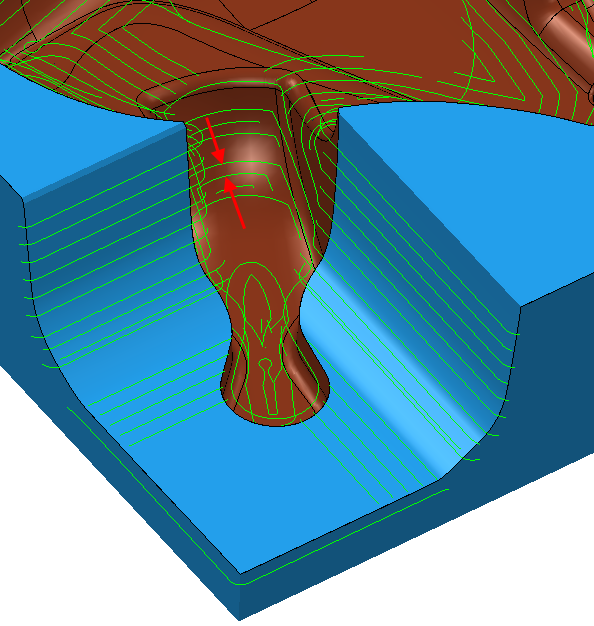
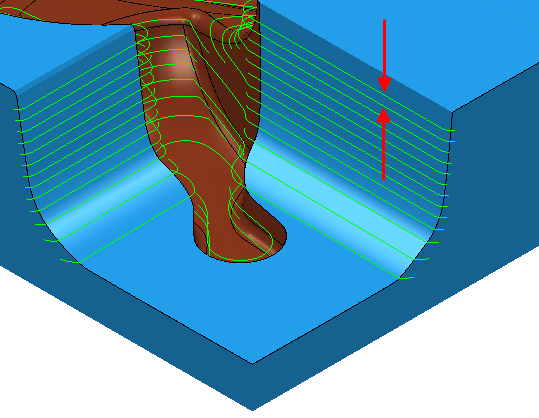
Usare la pagina Ripresa profilatura da modello per creare un percorso utensile dividendo in sezioni il modello ad altezze Z specifiche e poi creare la passata di profilatura a ogni altezza Z. Le altezze in Z sono definite dal percorso utensile di sgrossatura da modello precedente e sono usate per eliminare grossi terrazzamenti.
Direzione di taglio — Selezionare la tecnologia di fresatura.
Selezionare una Direzione di taglio dalle seguenti:
- Concorde — Selezionare per creare i percorsi usando solo la fresatura concorde, dove possibile. L'utensile si trova alla sinistra dell'angolo lavorato quando visualizzato nella direzione del viaggio dell'utensile.
- Convenzionale — Selezionare per creare i percorsi usando solo la fresatura convenzionale o verso l'alto, dove possibile. L'utensile si trova alla destra dell'angolo lavorato quando visualizzato nella direzione del viaggio dell'utensile.
- Qualsiasi — Selezionare per creare i percorsi usando sia la fresatura convenzionale che quella concorde. Questo minimizza le alzate dell'utensile e il suo viaggio.
Quando si hanno diverse passate di profilatura si può avere una diversa direzione di taglio per la passata di profilatura finale.
- Profilatura — Selezionare la direzione di taglio della passata di profilatura finale.
- Profili addizionali — Selezionare la direzione di taglio di tutte le passate ad eccezione della passata di profilatura finale.
Tolleranza — Inserire un valore per determinare con quanta precisione il percorso utensile segue il contorno del modello.
Sovrametallo — Inserire la quantità di materiale da lasciare sulla parte. Fare clic sul pulsante Sovrametallo  per separare la casella Sovrametallo in Sovrametallo radiale
per separare la casella Sovrametallo in Sovrametallo radiale  Sovrametallo assiale
Sovrametallo assiale  . Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
. Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
Sovrametallo radiale — Inserire l'offset radiale dell'utensile. Quando si lavora a 2,5 o 3 assi, un valore positivo lascia materiale sulle pareti verticali.
Sovrametallo assiale — Inserire l'offset dell'utensile, nella sola direzione dell'asse utensile. Quando si sta lavorando a 2,5 assi o a 3 assi, un valore positivo lascia materiale sulle facce orizzontali.
 Sovrametallo componente — Fare clic per visualizzare la finestra di dialogo Sovrametallo componente che consente di specificare il sovrametallo di diverse superfici.
Sovrametallo componente — Fare clic per visualizzare la finestra di dialogo Sovrametallo componente che consente di specificare il sovrametallo di diverse superfici.
Passo laterale — Inserire la distanza tra passate di lavorazione consecutive. Questa opzione è disponibile quando il Numero di tagli sulla pagina Distanza di taglio è maggiore di 1.
 Copia passo laterale da utensile — Fare clic per caricare la profondità radiale di taglio dai dati di taglio dell'utensile attivo. La profondità di passata radiale viene normalmente misurata all'asse utensile.
Copia passo laterale da utensile — Fare clic per caricare la profondità radiale di taglio dai dati di taglio dell'utensile attivo. La profondità di passata radiale viene normalmente misurata all'asse utensile.
 .
.
Passo in Z — Inserire la distanza tra livelli di lavorazione diversi.
Automatico — Il valore di Passo in Z definisce le altezza Z ed elimina qualsiasi altezza Z esistente.
Manuale — L'utente specifica le altezze Z. Fare clic sul pulsante Altezze Z per visualizzare la finestra di dialogo Altezze Z di sgrossatura e specificare manualmente le altezze in Z.
per visualizzare la finestra di dialogo Altezze Z di sgrossatura e specificare manualmente le altezze in Z.
Copia passo in Z dall'utensile — Fare clic per caricare la profondità assiale di taglio dai dati di taglio dell'utensile attivo. La profondità di passata assiale viene misurata lungo l'asse utensile.
.
Passo in Z costante — Se selezionata, tutti i livelli di lavorazione sono equidistanti e il valore Passo in Z è un passo in Z massimo. Se deselezionata, la differenza tra livelli di lavorazione consecutivi è il valore Passo in Z di tutti i livelli tranne l'ultimo che si trova in fondo al blocco.
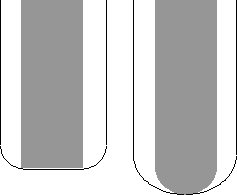
Passo in Z costante deselezionata:
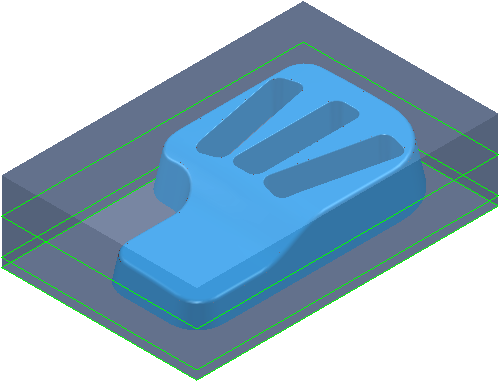
Con un valore Passo in Z di 20, le altezze Z si trovano a 15, -5 e -10.
Il passo in Z è la quantità specificata per tutti i livelli (in questo caso 20) tranne l'ultimo, che si trova in fondo al blocco (in questo caso un Passo in Z di 5).
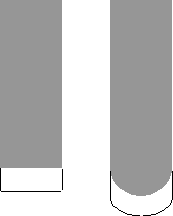
Passo in Z costante selezionata:
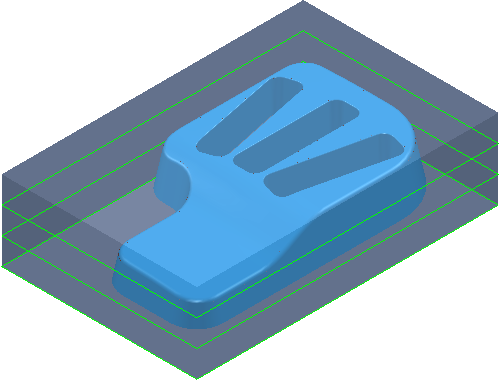
Con un valore Passo in Z di 20, le altezze Z si trovano a 20, 5 e -10. Questo fornisce un passo in Z effettivo di 15.
Il passo in Z è identico tra tutti i livelli, ma non è necessariamente la quantità specificata. In questo caso, PowerMill utilizza un Passo in Z di 15 piuttosto che 20.
Lavorazione in ripresa — Selezionare per rendere la pagina Ripresa disponibile con le opzioni per lavorazione in ripresa. Questa operazione modifica la strategia in un Modello
Per impostazione predefinita, questa opzione è selezionata. Se questa opzione non è selezionata, la strategia cambia in strategia Profilatura modello.