別々に加工されている場合、領域優先 3D を使用します。ツールパスが、リトラクトを無視してサーフェス上を移動するようにする場合、領域優先 3D を選択解除します。
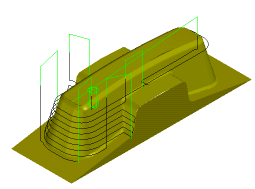
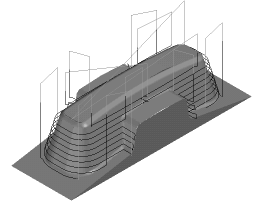
等高線工程(荒加工工程と仕上げ工程)では、領域優先 3D を設定することで、複数の等高線で完全に加工するよりも効率的な場合は、ツールパスが Z(または、-Z )方向に降下して「ゾーン」を加工できるようにします。 次の電話機のモデルでは、パーツの上部が複数の等高線で完全に加工された後に、各側面が加工されています。
5 軸位置 - フェースの加工では、異なる回転方向 を使用する場合も多くあります。 次から選択します。
- スタンダード - デフォルトの向きです。
- 回転方向反転 - デフォルトとは反対の向きです。
- ポスト設定にしたがう - XBUILD の 5 軸 ダイアログの、初期回転軸方向プリファレンス オプションで設定されている向き (プラス、または、マイナス) を使用します。
- 軸のリミットにしたがう - マシン デザイン ファイルに設定された軸の移動の制限範囲に基づいて、FeatureCAM が最適な向きを選択します。
クランプ回避 - クランプ回避 ダイアログを表示して、3 軸ツールパスと NT ツールパスでのクランプ ソリッドの回避オプションを指定します。
非切削移動 - Vortex 非切削移動 ダイアログを表示して、Vortex ツールパスの非切削移動での、リトラクトや送り速度の増加の有無を指定します。
新規 内径/外径 溝加工ツールパスを使用 - 新規ツールパス スタイルを使用してサイド溝を算出 します。従来の方法を使用する場合は、このオプションを選択解除しておきます。このオプションの選択時、サイド溝ツールパスの算出方法は次のように変化します。
- プランジ移動とリトラクト移動のガウジ チェックが実行されます。
プランジ移動とリトラクト移動のガウジ チェックを無効にする場合、フィーチャー プロパティ ダイアログ、ストラテジー タブの プランジのガウジチェック を選択解除します。
- 仕上げ工程では、扇形アプローチを使用することができます。
フィーチャー プロパティ ダイアログ、ストラテジー タブの 扇形アプローチ をクリックして、扇形アプローチ仕上げオプション ダイアログから詳細を設定します。
- 仕上げ工程では、円弧のリードインを使用することができます。それ以外の場合、直線のリードインのみを使用することができます。
フィーチャー プロパティ ダイアログ、ステップオーバー タブの 円弧リード を選択して、円弧のリードインを使用します。
- 仕上げパスに始点を設定することができます。
フィーチャー プロパティ ダイアログ、プランジ タブの 始点 から、値を設定します。
トロコイド溝加工
トロコイド加工 - シンプル溝加工で、トロコイド加工を使用します。トロコイド加工の方向 (時計回り、または、反時計回り) を選択します。
工具は、シンプル溝加工の代わりに、一連の円状に加工します。
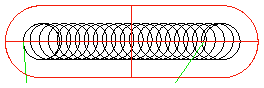
トロコイド ツールパスは、工具負荷を軽減します。
最大工具直径 % - 溝の幅に対する割合として指定します。この値に基づいて、選択される工具の直径が決まります。
最大ステップ距離 % - 工具直径に対する割合として指定します。ツールパス内で隣接する円の間の、最大距離を示します。